Изобретение относится к стекольной промышленности и может быть использовано в механизированных и автоматизированных линиях по производству плоского фигурного закаленного и многослойного автомобильного стекла.
Наиболее близким к изобретению по технической сущности является устройство, имеющее средство для нанесения контурной замкнутой сквозной линии реза и блок отделения облоя от вырезаемой заготовки. Обе операции, т.е. нанесение линии реза и отделение облоя, осуществляются на одной позиции.
Данное устройство позволяет без перемещения вырезаемой заготовки, сочлененной с облоем, качественно надрезать, разламывать и отделять облой. Это исключает образование на кромках вырезаемых заготовок сколов, осыпи, посечек по периметру стекла. Кроме всего, такое решение позволяет уменьшить габариты установки, однако, на одной позиции операции нанесения линий реза и отделения облоя в целом удлиняет цикл. Так при общем рабочем цикле, включающем операции транспортировки, базировки листа стекла, нанесения контурной сквозной линии реза, подрезки, разлома и отделения облоя затрачивается 17-18 сек. Из этого времени на подрезку, разлом и отделение облоя затрачивается 3,5-4 сек, вследствие чего производительность известной установки снижается в среднем на 18-20%
Техническим результатом предлагаемого изобретения является увеличение производительности оборудования и повышение качества отломки.
Это достигается тем, что блок отделения облоя установлен с возможностью перемещения в горизонтальной плоскости по направляющим и размещен после режущего механизма по ходу движения стекла.
Кроме того, блок отделения облоя содержит механизмы подрезки, разлома и вакуум-присосы.
Отличием предлагаемого от известного уровня техники является то, что блок отделения облоя установлен за позицией резки по ходу движения стекла с возможностью передвижения в горизонтальной плоскости по направляющим. В основном изобретении блок отделения облоя установлен в позиции резки неподвижно в горизонтальной плоскости.
Кроме того, подвижность отломки позволяет отслеживать малейшие изменения во внешних размерах поступаемого на отломку стекла, что повышает качество отломки за счет точного размещения блока в процессе отломки.
Другим отличием предлагаемого от известного уровня техники является то, что блок отделения облоя включает механизмы подрезки, разлома и вакуум-присосы.
