Изобретение относится к области металлургии, в частности к способам предварительной подготовки металлического расплава к разливке в валках-кристаллизаторах.
Цель изобретения - повышение качества получаемой ленты.
Поставленная цель достигается тем, что по способу подготовки металлического расплава при получении лент в валках-кристаллизаторах, включающему нагрев в тигле исходной заготовки до температуры плавления, перегрев расплава до температуры разливки, равной по крайней мере Тл + 100°С, выдержку расплава и его подачу в валки-кристаллизаторы, после выдержки
расплава в тигле осуществляют его Охлаждение до температуры, равной по крайней мере Тл + 50°С и последующий дополнительный перегрев до температуры Тл + (250- 300°С) при этом первоначальный перегрев расплава осуществляют со скоростью 10- 50°С/мин, а выдержку- в течение 5-10 мин, где Тл - температура ликвидус металлического расплава, кроме того, перед подачей расплава в валки-кристаллизаторы его дополнительно выдерживают в течение 2-10 мин при температуре разливки.
Если исходную заготовку после расплавления нагревать со скоростью менее 10°С/мин, то длительность нагрева резко возрастает и за это время из расплава могут
VJ
чэ ю
Оч
2
испариться более легкие компоненты, что приведет к нарушению химического состава и снижению эксплуатационных характеристик полученной ленты. Кроме того, большее время воздействия расплава на огнеупорную керамику плавильного тигля приводит к его преждевременному износу. При скоростях нагрева более 50°С/мин, масса расплава не успевает гомогенизироваться и будет иметь место химическая нео- днородность в ленте, Особенно сильно это скажется при увеличении веса исходной заготовки.
Последующая выдержка расплава 5-10 мин необходима для более полной гомоге- низации расплава, а также для всплытия шлаковых соединений, образующихся в процессе плавки, на поверхность зеркала расплава, При выдержке менее 5 мин шлаковые компоненты могут распределяться по всей массе расплава, что приводит к появлению грубых дефектов в виде включений на получаемой ленте, а в ряде Случаев и к повреждению поверхностей валков-кристаллизаторов этими включениями. Выдержки, превышающие 10 мин, могут привести к обеднению расплава легкими компонентами, т.е. к нарушению заданного химического состава.
Охлаждение до температуры по. край-
ней мере на 50°С выше температуры ликвидус (Тл) необходимо для выравнивания температурного поля по всей массе расплава (это особенно важно при массе исходной заготовки, лревышающей десятки кило- грамм). Если температура нагрева в этом случае будет.меньше 50°С, то в нижней час ти тигля 2 (узкий участок) возможно локальное застывание металла, что делает
невозможным процесс разливки в момент открытия шиберного затвора. Что касается температуры перегрева несколько выше 50°С, чем Тл, то эта величина определяется эмпирически и зависит от жидкотекучести разливаемого расплава.
Нагрев сплава до температуры 250- 300°С выше температуры ликвидус необходим для достижения расплавом требуемой жидкотекучести, обеспечивающей стабильную и равномерную подачу его в валки-кри- сталлизаторы. При этом нагрев со скоростью 30-50°С/мин необходим для организации в расплаве эффективного перемешивания,предотвращающего захолаживание нижней части расплава при последующей подаче в валки-кристаллиза- тор ы. Если эта скорость меньше 30°С/мин, то нижняя часть расплава в тигле теряет свою температуру, вязкость этой области повышается и возникают сбои при подаче
5 10
|5 0 5
0
5
0
5
0 .
5
расплава. Кроме того, из тигля будет пода ваться поток расплава с изменяющейся тем пературой (с низкой в начале процесса разливки), что приведет к неоднородности свойств ленты по длине. Скорость нагрева более 50°С/мин приводит к чрезмерно интенсивному перемешиванию расплава в тигле, повышенному износу последнего и попаданию шлака в ленту, что снижает ее качество.
