Изобретение относится к промьш- ленности стройматериалов, конкретно к стекольной, и может быть использовано на заводах технического стекла в процессах, связанных с переработкой листового стекла в конечную продукцию, а именно очковые фигурные стекла, пшроко применяемые для оборудования занцитных очков.
Цель изобретения - повышение производительности .
На фиг.1 приведено устройстве для вырезания фигурных стекол, продольный разрез; на фиг.2 - то же, вид в плане.
Устройство содержит режущую головку 1 с режущим роликом 2, опорный стол 3, транспортирукщий механизм с валиками 4-9, механизм 10 перереза .с режущей головкой 11, базирукнцую линейку 12, копир 13, ойорный валик 14. Периодически движу1цаяся полоса-стекла обозначена позицией 15. Базирующая линейка расположена под углом о к направлению движения полосы 15 стекла. Механизм 10 перереза расположен на расстоянии К от оси вращения режущей головки 1. Линия перереза (прямолинейного реза) обозначена буквой А, а разнонаправлен- ность транспортирующего и углового воздействий, обозначена буквами F, иР .
Устройство работает следующим образом.
Полоса 15, попав с ленточного транспортера (не показан) в приводные валики 4 и 5 транспортирующего механизма, перемещается Дальше на опорный стол 3. Приводом станка (не показан) обеспечивается периодически перемещение полосы 15, в связи с чем нанесение замкнутых контуров начинается с момента поступления начала полосы 15 на опорный стол -3. Полоса 15 стекла к моменту нанесения первого замкнутого контура полностью отбазирована относительно базируюей линейки 12, установленной под некоторым углом к направлению движения полосы 15 на валковом транспорирующем механизме. Сдвиг линейки елесообразен для более плотного конакта торца полосы 15 стекла с ней, также для предотвращения изменения оложения полосы во время нанесения амкнутых контуров по тем или иным ричинам. Учитывая, что стекло дви0
S
0
жется в условиях воздействия валиков 4-9 сверху и снизу, приведенная базировка представляется наиболее простой и в то же время достаточно надежной, так как полоса 15 при движении контактирует боковым торцом с установленной под углом линейкой 12, испытывая при этом транспортирующее воздействие F, , совпадающее по направлению с перпендикуляром, соединяющим оси врезания валиков 4-9. В то же время угловое смещение о линейки 12 обеспечивает воздействие на полосу 15 силыF , меньшей F на величину трения торца полосы о линейку 12. Разнонаправленность сил F и F в конечном итоге обеспечивает плотный контакт торца полосы с линейкой, причем сдвиг в противоположную сторону исключается тем, что стекло одновременно зажато валиками транспортирующего механизма. Опытными испытаниями вьйвлено, что угол сдвига базирующей линейки не должен пре- 5 рьшать 15°, в противном случае сила урения торца стекла о линейку будет значительной, что оказывает воздействие на параметры транспортировки полосы стекла, в частности на скорость ее движения.
Таким образом, первый замкнутый контур наносится на отбазированную полосу стекла. Надрез производится jsis неподвижной полосе. После нанесения первого замкнутого контура происходит включение привода валкового транспортирующего механизма, кото- рьй передвигает полосу на шаг Т . При этом надрезанный контур в поперечном направлении дополнительно подрезается снизу режущей головкой 11 механизма 10 перереза, неподвижно установленной под полосой стекла. Для нанесения прямолинейной линии реза (перереза) используется в данном - случае момент периодического передвижения полосы 15 стекла. Причем положение головки 11 выбрано таким, что в момент остановки полосы 15 головка 11 находится в промежутке между двумя соединениями замкнутыми контурами, конкретно его середине. Таким образом, практически одновременно с нанесением замкнутого надреза или, конкретно, с запаздыванием на, 5 расстояние К, на всю длину полосы 15 стекла наносится прямолинейный поперечный надрез, делящий замкнутые контуры на две части. Режущий ролик
0
5
0
5
головки 11 для обеспечения постоян ства усилия реза вьшолнен подпружиненным. Из этого следует, что расположение механизма 10 перереза имеет важное значение. Совершенно очевидно, что данный механизм, включающий кроме режзпцей головки 11 опорный валик 14, исключакиций прогиб полосы стекла в месте нанесения надреза, должен быть расположен в непосредственной близости от первой режущей головки 1. Вместе с тем его расположение в момент остановки полосы стекла должно соответствовать промежутку между двумя соединяемыми замкнутыми контурами, в частности его середине. Для определения опя-и- мального положения механизма 10 перереза была вьгавлена закономерность, выражаемая математически формулой
4
Т
где К - расстояние от механизма перереза до оси вращения режущей головки 1;
Т - величина шага перемещения полосы 15; h- целое число шагов (значение
п принимается как можно меньшим с целью ближайшего распЬлЬ жения механизма перереза к ручной головке 1.
