Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов последовательного действия, преимущественно, для холодной объемной штамповки, с поворотом заготовки на 180о между позициями штамповки, и может быть использовано в различных областях машиностроения.
Известна конструкция штампа для расплющивания концов заготовки, содержащая пуансон, матрицу и упор, служащий для фиксации заготовки в штампе [1].
Недостатком известного штампа является низкая производительность и безопасность труда, поскольку укладка заготовок осуществляется вручную, при этом руки работающего находятся в опасной зоне штампа.
Наиболее близким техническим решением является штамп последовательного действия с поворотом на 180о между позициями штамповки, содержащий пуансон, пуансонодержатель, матрицу и выталкиватель [2].
Недостатком известного решения является низкая производительность труда, поскольку одновременно штампуется одна заготовка, последовательно переносимая из ручья в ручей штампа.
Технический результат, обеспечиваемый изобретением, выражается в следующем: в основу изобретения положен принцип симметрии конструктивных элементов съемной державки заготовок, а также принцип равенства межцентрового расстояния двух отверстий для укладки заготовок и межцентрового расстояния между ручьями штамповки в матрице, что позволяет производить точную укладку заготовок по оси ручьев штампа при повороте заготовки на 180о.
Это достигается тем, что штамп последовательного действия с поворотом заготовки на 180о между позициями штамповки, содержащий пуансон, пуансонодержатель, матрицу и выталкиватель, снабжен взаимодействующей с выталкивателем, выполненным с уступом и пуансонодержателем съемной державкой заготовок, имеющей установочное отверстие для сопряжения с уступом выталкивателя и два отверстия для укладки заготовок, изготовленной симметрично относительно вертикальной плоскости, проходящей по оси установочного отверстия, и горизонтальной плоскости, проходящей по оси отверстий для укладки заготовок, при этом межцентровое расстояние двух отверстий для укладки заготовок равно межцентровому расстоянию между ручьями первого и второго перехода штамповки в матрице.
