Изобретение относится к оборудованию для электронно-лучевой сварки изделий со стыками больших толщин и сложных сечений, преимущественно к установкам со стационарно закрепленными на камере электронно-лучевыми пушками.
Технический результат данного изобретения заключается в повышении производительности и точности корректировки траекторий стыка.
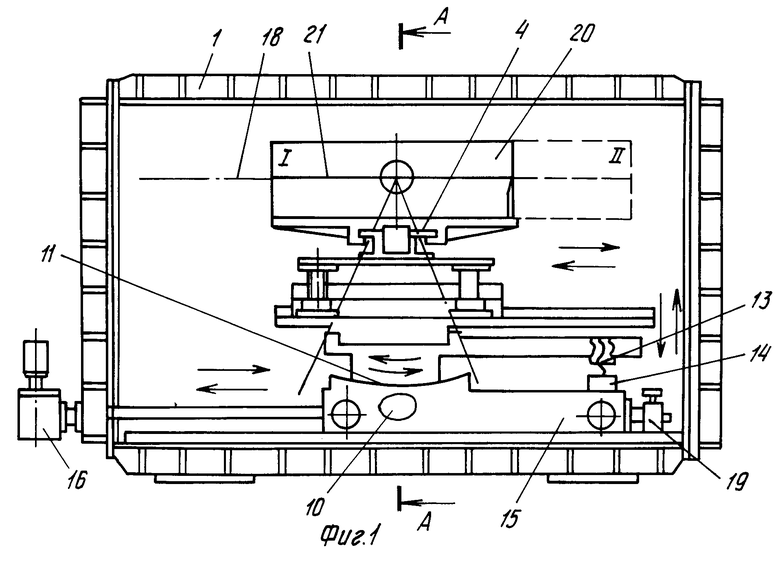
На фиг. 1 приведена компоновочная схема установки; на фиг. 2 - сечение А-А на фиг. 1.
Установка содержит вакуумную камеру 1 с установленной на ней электронно-лучевой пушкой 2. Ось 3 электронно-лучевой пушки 2 (ось электронного луча) расположена горизонтально. Рабочий стол 4 установки оснащен электромеханическим комплексом, состоящим из механизмов 5 - 7 линейных перемещений стола 4 по трем координатным осям X, Y и Z соответственно, механизмов 8 и 9 угловой коррекции и механизма 10 рабочих перемещений. Поворотная рама механизма 8 с одной стороны закреплена в криволинейных направляющих 11 (полуцилиндрическом шарнире) с осью 12, вынесенной за пределы стола 4 на уровень оси 3 электронно-лучевой пушки 2. С другой стороны поворотная рама механизма 8 взаимодействует с оконечной частью (упором) 13 электропривода 14. Шарнир 11 и электропривод 14 закреплены на платформе 15 механизма 10, электропривод 16 которого осуществляет рабочие перемещения всего механического комплекса с рабочим столом 4 относительно электронно-лучевой пушки 2. На поворотной раме механизма 8 первого механизма угловой коррекции расположен дополнительный механизм 9 угловой коррекции, криволинейные направляющие 17 которого выполнены в виде полуцилиндрического шарнира с осью 18, пересекающей ось 12 под прямым углом (электропривод механизма 9 не показан). Фиксатор-ограничитель 19, закрепленный на полу вакуумной камеры 1, ограничивает ход платформы 15, фиксируя совмещение оси 12 криволинейных направляющих 11 с осью 3 электронно-лучевой пушки 2. Свариваемое изделие 20 и его стык 21 показаны штрихпунктирной линией в двух положениях: I - начальное после установочного позиционирования; II - в процессе сварки с совмещенным стыком после произведенной коррекции.
Установка работает следующим образом.
Изделие 20 закрепляется на рабочем столе 4 без предварительной отстройки пространственного положения стыка относительно горизонтальной плоскости. Платформа 15 с установленным на ней электромеханическим комплексом, состоящим из механизмов 5 - 9, рабочим столом 4 со свариваемым изделием 20 перемещается в начальное фиксированное положение в камере 1, определяемое контактом платформы 15 с фиксатором-ограничителем 19. В этом начальном положении, в соответствии со схемными особенностями установки, ось 12 криволинейных направляющих (шарнира) 11 совмещена с осью 3 электронно-лучевой пушки 2.
После вакуумирования камеры 1 включают в работу электронно-лучевую пушку 2 и электронным лучом небольшой мощности (ток луча не более 5 мА) на поверхности изделия 20 получают светящуюся точку (на фиг. не показана) - точку встречи потока электронов (луча) с поверхностью изделия. Линейными перемещениями стола 4, осуществляемыми механизмами 5 - 7 электромеханического комплекса, стык 21 на изделии 20 совмещают со светящейся точкой на участке начала процесса сварки. В контрольном проходе при перемещении платформы 15, а следовательно, и изделия 20 вдоль пушки 2 траектория точки встречи луча с изделием в общем случае не совпадает с траекторией стыка 21. Корректировку замеченного несовпадения осуществляют (для прямолинейного стыка) по наиболее удаленной точке (от начального положения) включением механизма 8 угловой коррекции. Поскольку при угловых перемещениях поворотной рамы механизма 8 коррекция осуществляется вокруг оси 12, проходящей через точку, лежащую на стыке 21, то положение этой точки в пространстве в результате корректировки не изменится. Следовательно, совмещение стыка 21 с осью 3 пушки 2 (осью луча) в другой точке стыка 21 обеспечит быструю и точную корректировку пространственного положения траектории стыка 21 изделия 20 относительно луча (совмещение по двум точкам, лежащим на линии стыка).
