Изобретение относится к обработке металлов давлением, а именно к устройствам для глубокой вытяжки заготовок из труднодеформируемых материалов, и может найти применение при вытяжке в изотермических условиях заготовок, например, из титановых материалов.
Известен штамп для вытяжки листовых деталей холодной формовкой, содержащий матрицу, пуансон, и прижима. Усилие на прижим может передаваться «маркетом» пресса, пружиной или эластичными средами штампа (Романовский В.П., «Справочник по холодной штамповке» -6-е изд., перераб. и доп.- Л.: Машиностроение, Ленингр. отд-е 1979г.- 520 с., Стр. 147, 155, 163, 168, 171).
Известная конструкция штампа распространяется только на вытяжку в холодном состоянии, следовательно, вытяжка труднодеформрируемых материалов на данном штампе невозможна.
Известна конструкция штампа для вытяжки труднодеформируемых материалов, содержащего коническую чашку конусного прижима, коническую матрицу, пуансон (Патент РФ на изобретение №2635990 от 08.12.2015, МПК B21D 22/20, опубл. 17.11.2017 бюл.№32).
Недостатком данной конструкции является низкое качество получаемой детали при глубокой вытяжки титановых деталей из-за подхолаживания фланцевой части заготовки с последующим утонением вытягиванием части.
Наиболее близким является устройство для глубокой вытяжки заготовок из труднодеформируемого материала, содержащее пуансон, установленный с помощью пуансонодержателя на ползуне пресса, матрицу с ручьем, прижим внутри которого имеется сквозное отверстие для пуансона, и элемент, установленный между пуансонодержателем и прижимом (Патент РФ на изобретение №2217256 от 13.11.2001, МПК B21D22/20, опубл. 27.11.2003 бюл.№ 33).
Недостатком данной конструкции является низкое качество получаемой детали, связанное с появлением гофр на фланцевой части заготовки, что приводит к неисправимому браку получаемой детали, из-за недостаточного усилия прижима в процессе вытяжки и образования зазора между прижимом и матрицей. Так же недостатком является низкая работоспособность устройства в изотермических условия, связанная с наличием упругих элементов в виде пружин, обладающих низкой теплостойкостью.
Техническим результатом предлагаемого изобретения является повышение качества получаемых деталей из труднодеформируемых материалов, благодаря обеспечению гарантированного смыкания пуансона и матрицы за счет увеличения усилия прижима заготовки к матрице, уменьшение массы и габаритных размеров устройства за счет уменьшения массы прижима, а так же повышение работоспособность устройства, исключиая из конструкции устройства упругие элементы.
Технический результат достигается тем, что в устройстве для глубокой вытяжки заготовок из труднодеформируемого материала, содержащем пуансон, установленный с помощью пуансонодержателя на ползуне пресса, матрицу с ручьем, прижим внутри которого имеется сквозное отверстие для пуансона, и элемент, установленный между пуансонодержателем и прижимом, в отличие от на боковой поверхности пуансона установлены ограничительные штифты, входящие в круговой паз, выполненный на торцевой поверхности сквозного отверстия прижима, на верхней поверхности прижима в соответствующих глухих отверстиях установлены симметрично относительно центра ручья матрицы элементы в виде конических штифтов, напротив которых соосно в пуансонодержателе выполнены карманы, при этом высота выступающей части  конического штифта равна:
конического штифта равна:  , где
, где  – глубина вытяжки, а диаметр
– глубина вытяжки, а диаметр  конического штифта равен (
конического штифта равен ( ), ограничительные штифты конические штифты и выполнены из жаропрочных материалов.
), ограничительные штифты конические штифты и выполнены из жаропрочных материалов.
Наличие в конструкции устройства ограничительных штифтов на боковой поверхности пуансона, входящие в круговой паз, выполненный на торцевой поверхности сквозного отверстия прижима, позволяющих удерживать пуансон внутри прижима, осуществляет прижим заготовки до начала процесса вытяжки и тем самым исключает смещение детали относительно центра ручья матрицы, и, следовательно, повышает качество получаемой детали, благодаря исключению бракованных деталей.
Наличие в конструкции устройства на верхней поверхности прижима в соответствующих глухих отверстиях установлены симметрично относительно центра ручья матрицы элементы в виде конических штифтов из жаропрочных материалов, напротив которых соосно в пуансонодержателе выполнены карманы, при этом высота выступающей части конического штифта равна: , где – глубина вытяжки, а диаметр конического штифта равен (), позволяет повысить усилие прижима, за счет деформации конических штифтов во время вытяжки заготовки, тем самым исключить гофрообразования и складкообразования, тем самым повысив качество получаемой детали, при этом возможно уменьшение габаритных размеров прижима, и, следовательно, уменьшение массы самого устройства, а так же позволит повысить работоспособность устройства, способного работать в изотермических условиях благодаря исключению упругих элементов из конструкции устройства.
