Изобретение относится к технологии электронно-лучевой сварки.
Целью изобретения является повьше ние точности нри сварке детали с торцовым биением кольцевого стьжа.
На чертеже 1гзображена схема осуществления способа.
При сварке совмещают ось луча 1 с плоскостью 2 кольцевого стыка, перемещая пушку 3 по полярной координате в плоскости, перпендикулярной ПЛОС1СОСТИ 2 стыка. При этом полюс полярной координаты располагалот в точке 4 пересечения оси 5 симметрии стыка с осью 6 вращения детали 7,
При торцовом биении стыка его ось 5 относительно оси 6 вращения изменяет свое положение на некоторый угол (от -( до +оО , вследствие этого изменяется и пространственная ориен- тация оси 5 кольцевого стыка относительно плоскости действия электронного луча 1, что приводят к уходу оси 5 стыка от оси электронного луча 1 на некоторое расстояние (от -1, до +L), а плоскости 2 стыка - на некоторый угол (от -с( до +(), равный углу меясду осями 8 и 9 вращения при бие- гош в данный момент времени, однако лри 3toM обеспечивается полньш про- вар стьжа с высокой точностью.
П р им е р. Сваривали кольцевой стык диаметром 300 мм с толщиной . стенки (0 мм. Материал - сталь типа вне. Сварку проводили на установке ЭЛУ-21, содержащей дистанционно ун- равляемый механизм, перемещающий электронно-лучевую пушку по полярной координате с полюсом, расположенным на оси электронного луча, и допол- нительным механизмом линейного перемещения пушки вдоль своей оси относительно нолюса, который определяет величину радиуса полярной координаты.
В зависимости от параметра реш на сварки рабочее расстояние Н и наружнего диаметра D свариваемого стыка радиус R полярной координаты определяли по формуле
R Н + D/2.
Дополнительным механизмом линейного перемещения пушки вдоль своей 55
ME - JJiEg lZJO/iA-J-j;LiPg J 00 . Подписное Произв.-нолигр. пр-тие, г. Ужгород, ул. Проектная, 4
5
0 i 0
5 Q 5
0
5
оси ее устанавливали на выбранном расстоянии от полюса. При мм, мм, радиус R равен -350 мм.
Затем определяли положение оси вращения спариваемой детали. Относительно нее электронно-лучев по пушку устанавливали так, чтобы полюс находился на оси вращения дет.алей. Под стык деталей устанавливали съемный упор (люнет), определяюпщй положение оси кольцевого стыка, после чего концевые части свариваемых деталей закрепляли во вращателе. В этом случае обеспечивали пересечение оси б вращения детали с осью 5 симметрии стыка. Поворотом детали вокруг оси вращения находили нулевое положение стыка, т.е. такое пространственное положение плоскости стыка, при котором эта плоскость бьша перпендикулярна оси вращения детали. Эту операцию выполняли и в вакуу1 1е. Б этом случае при деталей остросфокуспрованным лучом небольшой мощности (ток луча не более 5 мА) но точке встрече его с поверхностью стыка, (светящемуся пятну) определя- лл два крайних положения.ухода ли- 1Н1И стыка при его торцевом биении. Линейным перемещением пушкп понерек стыка производили установку ее в среднее ноложение, и вращением детали светящуюся точку совмещшп с линией стьиса, после чего отслеживающую стьш: коррекцию положения луча осуществляли только перемещениями электро1н-1о-лучевой по полярной, координате.
-Так как при биениях плоскости стыка неподвижной оставалась только точка пересечения осей вращения, расположенная в центре плоскости кольцевого стьпса, а также полюс, по условию расположенный в этой точке., то при любых отклонениях плоскости стыка эпектронн11 Й луч, проходя через верхнюю линшо стыка и через точку пересечения осей вращения в цен тре плоскости кольцевого стьпса, всегда, был совмещен с плоскостью свариваемого стьжа,
Парам;етры режима сварки не зависели от особенностей способа и опре- делялись в зависимости от свариваемого стыка и его диаметром.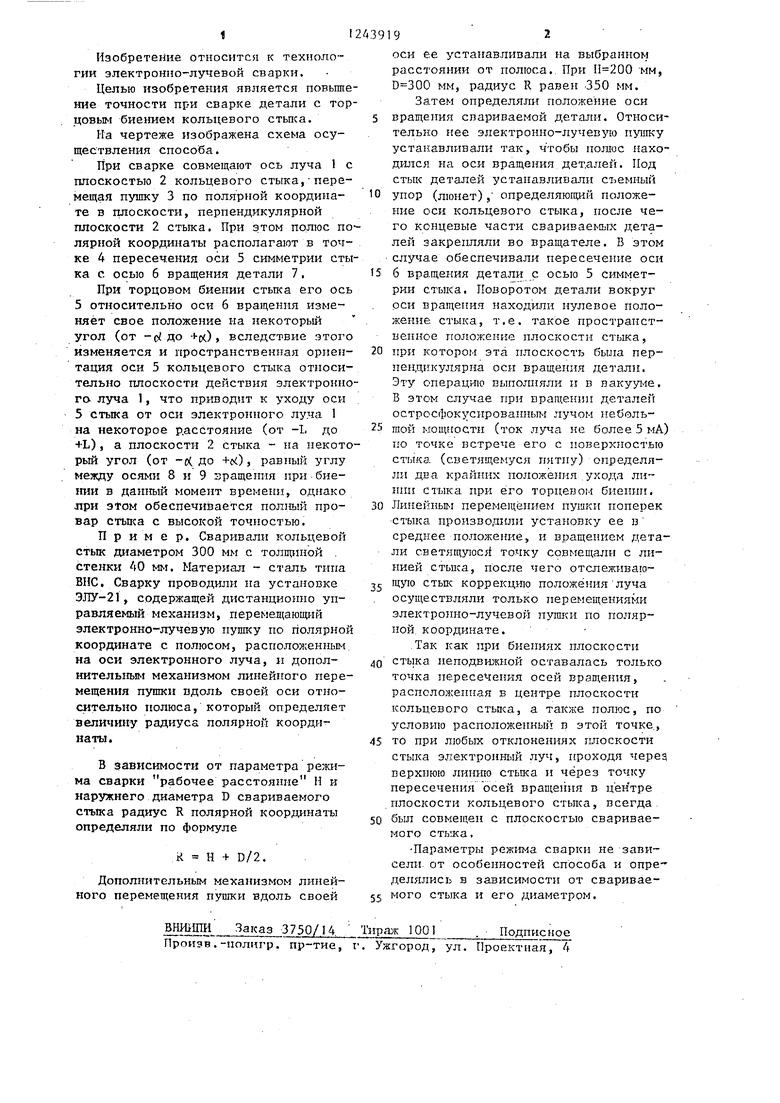
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2027567C1 |
| Способ электронно-лучевой сварки | 1984 |
|
SU1255341A1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1991 |
|
RU2027575C1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА С ПЛОСКОСТЬЮ СТЫКА | 1988 |
|
SU1624832A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОПТИМАЛЬНОГО УГЛА НАКЛОНА ОСИ ЛУЧА К ПОВЕРХНОСТИ ОБРАЗЦА ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ | 1989 |
|
SU1826342A1 |
| СПОСОБ СОВМЕЩЕНИЯ ЭЛЕКТРОННОГО ЛУЧА СО СТЫКОМ КРУГОВОГО СОЕДИНЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2552824C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |

| Подвесной монорельсовый тягач | 1981 |
|
SU965958A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для электронно-лучевой сварки | 1982 |
|
SU1055012A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
