Изобретение относится к порошковой металлургии, в частности к получению прутков из порошков металлов и сплавов методами обработки давлением.
Известны способы производства заготовок из порошков методом равноканального углового прессования (РУП) (Малышев В.Ф. и Сегал В.М. ТЛС, 1981, N 3, с. 32...38, а.с. N 831362, 1981). Однако при использовании РУП не удаляется получить качественные полуфабрикаты из-за расслаивания продукта обработки на шайбы, торцовые плоскости которых образуют с осью выдавливания угол, равный половине угла наклона плоскости сдвига, образующегося при пересечении вертикального и горизонтального каналов. Для устранения этого недостатка используют пробки из твердых материалов, что лишает возможности получения длинномерных прутков и приводит к дополнительному расходу материала пробок. Кроме того, процесс ведется в неизотермических условиях колебания температуры по сечению и длине каналов, что не позволяет достичь установившегося силового режима деформации порошка, обуславливает появление брака и снижение технологических возможностей процесса. Отсутствуют также возможности автоматического регулирования силовых параметров процесса, которые из-за изменений сил контактного трения в горизонтальном канале колеблются в широких пределах.
Известно устройство для горячей экструзии изделий из порошка (а.с. N 1482767, 1989), содержащее матрицу и пуансон, выполненные из электроизоляционного материала и мундштук из токопроводящего материала, причем мундштук снабжен нагревателем в виде индуктора, установленного вокруг мундштука. Однако это устройство не имеет системы стабилизации температурных условий экструзии, не обеспечивает изотермичность процесса и высокие степени деформации за один цикл обработки порошка.
Наиболее близким по технической сущности к предлагаемому изобретению является способ изготовления прутков и профилей из металлической стружки и устройство для его осуществления по а.с. N 1247160, 1986.
Согласно способу-прототипу, брикеты из стружки прессуют посредством истечения в направлении, перпендикулярном оси прессования при одновременной экструзии с вытяжкой 14-30. Высокие противодавления из-за наличия матрицы в сочетании со сдвиговыми деформациями и обжатием заготовки по площади обеспечивают высокое качество компактных полуфабрикатов. Существенным недостатком способа-прототипа является существенное уменьшение площади сечения конечных заготовок, что лишает процесс РУП его основного преимущества - получения продукта обработки больших сечений.
Особенностями устройства в прототипе является наличие матрицы в горизонтальном канале контейнера на расстоянии 0,6...0,7 диаметра канала от оси прессования. Недостатком устройства является то, что для установки и смены матрицы необходим вертикальный разъем штампа, который и предусмотрен в конструкции.
Целью изобретения является расширение технологических возможностей способа, выражающееся в увеличении сечения компактных порошковых полуфабрикатов.
Для достижения цели при изготовлении прутков из порошков металлов и сплавов по способу-прототипу истечение продукта обработки ведут через наклонный канал, следующий за горизонтальным, имеющий равное с ним сечение и образующий тупой угол 2θ =150...180о, матрицу устанавливают в наклонном канале и регулируют в ней обжатие (вытяжку, λмат) в диапазоне 2,45...13,0 так, чтобы максимальному тупому углу соответствовало максимальное, а минимальному - минимальное обжатие в матрице, при этом суммарную деформацию (вытяжку) в наклонном канале ( λсум), равную произведению деформаций при сдвиге и обжатии, берут в диапазоне 3,2...13,0, а необходимую деформацию в матрице при текущем значении угла наклона определяют по выражению
λмат = (3,2...13,0)/ехр [(2ctg θ)/  ] (1.1)
] (1.1)
Изложенные в способе технологические приемы позволяют увеличить сечение компактных порошковых полуфабрикатов, снизить сравнительно с прототипом обжатие матрицы за счет введения дополнительных сдвиговых деформаций в наклонном канале. При этом расположение матрицы в наклонном канале позволяет повысить равномерность качества продукта обработки по сечению и увеличить выход годного, устранив образование торцовых кромок, наклоненных к оси истечения.
Ограничительные параметры способа связаны между собой.