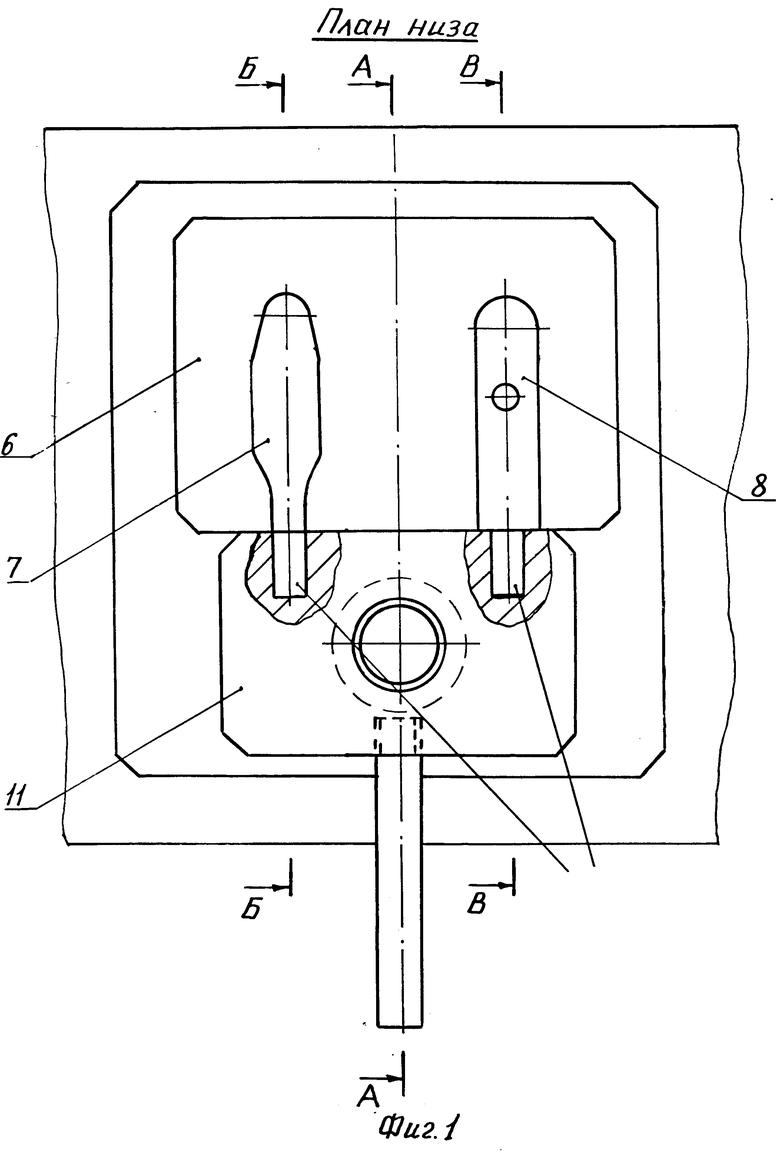
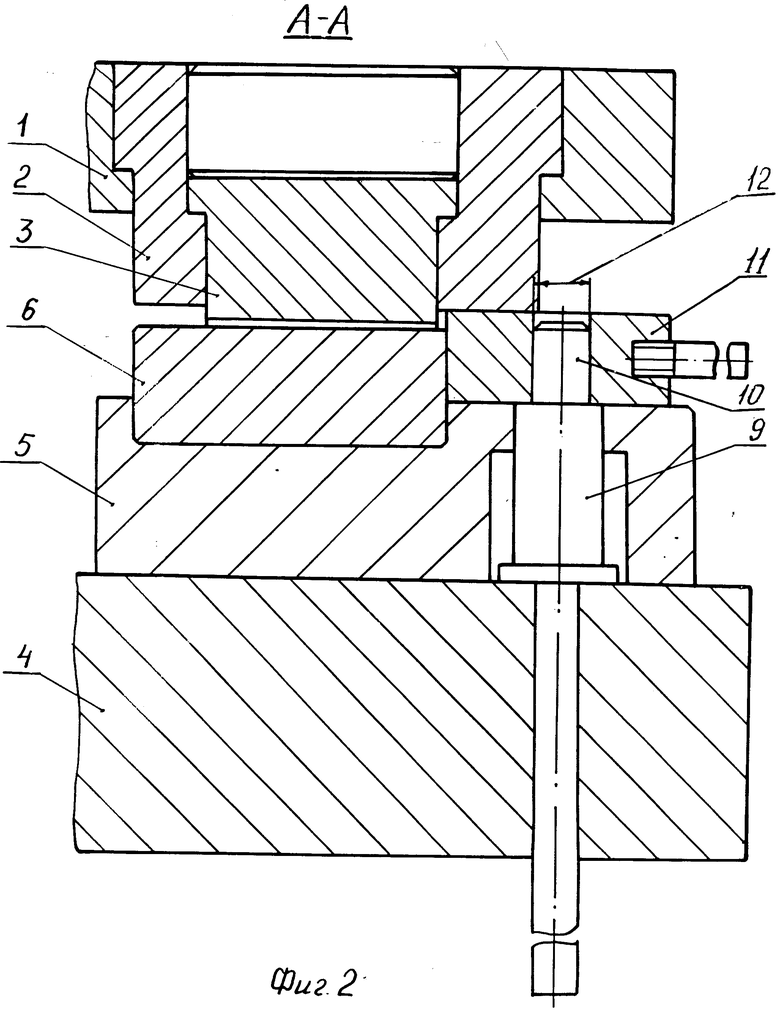
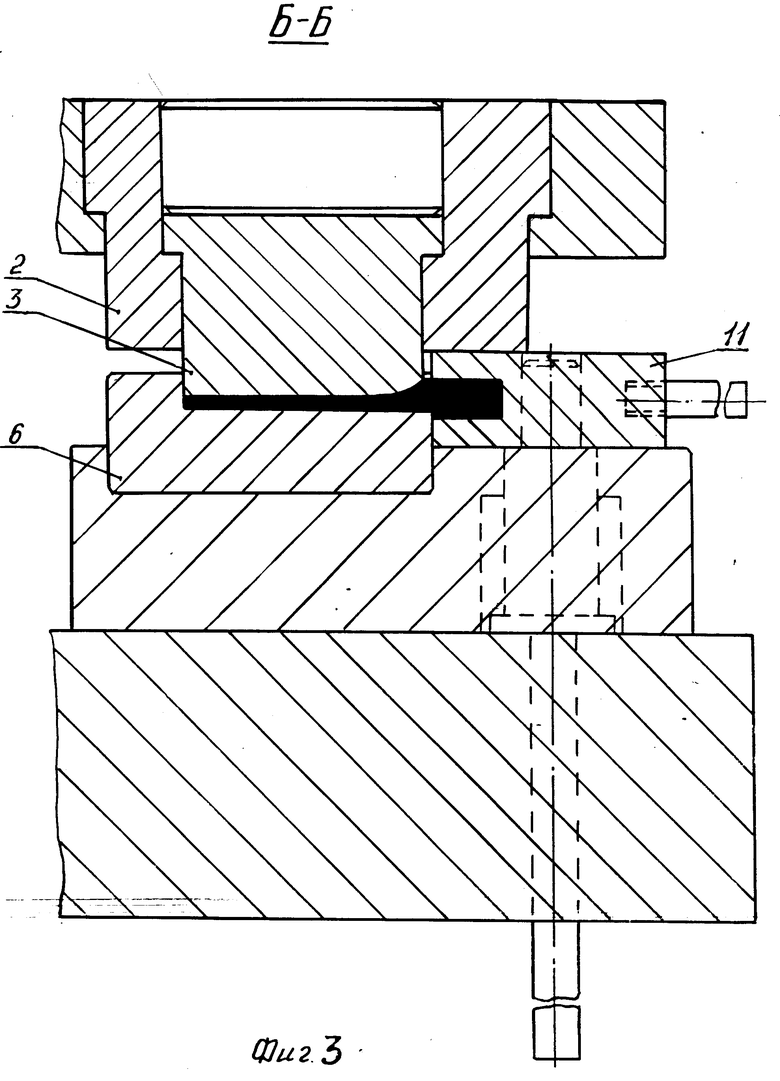
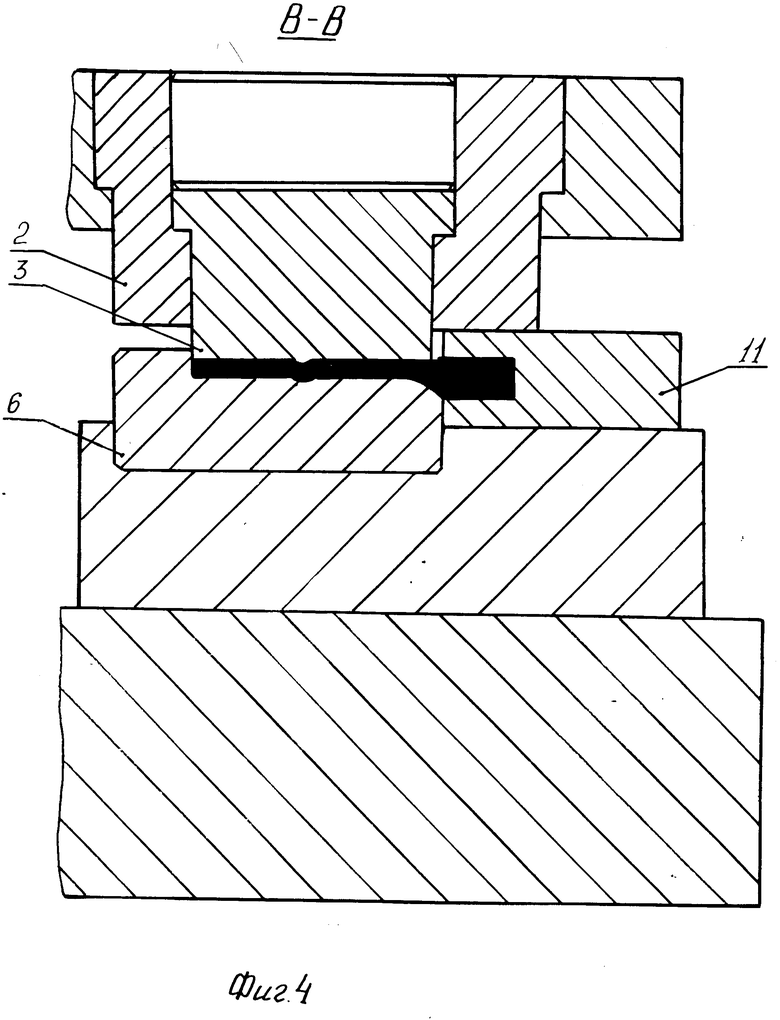
На фиг. 1 изображен план низа штампа последовательного действия с поворотом заготовки на 180о между позициями штамповки; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Штамп изображен в крайнем нижнем положении и содержит установленный в верхней плите 1 пуансонодержатель 2, в котором закреплен пуансон 3. В нижней плите штампа 4 смонтирован матрицедержатель 5 с установленной в нем матрицей 6, в которой выполнены ручей 7 первого перехода и ручей 8 второго перехода. Верхняя и нижняя плиты штампа связаны между собой с помощью направляющих колонок и втулок (на чертеже не показаны). Выталкиватель 9 выполнен с уступом 10, на который по установочному отверстию надевается съемная державка 11, предназначенная для укладки заготовок.