На фигурах показаны:
Фиг. 1 - устройство для глубокой вытяжки заготовок из труднодеформируемого материала в начальный момент времени;
Фиг. 2 - устройство для глубокой вытяжки заготовок из труднодеформируемого материала в конечный момент времени.
Устройство для глубокой вытяжки заготовок 1 из труднодеформируемого материала состоит из пуансона 2, матрицы 3, прижима 4, элементы в виде конических штифтов 5.
Матрица 3 содержит ручей для вытяжки 6. Прижим 4 содержит центральное сквозное отверстие 7, в котором установлен пуансон 2 с возможностью перемещения в вертикальном направлении.
Пуансон 2 закреплен с помощью пуансонодержателя 8 на ползуне пресса (не показан). На боковой поверхности пуансона 2 установлены ограничительные штифты 9, входящие в круговой паз 10, выполненный на торцевой поверхности сквозного отверстия 7 прижима 4.
Элемент, выполненный в виде конических штифтов 5, установлен между пуансонодержателем 8 и прижимом 4.
Конические штифты 5 установлены на верхней поверхности прижима 4 в соответствующих глухих отверстиях 11. Соосно напротив этих глухих отверстий 11 в пуансонодержателе 8 выполнены карманы 12. При этом высота карманов 12 должна быть больше глубины вытяжки .
Высота выступающей части 13 конического штифта 5 зависит от высоты вытяжки заготовки , и должна быть равна:
.
Если высота выступающей части 13 конического штифта 5 будет меньше 0,8 от высоты вытяжки заготовки 1, то есть  , то снижается усилие деформации конического штифта 5. Снижение усилия деформации конических штифтов 5 снижает усилие прижима, что может привести к образованию зазора между прижимом 4 и матрицей 3, и, следовательно, к гофрообразованию на фланце заготовки 1, что повышает возможность получения бракованной детали из-за низкого качества поверхности получаемой детали.
, то снижается усилие деформации конического штифта 5. Снижение усилия деформации конических штифтов 5 снижает усилие прижима, что может привести к образованию зазора между прижимом 4 и матрицей 3, и, следовательно, к гофрообразованию на фланце заготовки 1, что повышает возможность получения бракованной детали из-за низкого качества поверхности получаемой детали.
Если высота выступающей части 13 конического штифта 5 будет больше 1,1 от высоты вытяжки заготовки 1, то есть  , то значительно увеличивается высота конического штифта 5. В процессе воздействия пуансонодержателя 8 на конические штифта 5 возможно потеря его устойчивости, его загиб. В результате не осуществится деформация конического штифта 5, и не создастся усилие прижима заготовки 1, что приведет к гофрообразованию на фланце заготовки 1, следовательно, получению бракованной поверхности детали.
, то значительно увеличивается высота конического штифта 5. В процессе воздействия пуансонодержателя 8 на конические штифта 5 возможно потеря его устойчивости, его загиб. В результате не осуществится деформация конического штифта 5, и не создастся усилие прижима заготовки 1, что приведет к гофрообразованию на фланце заготовки 1, следовательно, получению бракованной поверхности детали.
При этом диаметр конического штифта 5 так же зависит от высоты вытяжки детали и должен быть равен:
.
Если диаметр конического штифта 5 будет меньше 0,3 высоты вытяжки , то есть  , то возможна потеря устойчивости конических штифтов 5 при воздействии на них пуансонодержателя 8. В результате не осуществится деформация конического штифта 5, и не создастся усилие прижима заготовки 1, что приведет к гофрообразованию на фланце заготовки 1, следовательно, получению бракованной поверхности детали, то есть низкому качеству получаемой детали.
, то возможна потеря устойчивости конических штифтов 5 при воздействии на них пуансонодержателя 8. В результате не осуществится деформация конического штифта 5, и не создастся усилие прижима заготовки 1, что приведет к гофрообразованию на фланце заготовки 1, следовательно, получению бракованной поверхности детали, то есть низкому качеству получаемой детали.