Максимальное значение тупого угла, равное 180о, означает отсутствие наклонного канала. В этом случае качество компактного материала, помимо сдвига во взаимно перпендикулярных каналах, определяется только вытяжкой в матрице. В этом случае различие между прототипом и заявляемым способом сводится к различиям в обжатии в матрице. Согласно способу для порошков типичного гранулометрического состава (pазмеp, частиц не более 500 мкм) минимальная вытяжка в матрице 3,2 в сочетании со сдвиговой деформацией во вазимно перпендикулярных каналах вполне достаточна для получения высокого качества готового полуфабриката. С другой стороны, увеличение вытяжки в матрице свыше 13,0 сопровождается неоправданным возрастанием потребного усилия процесса, в силу чего прессовый инструмент работает с недопустимыми перегрузками.
При угле 2θ меньшем 180о, часть деформации реализуется путем сдвига в наклонном канале так, что с уменьшением величины тупого угла необходимая (и возможная) вытяжка в матрице также снижается. Угол 2θ не может быть меньше 150о, так как это потребовало бы чрезмерного увеличения толщины вставки крепления матрицы. При угле наклона 150оминимальное значение вытяжки в матрице, при которой обработанный полуфабрикат имеет высокое качество, составляет 2,45.
Задаваемый способом диапазон суммарных деформаций в наклонном канале λсум, равный 3,2...13,0, отвечает условию суперпозиции деформаций при сдвиге λθ и в матрице λмат, если принять, что λθ=ехр[(2ctgθ)/ ] (Cегал В.М., Чомова Н.Г, Копылов В.И., Панин П.Б/МиТОМ, 1982, N10, с.30-33, и позволяет для любого конкретного значения угла наклона найти диапазон обжатий в матрице, при котором процесс будет технологически возможен, а материал отвечает требованию компактности, то есть является сплошным, монолитным и обладает высокими механическими свойствами. Тогда из условия суперпозиции имеем:
] (Cегал В.М., Чомова Н.Г, Копылов В.И., Панин П.Б/МиТОМ, 1982, N10, с.30-33, и позволяет для любого конкретного значения угла наклона найти диапазон обжатий в матрице, при котором процесс будет технологически возможен, а материал отвечает требованию компактности, то есть является сплошным, монолитным и обладает высокими механическими свойствами. Тогда из условия суперпозиции имеем:
λ мат = (3,2...13,0)/ехр [(2ctgθ)/ ].
].
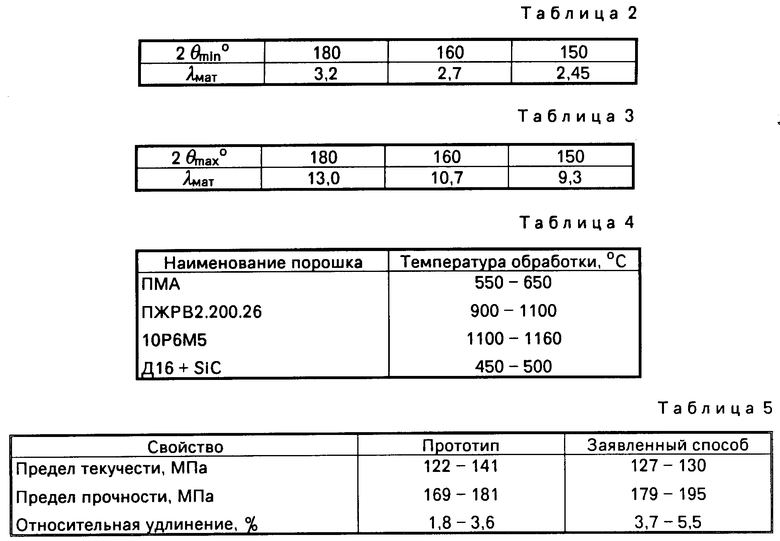
Это означает, что при максимальном угле наклона (2θ = 180о) минимальное обжатие в матрице не может быть меньше 3,2, а при минимальном угле наклона (2θ = 150о) - больше 9,3. С другой стороны, максимальная вытяжка в матрице при 2θ= 180о составляет λмат = 13,0, в минимальная вытяжка при 2θ = 150о - λмат = 2,45. Кроме того, представленное соотношение позволяет установить возможный диапазон обжатий в матрице для каждого наперед заданного угла наклона канала и выбрать тем самым величины 2θ и λмат, наиболее удобные из конструктивных, экономических или технологических соображений.