Уступ выталкивателя 10 и матрица 6 определяют положение съемной державки в штампе, с помощью которой осуществляется перенос, поворот, формообразование и съем заготовок. Съемная державка 11 имеет установочное отверстие 12 для сопряжения с уступом выталкивателя, два отверстия 13 для укладки заготовок и изготовлена симметрично относительно вертикальной плоскости, проходящей по оси установочного отверстия 12, и горизонтальной плоскости, проходящей по оси двух отверстий 13 для укладки заготовок, при этом межцентровое расстояние двух отверстий 13 для укладки заготовок равно межцентровому расстоянию между ручьями первого 7 и второго 8 перехода штамповки в матрице.
Штамп работает следующим образом. Заготовку устанавливают в одном из отверстий 13 съемной державки 11, после чего саму съемную державку за ручку надевают на уступ 10 выталкивателя 9 таким образом, чтобы заготовка легла в ручей 7 первого перехода матрицы и производят штамповку. При ходе ползуна пресса вниз, (фиг. 3) пуансон 3 производит штамповку заготовки в ручье 7 первого перехода матрицы, а пуансонодержатель 2, контактируя своей торцовой поверхностью со съемной державкой 11, передает через нее на заготовку усилие штамповки, в результате чего на заготовке формируется уступ требуемой высоты.
При ходе ползуна пресса вверх и срабатывании выталкивателя 9 производится подъем взаимодействующей с ним съемной державки 11 и установленной в ней заготовки из ручья 7 первого перехода матрицы. Затем съемную державку 11 за ручку снимают со штампа, в свободное отверстие 13 для укладки заготовок устанавливают вторую заготовку и надевают съемную державку на уступ выталкивателя 9 с поворотом на 180о относительно вертикальной плоскости, что является возможным вследствие ее симметричности. При этом заготовка, отштампованная в ручье 7 первого перехода матрицы, ложится с поворотом на 180о в ручей 8 второго перехода матрицы, а вновь установленная заготовка - в ручей 7 первого перехода матрицы, после чего производят штамповку, в результате в ручье 7 первого перехода матрицы происходит штамповка вновь установленной заготовки, а в ручье 8 второго перехода матрицы - (фиг. 4) штамповка заготовки, перенесенной из ручья 7 первого перехода матрицы.
Далее, сняв съемную державку 11 со штампа, удаляют из нее отштампованную деталь, устанавливают вместо нее заготовку, поворачивают на 180о относительно вертикальной плоскости симметрии, устанавливают съемную державку в штамп и продолжают штамповку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫРУБКИ И ПРОБИВКИ ОТВЕРСТИЙ (ВАРИАНТЫ) | 2008 |
|
RU2387513C2 |
| Штамп для выдавливания на двухкоординатном прессе | 2021 |
|
RU2776751C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2045369C1 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| Устройство для глубокой вытяжки заготовок из труднодеформируемого материала | 2022 |
|
RU2785759C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ГОРИЗОНТАЛЬНО-КОВОЧНОЙ МАШИНЫ | 1991 |
|
RU2008122C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 2004 |
|
RU2275272C2 |
Сущность изобретения: штамп содержит пуансон, пуансонодержатель и матрицу и снабжен выталкивателем, а также взаимодействующей с выталкивателем и пуансонодержателем съемной державкой заготовок, которая имеет установочное отверстие для сопряжения с уступом выталкивателя и два отверстия для укладки заготовок. Державка выполнена симметрично относительно вертикальной плоскости, проходящей по оси установочного отверстия, и горизонтальной плоскости, проходящей по оси двух отверстий для укладки заготовок. Межцентровое расстояние двух отверстий для укладки заготовок равно межцентровому расстоянию между ручьями для первого и второго перехода штамповки в матрице. 4 ил.
ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ С ПОВОРОТОМ ЗАГОТОВКИ НА МЕЖДУ ПОЗИЦИЯМИ ШТАМПОВКИ, содержащий пуансон, пуансонодержатель, матрицу и выталкиватель, отличающийся тем, что он снабжен взаимодействующей с выталкивателем, выполненным с уступом и пуансонодержателем, съемной державкой заготовок, имеющей установочное отверстие для сопряжения с уступом выталкивателя, два отверстия для укладки заготовок и выполненной симметрично относительно вертикальной плоскости, проходящей по оси установочного отверстия и горизонтальной плоскости, проходящей по оси двух отверстий для укладки заготовок, при этом межцентровое расстояние двух отверстий для укладки заготовок равно межцентровому расстоянию между ручьями для первого и второго переходов штамповки в матрице.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Охрименко Я.М | |||
| Технология кузнечно-штамповочного производства | |||
| М.: Машиностроение, 1966, с.352...353, рис.202. | |||