Для сварки стыков больших толщин такого совмещения недостаточно. Необходимо совместить всю плоскость стыка 21 с осью 3 луча. Эту операцию выполняют с использованием механизма 9 угловой коррекции. По условию, определяемому конструктивными особенностями допол- нительного механизма 9, не изменяет своего пространственного положения при угловой коррекции линия, совпадающая с осью 18 криволинейных направляющих 17. Поэтому необходимо совместить ближнюю линию стыка 21 с осью 18. Эта операция осуществляется следующим образом. Механизмом 9 стол 4 и свариваемое изделие 20 наклоняются в одно из крайних положений, например в сторону пушки 2. В этом случае могут встретиться три ситуации:
а) точка встречи луча с плоскостью изделия 20 не изменяет своего положения и остается на линии стыка 21. Следовательно, линия стыка 21 совмещена с осью 18;
б) точка встречи луча с плоскостью изделия 20 смещается от линии стыка 21 вниз. Следовательно, линия стыка 21 находится за осью 18 (расстояние от пушки до стыка больше, чем в ситуации "а"). Необходимо, не изменяя наклоненного состояния стола 4, переместить его в направлении к пушке 2 до совмещения точки встречи луча с линией стыка. Затем восстановить первоначальное угловое положение или совместить ось луча с плоскостью стыка по второй точке, лежащей на дальней линии стыка 21 или на имитаторе дальней линии стыка (имитатор на фиг. не показан);
в) точка встречи луча с плоскостью изделия 20 смещается от линии стыка 21 вверх. Следовательно, линия стыка 21 находится перед осью 18. Необходимо, не изменяя наклоненного состояния стола 4, переместить его в направлении от пушки 2, затем восстановить первоначальное угловое положение или совместить ось 3 луча с плоскостью стыка 21 по второй точке, лежащей на дальней линии стыка 21 или на имитаторе дальней линии стыка (имитатор на фиг. не показан).
Таким образом, предлагаемая схема установки для электронно-лучевой сварки позволяет быстро и с высокой точностью откорректировать пространственное положение плоскости стыка в двух взаимно-перпендикулярных координатах. Кроме того, предлагаемая схема установки позволяет непосредственно электронным лучом, без дополнительных средств измерения, измерять и контролировать заданный размер рабочего расстояния от торца пушки до изделия (при согласовании размера рабочего расстояния с длиной промежутка от торца пушки до оси шарниров второго механизма угловой коррекции).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2027567C1 |
| Установка для электронно-лучевой сварки | 1982 |
|
SU1055012A1 |
| Способ электронно-лучевой сварки | 1985 |
|
SU1243919A1 |
| Способ слежения за стыком при электронно-лучевой сварке | 1982 |
|
SU1053399A1 |
| Способ электронно-лучевой сварки | 1990 |
|
SU1818187A1 |
| Способ электронно-лучевой сварки | 1984 |
|
SU1255341A1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА С ПЛОСКОСТЬЮ СТЫКА | 1988 |
|
SU1624832A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1985 |
|
SU1363664A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОГО УГЛА НАКЛОНА ОСИ ЛУЧА К ПОВЕРХНОСТИ ОБРАЗЦА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ | 1989 |
|
SU1826342A1 |
Использование: для электронно-лучевой сварки изделий со стыками больших толщин сложных сечений. Сущность изобретения: установка содержит вакуумную камеру, в которой расположен стол . Стол имеет механизмы 5 - 7 перемещения в трех системах координат соответственно, основной и дополнительный механизмы 8, 9 угловой коррекции соответственно. Каждый механизм угловой коррекции содержит криволинейные направляющие. Центр радиуса кривизны механизма 8 расположен на оси электронно-лучевой пушки 2. Ось криволинейных направляющих механизма 9 перпендикулярна оси криволинейных направляющих механизма 8. 1 з. п. ф-лы, 2 ил.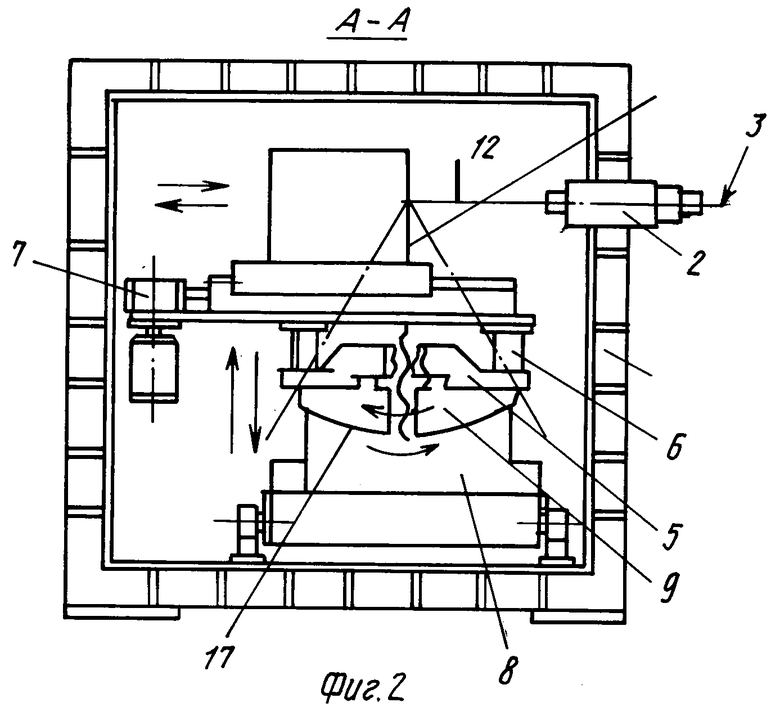
| Чвертко А.И | |||
| и др | |||
| Оборудование для электронно-лучевой сварки | |||
| Киев: Наукова Думка, 1973, с.278-280, рис.204. |