На фиг.1 показано устройство для реализации заявляемого способа.
Устройство включает обогреваемый составной контейнер 1 с блоками 2, 3, в которых находятся вертикальный 4 и горизонтальный 5 каналы равного сечения, пуансон 6. Наклонный канал, находящийся во вставке 7, присоединен к горизонтальному с помощью сменной вставки 8. Матрица 9 устанавливается в наклонном канале. Сменная вставка 8, вставка с наклонным каналом 7, матрица 9 подпираются фланцем 10. При такой конструкции установка для смены матрицы, вставки с наклонным каналом не требуется полного разъема штампа: для этого достаточно снять фланец 10. Расстояния между точкой пересечения осей вертикального и горизонтального каналов и точкой пересечения осей горизонтального и наклонного каналов лежат в диапазоне от Ф/2 + 15 мм при величине тупого угла θ= 179о до Ф+15 мм при 2θ=150о. Расстояние L между точкой пересечения осей горизонтального и наклонного каналов и точкой пересечения оси наклонного канала с фронтальной плоскостью матрицы вычисляется по формуле
L = Ф/2 [1 + tg(π/2-θ)] (1.2) При меньших расстояниях нарушается ламинарность течения материала при подходе к матрице; при больших - резко возрастает необходимое давление процесса.
Нагрев контейнера 1 осуществляется индуктором 11, вставок 7, 8 и матрицы 9-индуктором 12. В подштамповой плите 13 имеется индуктор 14. Индукторы представляют собой набор призм из жаропрочной керамики, в которых размещены нагревательные элементы.
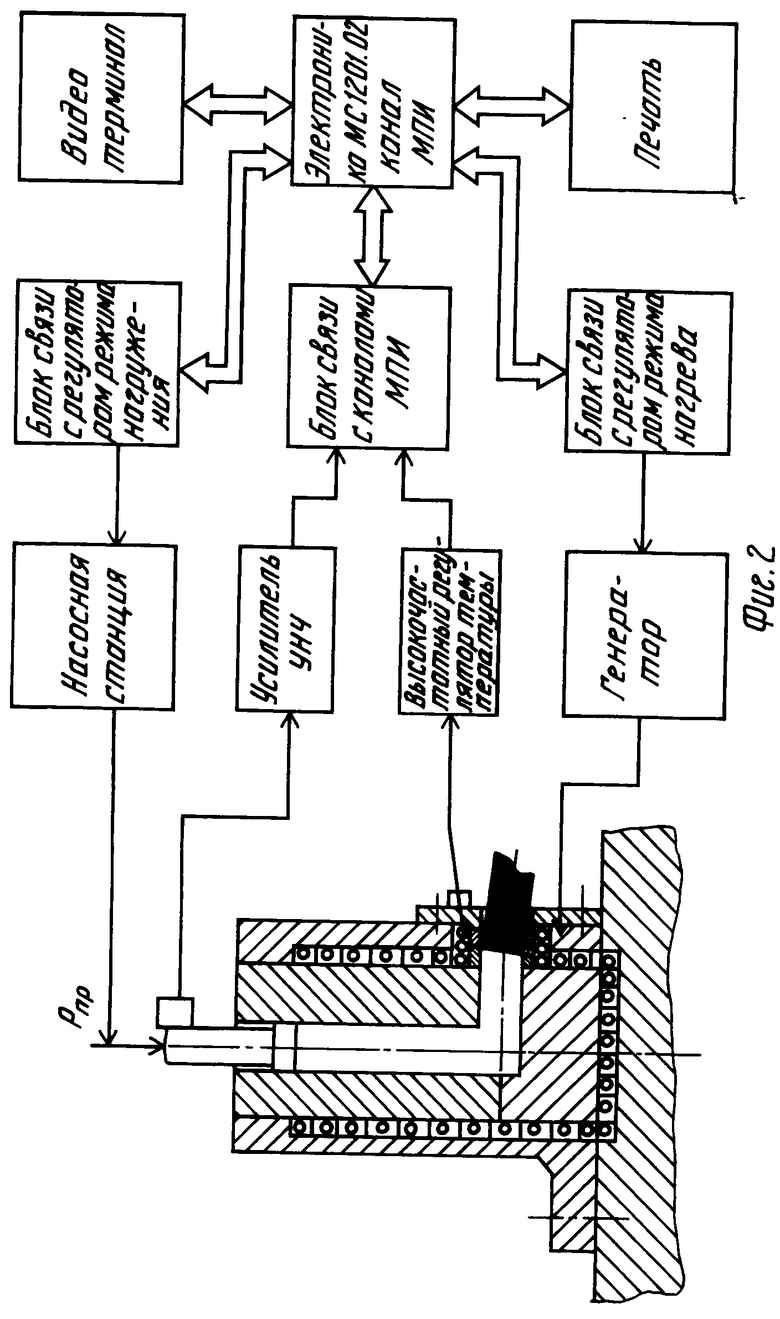
На фиг.2 показана блок-схема системы терморегулирования узла наклонного канала по силовым параметрам процесса деформации. Она состоит из генератора ТПЧ, соединенного с микроЭВМ МС 1201.02, производящей его включение и выключение в зависимости от значений усилия прессования, регистрируемого датчиком, сигнал от которого сравнивается с заданным диапазоном изменения усилия, после чего микроЭВМ управляет системой нагрева. Система терморегулирования позволяет, с одной стороны, точно выдерживать заданный температурный режим процесса, добиваясь стабилизации качества продукта обработки, а с другой - предотвращать перегрузку пресс-оснастки.