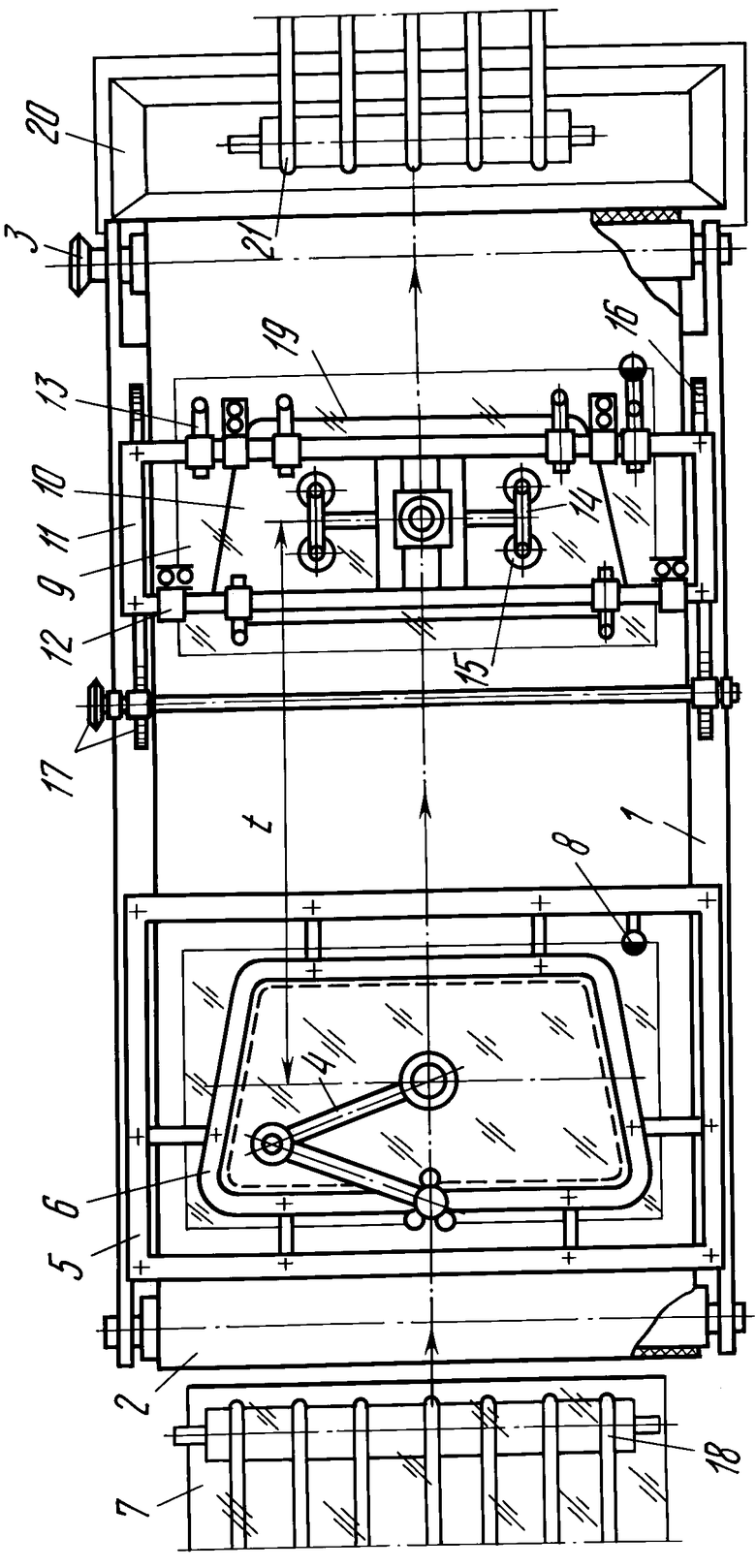
На чертеже показано устройство.
Устройство включает раму 1, приводной ленточный транспортер 2 с приводом 3, составную шарнирную консоль 4, копирную раму 5 с копиром 6. Для ориентации листа стекла 7 на копирной системе пуска и останова привода 3 ленты транспортера 2 в зоне нанесения контурной линии реза установлен оптический датчик 8.
На раме 1 на шаговом расстоянии t+50 мм, равном двум размерам ширины листа стекла 7 от зоны нанесения контурной линии реза, монтируется блок механизмов отделения облойной части 9 от вырезаемой заготовки 10 стекла 7.
Блок отделения облоя имеет перемещающуюся раму 11, на которой смонтированы подрезчики 12 для нанесения надрезов на облойную часть листа стекла 7, упоры 13 и подъемно-опускной механизм 14 с вакуум-присосами 15.
Рамка 11 в сборе имеет возможность продольного принудительного перемещения по направляющим 16 за счет привода и зубчато-реечного механизма 17 в пределах шага t с величиной поиска ±25-50 мм в зависимости от ширины вырезаемой заготовки фигурного стекла.
Исходное положение рамки 14 в сборе с механизмами по направлению движения ленты 2 крайне правое (t+50 мм).
Устройство работает следующим образом.
На рольганге 18 в исходном положении располагается отбазированная заготовка листового стекла 7, включаются приводы ленточного транспортера 2 рольганга 18, лист стекла 7 с рольганга 18 поступает на ленту транспортера 2. По сигналу оптического датчика 8 происходит фиксация кромки листа стекла 7 и отключение привода 3 транспортера 2. В это же время на рольганг 18 поступает очередной лист стекла 7. На позиции нанесения линии реза копирно-консольный механизм 4 наносит на листе стекла 7 контурную сквозную линию реза 19. По завершении процесса вырезания фигурного стекла 10 включается привод 3 перемещения ленточного транспортера 2, вместе с лентой лист стекла 7, состоящий из вырезаемой заготовки 10 и облоя 9 перемещается на величину шага t в зону отделения облоя. Одновременно с рольганга 18 на позицию нанесения линии реза поступает очередной лист стекла 7.
По сигналу оптического датчика 8 после фиксации кромки листа стекла 7 отключается привод 3 ленточного транспортера 2 с ориентацией листа стекла 7 по отношению к копирной системе.