Если диаметр конического штифта 5 будет больше 0,5 высоты вытяжки , то есть  , то на прижим 4 начинает воздействовать повышенная нагрузка, вызывая избыточное усилие прижима на заготовку 1. При этом возможен зажим фланцевой части заготовки 1, в результате вытяжка пуансоном 2 будет осуществляться за счет утонения стенки заготовки 1, в результате получается бракованная деталь низкого качества стенки.
, то на прижим 4 начинает воздействовать повышенная нагрузка, вызывая избыточное усилие прижима на заготовку 1. При этом возможен зажим фланцевой части заготовки 1, в результате вытяжка пуансоном 2 будет осуществляться за счет утонения стенки заготовки 1, в результате получается бракованная деталь низкого качества стенки.
Ограничительные штифты 9 могут быть выполнены из жаропрочных материалов, например из стали ХН78Т.
Конические штифты 5 могут быть выполнены из жаропрочных материалов, например из 12Х18Н10Т.
Устройство для глубокой вытяжки заготовок из труднодеформируемого материала работает следующим образом.
Устройство устанавливают на гидравлический пресс в блок, поддерживающий изотермические условия протекания процесса. Пуансон 2 крепится в пуансонодержателе 8 с помощью крепежных элементов 14. Пуансон 2 устанавливают в прижим 4, таким образом, что бы ограничительные штифты 9 располагались в круговом пазу 10, выполненным на торцевой поверхности сквозного отверстия 7 прижима 4. Установка пуансона 2 в прижим 4 осуществляется в круговой паз 10 с помощью направляющей пластины 15, закрепленной крепежными элементами (не показаны) на наружной поверхности прижима 4.
Конические штифты 5 установлены в глухих отверстиях 11 прижима 4.
Листовую заготовку 1 укладывают на ручей 6 матрицы 3. Включается траверса пресса и пуансонодержатель 8 вместе с пуансоном 2 и прижимом 4 начинает перемещаться вниз. Сначала прижим 4 прижимает заготовку 1 к ручью 6 матрицы 3, а затем пуансон 2 начинает вытягивать заготовку 1.
Вытяжка заготовки 1 осуществляется до того, как конические штифты 5 прижима 4 не соприкоснуться с поверхностью карманов 12 пуансонодержателя 8.
После этого продолжается процесс вытяжки заготовки 1, и одновременно осуществляется деформация конических штифтов 5 с помощью пуансонодержателя 8. Увеличивается усилие прижима заготовки 1 до полного смыкания прижима 4 и матрицы 3. Таким образом, исключается складкообразование и гофорообразование на фланце заготовки 1, повышается качество получаемой детали. Деформация конических штифтов 5 и вытяжка заготовки осуществляются до получения детали требуемых размеров.
После завершения процесса вытяжки траверса пресса поднимает пуансонодержатель 8 вместе с прижимом 4 и пуансоном 2. Полученная деталь извлекается из матрицы 3. Деформированные конические штифты 5 извлекаются из прижима 4.
Для вытяжки следующей детали цикл работы повторяется.
Благодаря тому, что в устройстве для глубокой вытяжки заготовок из труднодеформируемого материала, содержащее пуансон, установленный с помощью пуансонодержателя на ползуне пресса, матрицу с ручьем, прижим внутри которого имеется сквозное отверстие для пуансона, и элемент, установленный между пуансонодержателем и прижимом, в отличие от известного на боковой поверхности пуансона установлены ограничительные штифты, входящие в круговой паз, выполненный на торцевой поверхности сквозного отверстия прижима, на верхней поверхности прижима в соответствующих глухих отверстиях установлены симметрично элементы в виде конических штифтов, напротив которых соосно в пуансонодержателе выполнены карманы, при этом высота выступающей части конического штифта равна высоте вытяжки (), а диаметр конического штифта равен (), ограничительные штифты конические штифты и выполнены из жаропрочных материалов достигается повышение качества получаемых деталей из труднодеформируемых материалов, уменьшение массы, а так же увеличение работоспособность самого устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ, ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2003 |