Пример. Т- величина шага перемещения равная 75 мм| и 2. Такое значение позволяет принять расположение остальных узлов устройств.
К 2-75
.zf
187,5 мм.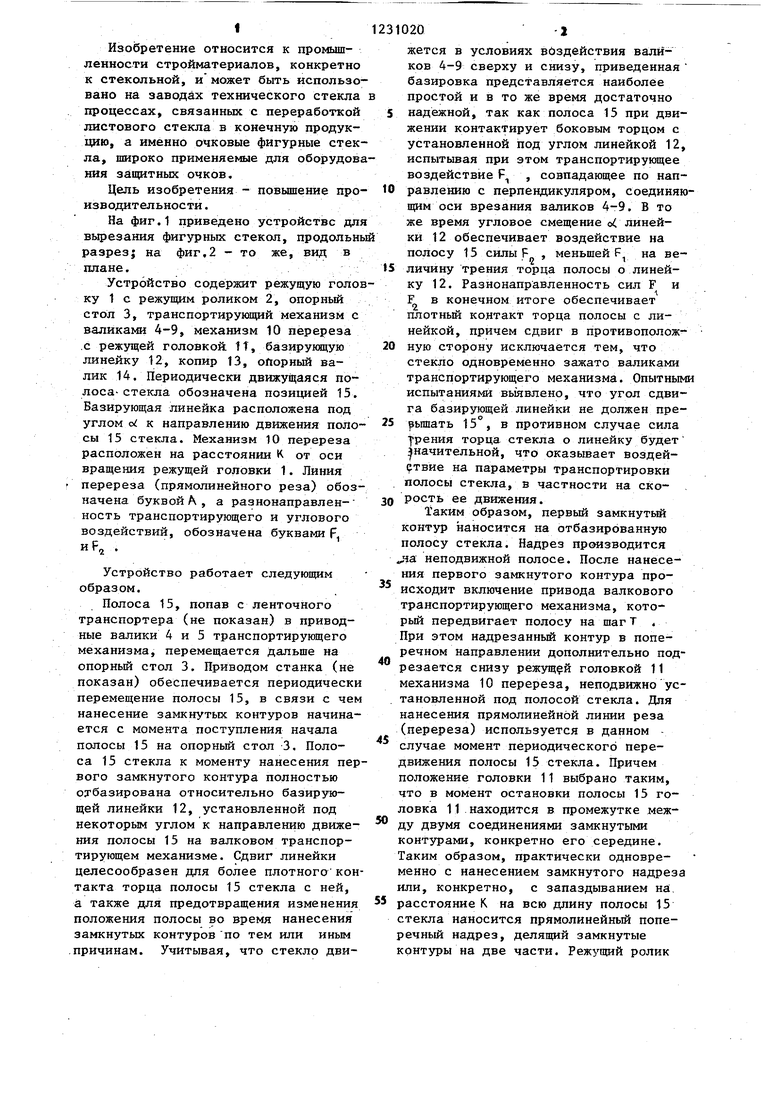

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления подачей заготовки в станок для вырезки фигурных стекол | 1986 |
|
SU1433918A1 |
| Установка для раскроя ленты стекла на форманты | 1976 |
|
SU596554A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОПИРНОГО ВЫРЕЗАНЯ ФИГУРНОГО СТЕКЛА | 1992 |
|
RU2023689C1 |
| Устройство для фигурной резки стекла | 1981 |
|
SU952783A1 |
| Установка для обработки листового стекла | 1981 |
|
SU966047A1 |
| Установка для резки листового стекла | 1961 |
|
SU140963A1 |
| Устройство для вырезания фигурного стекла | 1990 |
|
SU1749188A1 |
| Станок для вырезки фигурных стекол | 1972 |
|
SU438620A1 |
| Устройство для фигурной резки стекла | 1982 |
|
SU1035008A2 |
| СПОСОБ РЕЗКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2008 |
|
RU2383500C2 |

Г5
срие.2
ор М.Петрова 2520/28
Составитель Т.Парамонова Техред Л.Олей.ник
Тираж 457 ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корр Подп
Производственно-полиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор: И.Муска , Подписное
| Устройство для вырезания фигурных стекол | 1976 |
|
SU652129A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для ВЫРЕЗКИ КРУГЛЫХ СТЕКОЛ | 0 |
|
SU390031A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