Одновременно после перемещения листа стекла 7 с вырезаемой фигурной заготовкой 10 и облоем 9 и останова ленты транспортера 2 блок отделения при помощи оптического датчика 2 и привода зубчато-реечного механизма 17 из крайнего правого положения начинает движение и поиск кромки листа стекла 7 и после ее обнаружения фиксирует блок путем останова привода 17.
После останова ленты транспортера 2 и фиксации блока отделения облоя листа стекла 7 на вырезаемую фигурную заготовку 10 опускается вакуум-присосная рамка подъемно-опускного механизма 14, подрезчики 12 надрезают облой 9, затем при помощи вакуум-присосов 15 вакуум-присосная рамка поднимает вырезаемую фигурную заготовку и отделяет ее от облоя 9. При этом облой 9, встречая при подъеме упоры 13, разламывается по линиям надреза на части и, отделяясь от фигурной заготовки 10, падает на ленту транспортера 2.
По завершении операций нанесения контурной сквозной линии на первой позиции и отделения облоя на второй позиции включается привод 3 ленточного транспортера 2, перемещая лист стекла 7 с нанесенной контурной линией реза на позицию отделения облоя и части облоя 9 в бункер 20.
Одновременно с рольганга 18 на ленту транспортера 2 сходит очередной лист стекла 7.
После перемещения ленты транспортера на величину, равную ширине листа стекла 7, в вакуум-присосы подается сжатый воздух и фигурная заготовка, отделяясь от вакуум-присосов 15, падает на движущуюся ленту транспортера, располагаясь равномерно между облоем и листом стекла с нанесенной линией реза.
При входе очередной заготовки листа стекла 7 в зону нанесения линии реза и переходе вырезанной заготовки через бункер 20 на приемный рольганг 21 цикл повторится.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вырезания фигурного стекла | 1990 |
|
SU1749188A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОПИРНОГО ВЫРЕЗАНЯ ФИГУРНОГО СТЕКЛА | 1992 |
|
RU2023689C1 |
| Установка для обработки листового стекла | 1981 |
|
SU966047A1 |
| Способ резки стекла | 1980 |
|
SU966046A1 |
| КАРУСЕЛЬНЫЙ СТАНОК | 1973 |
|
SU368013A1 |
| УСТАНОВКА ДЛЯ | 1965 |
|
SU170150A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ РЕЗКОЙ ДВИЖУЩЕЙСЯ ЛЕНТЫ СТЕКЛА | 1992 |
|
RU2033980C1 |
| Установка для продольного разделения листов стекла | 1991 |
|
SU1834867A3 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2029743C1 |
| УСТРОЙСТВО для отломки АРМИРОВАННОГО ЛИСТА СТЕКЛА | 1967 |
|
SU205234A1 |
Изобретение относится к стекольной промышленности и может быть использовано на заводах технического стекла для вырезания фигурного стекла в поточном производстве. Сущность изобретения: в устройстве блок отделения облоя размещен после режущего механизма по ходу движения стекла и установлен с возможностью возвратно-поступательного перемещения по направляющим в горизонтальной плоскости, что обеспечивает поточность производства резки и отделения облоя, т.е. рост производительности. 1 ил.
УСТРОЙСТВО ДЛЯ ВЫРЕЗАНИЯ ФИГУРНОГО СТЕКЛА, содержащее основание, приводной транспортер, консоль с режущим механизмом, копирную раму с копиром, механизм подрезки облоя и механизм отломки, смонтированные на копирной раме с возможностью поочередного контакта с облоем заготовки, вакуум-присосный механизм, установленный на раме, закрепленной на штоке пневмоцилиндра, расположенного в пустотелой стойке консоли, отличающееся тем, что механизм подреза облоя и механизм отломки выполнен в виде блока отделения облоя, установленного с возможностью перемещения в горизонтальной плоскости по направляющим и размещенного после режущего механизма по ходу движения стекла.
| УСТАНОВКА ДЛЯ ВЫРЕЗКИ ФИГУРНЫХ СТЕКОЛ | 0 |
|
SU220443A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