Дополнительная выдержка в течение 3- 10 мин при температуре разливки требуется в случае использования сплавов с бСпьшим количеством шлака, образующегося при их плавлении. Длительность выдержки менее 3 мин после интенсивного перемешивания не обеспечивает полный выход шлака на поверхность зеркал расплава. Длительность более 10 мин при температуре разливки, которая достаточно высока, способствует преждевременному выходу тигля из строя.
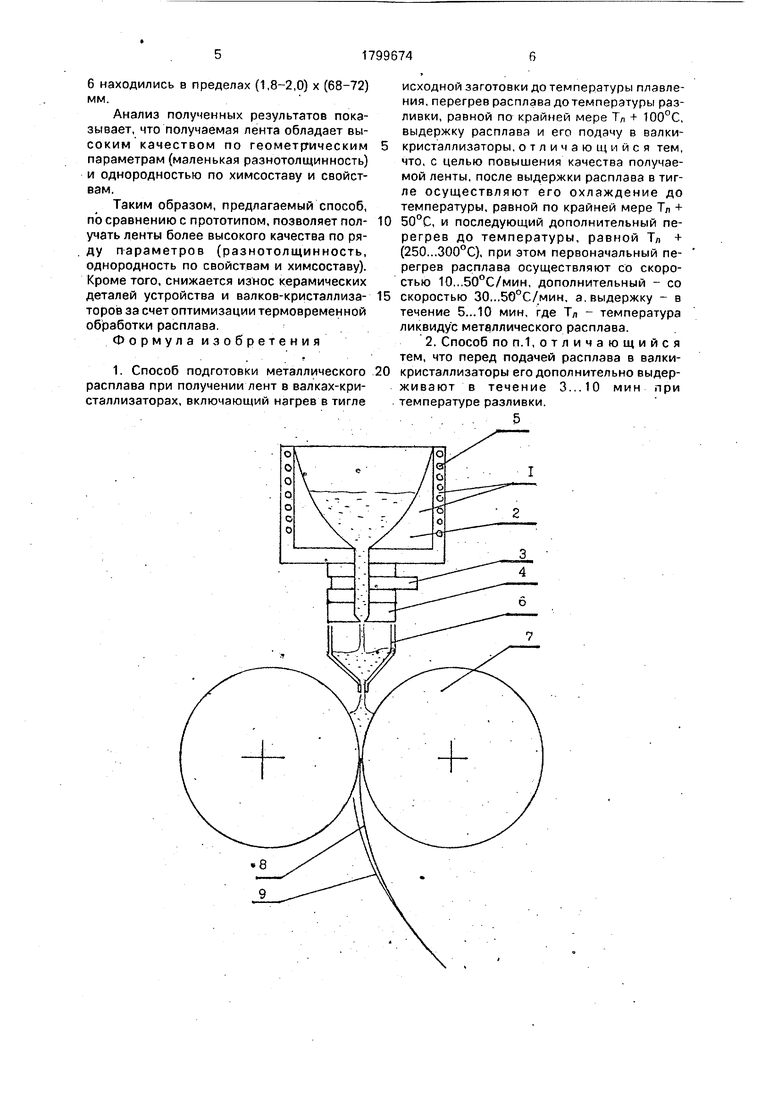
Сущность способа иллюстрируется чертежом и заключается в следующем. Исходная, заготовка сплава загружается в плавильную камеру 1 с огнеупорным тиглем. 2, который имеет отверстие в нижней части. Снизу тигля и кймеры закреплена раздаточная система для создания калиброванного потока металла, состоящая из шиберного затвора 3 и дозирующего стакана 4, После загрузки исходной заготовки в тигель происходит ее нагрев и плавление при помощи индукционного нагревателя 5. Когда расплава приобретает оптимальную температуру и жидкотекучесть, открывается шиберный затвор 3 и через дозирующий стакан 4 калиброванный поток расплава (по массе в единицу времени) подается в сопло б, расположенное в непосредственной близости от створа валков кристаллизаторов 7. Проходя через сопло расплав в виде плоского потока с заданной геометрией попадает между валками-кристаллизаторами, где происходит формирование и затвердевание металлической ленты 8. Полученная быстро- закаленная микрокристаллическая лента по направляющему желобу 9 подается в смо- точное устройство или приемный бункер (на чертеже не указаны).