В совокупности предлагаемый способ и устройство для его осуществления позволяют получать качественные заготовки из порошковых материалов сечением, близким к сечению исходных порошковых брикетов. Это дает возможность получать из порошков высококачественные заготовки, пригодные для изготовления крупногабаритного режущего инструмента и штамповки разнообразных деталей в машиностроении, исключив их промежуточную осадку, необходимую для увеличения сечения.
П р и м е р 1. Порошок алюминия марки АД1, полученный газовым распылением с размером фракций 60...300 мкм, брикетировали односторонним прессованием под давлением 800 МПа при комнатной температуре в брикеты Ф18 мм и высотой, равной диаметру. Относительная плотность брикетов 0,86. Брикеты нагревали до 400оС и прессовали сдвигом в устройстве, внешний вид которого приведен на фиг. 1. Значения переменных параметров приведены в таблице 1. Как видно из табл.1, вариант с 2θ = 180о и λмат= 16,0 соответствует способу-прототипу. Результаты обработки оценивали путем выявления макродефектов и определения механических свойств готовых полуфабрикатов. Установлено, что при любых углах наклона наклонного канала существуют минимальные и максимальные значения обжатий (вытяжек) в матрице, в интервале которых можно получать качественный пруток; минимальные сжатия минимизируются условием нарушения макросплошности продукта обработки (поры, расслоения), а максимальные - условием предельно допустимого нагружения прессовой оснастки; минимально допустимые обжатия (вытяжки) в матрице в зависимости от угла наклона (2θ) представлены в табл.2).
Из табл.2 видно, что обжатие снижается по мере уменьшения угла наклона. Минимальное значение вытяжки в матрице, при которой полуфабрикат имеет высокое качество, соответствует минимальному углу (2θ = 150о) и составляет λмат = 2,45.
Максимально допустимые обжатия в матрице в зависимости от угла наклона представлены в табл.3:
Из приведенных данных видно, что способ-прототип (2θ = 180о, λмат = 16,0) при экструзии распыленного порошка не реализуется из-за отсутствия истечения даже при недопустимо высоких напряжениях в пресс-оснастке.
Максимально допустимые значения вытяжки, при которых прессовый инструмент работает при нагрузках, меньше допустимых тем выше, чем больше 2θ.