|
RU2240887C1 |
| СПОСОБ ОБРАЗОВАНИЯ ОТБОРТОВОК В ШИРОКОФЛАНЦЕВЫХ ДЕТАЛЯХ | 1997 |
|
RU2116853C1 |
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255828C1 |
| Способ изготовления вытяжкой полой детали сферической неполного контура формы из труднодеформируемого титанового сплава ВТ14 в одном комбинированном штампе | 2018 |
|
RU2698080C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ ПОЛУСФЕРИЧЕСКИХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2392079C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ И ОБРЕЗКИ ДЕТАЛЕЙ | 2000 |
|
RU2194590C2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2011 |
|
RU2494830C2 |


Изобретение относится к обработке металлов давлением и может быть использовано при вытяжке в изотермических условиях заготовок, например, из титановых материалов. Устройство содержит пуансон, установленный с помощью пуансонодержателя на ползуне пресса, матрицу и прижим со сквозным отверстием для пуансона. На боковой поверхности пуансона установлены ограничительные штифты, входящие в круговой паз прижима. На верхней поверхности прижима в соответствующих глухих отверстиях симметрично относительно центра ручья матрицы установлены конические штифты. В пуансонодержателе соосно штифтам расположены карманы. Высота выступающей части конического штифта равна (0,8-1,1) ⋅ Hв, где Hв - глубина вытяжки. Диаметр конического штифта равен (0,3-0,5) ⋅ Hв. В результате обеспечивается повышение качества получаемых деталей, уменьшение массы и габаритов устройства и повышение его работоспособности. 1 з.п. ф-лы, 2 ил.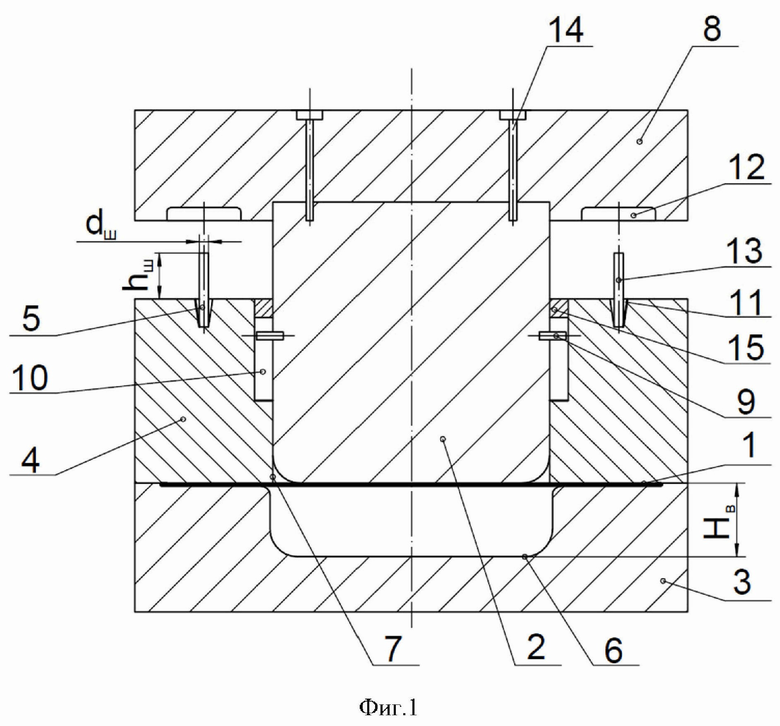
1. Устройство для глубокой вытяжки заготовок из труднодеформируемого материала, содержащее пуансон, установленный с помощью пуансонодержателя на ползуне пресса, матрицу с ручьем, прижим, внутри которого имеется сквозное отверстие для пуансона, и элемент, установленный между пуансонодержателем и прижимом, отличающееся тем, что на боковой поверхности пуансона установлены ограничительные штифты, входящие в круговой паз, выполненный на торцевой поверхности сквозного отверстия прижима, на верхней поверхности прижима в соответствующих глухих отверстиях установлены симметрично относительно центра ручья матрицы элементы в виде конических штифтов, напротив которых соосно в пуансонодержателе выполнены карманы, при этом высота выступающей части hш конического штифта равна: hш=(0,8–1,1) ⋅ HВ, где HВ – глубина вытяжки, а диаметр dш конического штифта равен: dш=(0,3–0,5) ⋅ HВ.
2. Устройство по п. 1, отличающееся тем, что ограничительные штифты и конические штифты выполнены из жаропрочных материалов.
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ДНОМ ИЗ КВАДРАТНОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2001 |
|
RU2217256C2 |
| Устройство для глубокой вытяжки | 1977 |
|
SU677790A1 |
| Штамп для глубокой вытяжки деталей цилиндрической формы | 1975 |
|
SU541539A2 |
| ПРИЖИМНОЕ УСТРОЙСТВО к ШТАМПУдля ГЛУБОКОЙ вытяжки | 0 |
|
SU269137A1 |
| DE 10228514 A1, 26.02.2004 | |||
| DE 19503874 A1, 08.08.1996 | |||
| US 4745792 A1, 24.05.1988. | |||