Для опробования предлагаемого способа использовали сплавы Fe-5%Si, Fe- 20%Cr-5%AI и инструментальную сталь 65X13. Разливки осуществляли на опытной двухвалковой установке с использованием бронзовых валков-кристаллизаторов, линейная скорость вращения которых была одинакова для всех сплавов и составляла 6,5 м/с. Усилие на валки-кристаллизаторы составляло 7 т, Размеры выходной щели сопла.
6 находились в пределах (1,8-2,0) х (68-72) мм.
Анализ полученных результатов показывает, что получаемая лента обладает высоким качеством по геометрическим параметрам (маленькая разнотолщинность) и однородностью по химсоставу и свойствам.
Таким образом, предлагаемый способ, по сравнению с прототипом, позволяет получать ленты более высокого качества по ряду параметров (разнотолщинность, однородность по свойствам и химсоставу). Кроме того, снижается износ керамических деталей устройства и валков-кристаллизаторов за счетоптимизации термовременной обработки расплава.
Формула из обретения
1. Способ подготовки металлического расплава при получении лент в валках-кристаллизаторах, включающий нагрев в тигле
0
исходной заготовки до температуры плавления, перегрев расплава до температуры разливки, равной по крайней мере Т/, + 100°С, выдержку расплава и его подачу в валки- кристаллизаторы, отличающийся тем, что, с целью повышения качества получаемой ленты, после выдержки расплава в тигле осуществляют его охлаждение до температуры, равной по крайней мере Тл + 50°С, и последующий дополнительный перегрев до температуры, равной Тл + (250...300°С), при этом первоначальный перегрев расплава осуществляют со скоростью Ю...50°С/мин, дополнительный - со 5 скоростью 30,..50°С/мин, а, выдержку - в течение 5...10 мин, где Тл - температура ликвидус металлического расплава.
2. Способ по п. 1, о т л и ч а ю щ и и с я тем, что перед подачей расплава в валки- кристаллизаторы его дополнительно выдерживают в течение 3...10 мин при температуре разливки.
-.-...- 5
0
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| Способ производства непрерывно-литой подшипниковой стали | 1988 |
|
SU1696492A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРИСТАЛЛИЗАЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2516210C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2397041C2 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ МОНОКРИСТАЛЛИЧЕСКИХ ЗАТРАВОК И СПОСОБ ЕГО ВЫПЛАВКИ | 1999 |
|
RU2158781C1 |
| СПОСОБ ВЫПЛАВКИ, РАСКИСЛЕНИЯ, ЛЕГИРОВАНИЯ И ОБРАБОТКИ СТАЛИ | 2009 |
|
RU2405046C1 |
| СПОСОБ ПЛАВКИ ВЫСОКОРЕАКЦИОННЫХ МЕТАЛЛОВ И СПЛАВОВ НА ИХ ОСНОВЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2612867C2 |
| Высокопроизводительный способ изготовления фасонных деталей типа тел вращения из алюминиевых сплавов | 2018 |
|
RU2707371C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТА ДЛЯ МЕТАЛЛУРГИЧЕСКОГО ПЕРЕДЕЛА | 2007 |
|
RU2356685C2 |
Изобретение относится к области металлургии, в частности к способам; предварительной подготовки металлического расплава к разливке в валках-кристаллизаторах. Способ включает нагрев в, тигле ис- ходной заготовки до температуры плавления, перегрев расплава до температуры разливки, равной по крайней мереТл + 100°С, выдержку расплава и его подачу в валки-кристаллизаторы, при этом после выдержки расплава в тигле осуществляют его охлаждение до температуры, равной по. крайней мере Тл + 50°С, и последующий дополнительный перегрев до температуры, Тл + (250-300°С), а первоначальный перегрев расплава осуществляют со скоростью 10-50 град/мин, кроме того, выдержку в те-; чение 5-10 мин, где Тл - температура ликви-,; дус металлического расплава. 1 ил. .:
| Патент США № 4142571, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