При максимальном значении тупого угла, равном 180о, т.е. при отсутствии наклонного канала, максимально возможная вытяжка в матрице λмат = 13,0, что меньше минимальной вытяжки в прототипе. При λмат>13,0 нагрузки на прессовый инструмент превышает минимально допустимые, равные 300 МПа (Геллер Ю.А. Инструментальные стали. М.: Металлургиздат, 1952).
В отличие от обжатий (вытяжек) в матрице λмат и сдвиговой деформации λθ общая вытяжка в наклонном канале λсум = λмат λθ, где λθ = ехр [(2ctgθ)/ ], соответствующая высокому качеству полученных прутков, при всех исследованных значениях тупого угла находится в пределах 3,2 ... 13,0. Следовательно, этот эффект является результатом суперпозиции деформаций при вытяжке в матрице и сдвиге при повороте. Из изложенного условие суперпозиции должно быть записано в виде:
], соответствующая высокому качеству полученных прутков, при всех исследованных значениях тупого угла находится в пределах 3,2 ... 13,0. Следовательно, этот эффект является результатом суперпозиции деформаций при вытяжке в матрице и сдвиге при повороте. Из изложенного условие суперпозиции должно быть записано в виде:
λмат = ехр [(2сtgθ)/ ] = 3,2...13,0, откуда
] = 3,2...13,0, откуда
λмат = (3,2. . .13,0)/ехр [(2ctgθ)/ ]. Из табл.1 видно, что в случае выполнения (1.1) удается получить качественный полуфабрикат, а пресс-оснастка работает при напряжениях, меньших предельных. Таким образом доказывается справедливость (1.1).
]. Из табл.1 видно, что в случае выполнения (1.1) удается получить качественный полуфабрикат, а пресс-оснастка работает при напряжениях, меньших предельных. Таким образом доказывается справедливость (1.1).
Вытяжка материала в матрице, установленной в наклонном канале и обеспечивающей получение качественного материала, зависит от угла наклона и колеблется в диапазоне 2,45...13,0, причем минимальному значению тупого угла θ= 150о соответствует минимальная вытяжка ( λмат = 2,45), а максимальному - максимальная ( λмат = 13,0).
По способу-прототипу не удается обеспечить истечение материала через матрицу из-за чрезвычайно высоких напряжений в пресс-оснастке.
Суммарная деформация материала в наклонном канале, равная произведению деформаций при сдвиге и обжатии, должна быть в пределах 3,2...13,0.
Необходимую деформацию в матрице в зависимости от угла наклона канала θ следует определять по выражению
λмат = (3,2...13,0)/exp [(2ctgθ)/ ].
].
П р и м е р 2. Использовали порошки меди ПМА (ГОСТ 4960-75), железа ПЖРВ2.200.26 (ГОСТ (9849-86), распыленный порошок стали марки 10Р6М5 фракций-315 мкм и порошок композиционного материала с матрицей из алюминиевого сплава Д16 (-50 мкм) и армирующими частицами карбида кремния. Все материалы в виде брикетов обрабатывали по заявляемому способу при λмат = 2,45 2θ = 150о и λмат= 13,0 2θ = 180о. Для сравнения проведено опробование способа-прототипа.
Температуры обработки выбраны на основе литературных данных и опытным путем, исходя из соотношения между сопротивлением деформации, различными физико-химическими процессами (старение, огрубление структуры окисление и т.п.), условиями контактного трения и стойкостью оснастки (табл.4).
В результате проведенных технологических экспериментов установлено, что по обоим вариантам обработки по предлагаемому способу удается получить компактные прутки без микро- и макроразрушений, обладающие механическими свойствами на уровне соответствующих ТУ; по способу-прототипу, т.е. при 2θ = 180о, λмат = 16, прутки из исследованных материалов получить не удалось, т. е. при максимальных давлениях пресса материал не деформировался.
В отличие от способа-прототипа предлагаемый способ позволяет осуществить процесс компактирования широкой номенклатуры порошковых материалов.
П р и м е р 3. Стружку аюминиевого сплава Ак5М2 промывали в ацетоне, сушили, брикетировали при комнатной температуре и давлении 50-80 МПа до плотности 0,75 теоретической, нагревали до 450оС и выдавливали при 2θ = 150о, λмат = 4,5 ( λсум = 6,1) на установке, изображенной на фиг.1. Для сравнения ту же стружку после очистки и брикетирования выдавливали при λмат= 14, 2θ = 180о (прототип) при тех же температурных условиях. Оценку качества полученного материала вели с помощью внешнего осмотра, а также по плотности и механическим свойствам. Установлено, что в случае использования как прототипа, так и предлагаемого способа, получаются качественные полуфабрикаты, не имеющие видимых дефектов. Плотность материалов в обоих случаях 2,73-2,75 г/см3, механические свойства также близки между собой (табл. 5).
Следовательно, при компактировании алюминиевой стружки по способу-прототипу и предлагаемому способу продукт обработки имеет практически одинаковое качество. Однако и в этом случае наблюдаются два существенных различия между известным и заявляемым способами.
По способу-прототипу из брикета диаметром 30 мм получен пруток ⊘ 7,5 мм, тогда как по заявляемому способу - пруток ⊘ 14,1 мм, то есть при применении заявляемого способа удалось увеличить диаметр прутка в 1,9 раза при равном качестве.
Процесс выдавливания проводили на 160-тонном гидравлическом прессе. Суммарное усилие на пресс-штемпель при работе по прототипу составило 15 тс, что дает напряжение в пресс-оснастке порядка 2100 МПа, что близко к предельно допустимому для применяемой для этих целей инструментальной стали марки 3Х2В8. По заявляемому способу максимальное усилие-100 тс и напряжение в пресс-оснастке-1400 МПа, что на 30% ниже, чем в прототипе.
Таким образом, использование предлагаемого способа взамен прототипа позволяет при равном качестве продукта уменьшить нагрузку на пресс-штемпель и увеличить сечение готового полуфабриката.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ С КЕРАМИЧЕСКИМИ ДОБАВКАМИ | 1992 |
|
RU2011473C1 |
| Способ производства полуфабрикатов из стружковых отходов алюминиевых сплавов | 1990 |
|
SU1722694A1 |
| Способ экструзии частиц из сплавов цветных металлов | 1990 |
|
SU1797516A3 |
| Способ производства полуфабрикатов из отходов алюминиевых сплавов | 1990 |
|
SU1731433A1 |
| Способ изготовления прутков из порошков быстрорежущих сталей | 1984 |
|
SU1201057A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК СНАРЯДНЫХ КОРПУСОВ | 2000 |
|
RU2179491C2 |
| Способ получения прутков из металлического порошка методом горячей экструзии | 2024 |
|
RU2836113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1996 |
|
RU2100161C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДНОЙ ПРОВОЛОКИ | 1994 |
|
RU2072287C1 |


Изобретение относится к порошковой металлургии, в частности к получению прутков из порошков металлов и сплавов методами обработки давлением. Способ изготовления прутков из порошков металлов и сплавов включает нагрев и изотермическое прессование через каналы равного сечения, расположенные под углом 90°, и наклонный канал с матрицей с дифференцированным нагревом каналов. Наклонный канал образует с горизонтальным тупой угол 2θ = 180-150° . Вытяжку в матрице регулируют в диапазоне 2,45...13. Суммарную деформацию в наклонном канале берут в диапазоне 3,2...13, а величину вытяжки в матрице при текущем значении угла наклона θ определяют из соотношения, приведенного в описании. С целью стабилизации температурных условий деформации температурный режим истечения в наклонном канале регулируется с помощью микроЭВМ. 2 с. и 7 з.п. ф-лы, 2 ил., 5 табл.
λмат= (3,2...13,0)/exp[(2ctgθ)/ ].
].
5. Способ по пп. 1-4, отличающийся тем, что, с целью стабилизации температурных условий деформации, температурный режим истечения в наклонном канале регулируют с помощью микроЭВМ.
L = d / 2[1+tg(π/2-θ)] .
| Устройство для горячей экструзии изделий из порошка | 1987 |
|
SU1482767A1 |
