Изобретение относится к электронно-лучевой технологии, в частности к способам, предназначенным для исследования влияния параметров режима сварки на качество сварных швов, точнее к способам определения оптимального угла наклона электронного луча к поверхности свариваемого образца.
Цель изобретения повышение точности определения оптимального угла наклона оси луча к поверхности свариваемого образца или детали.
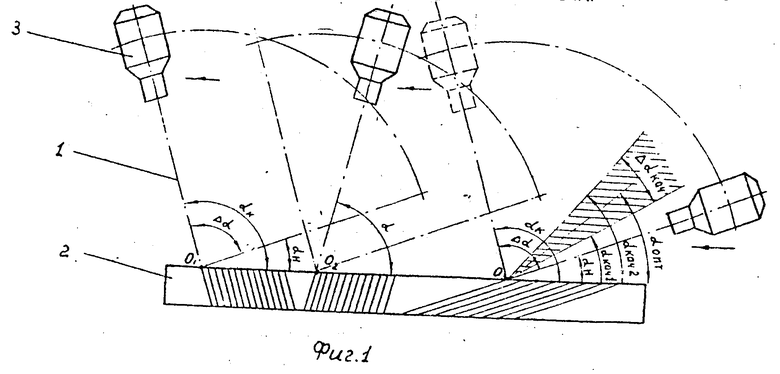
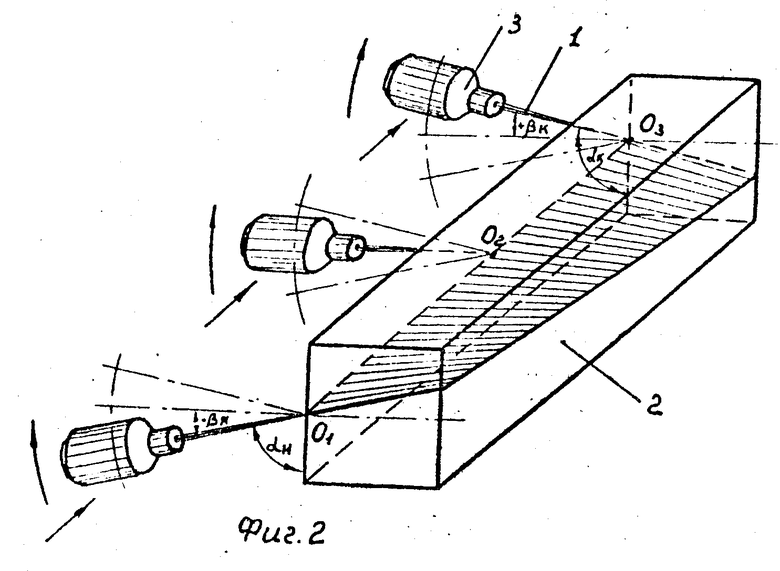
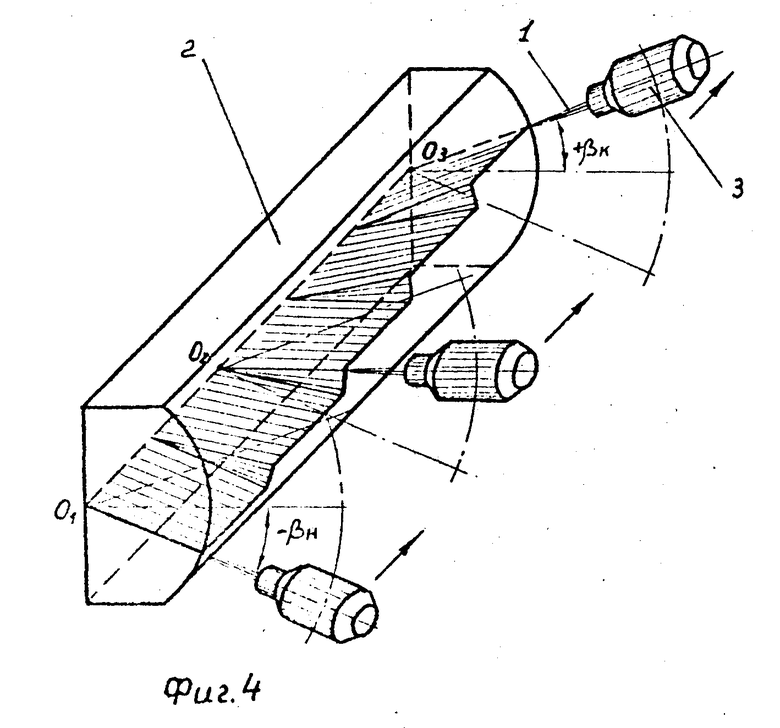
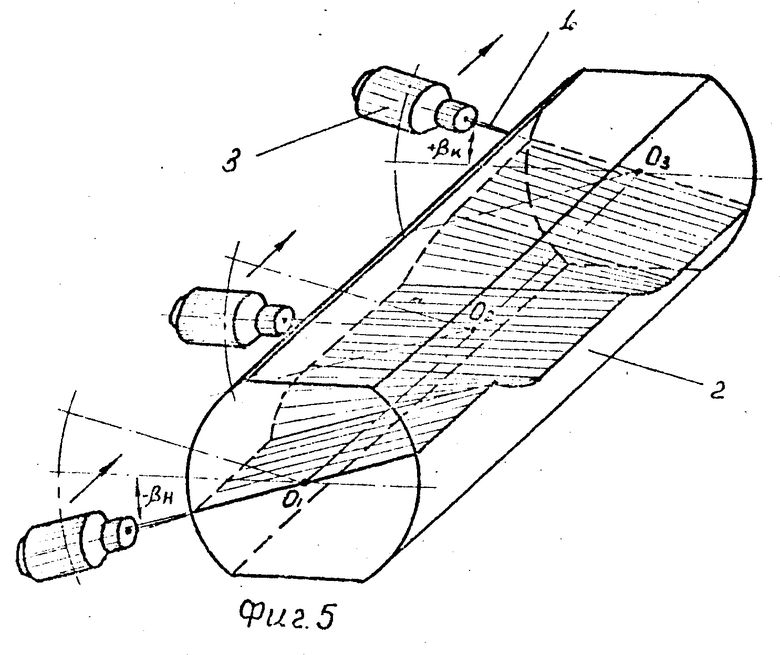
На фиг.1 показана схема проплавления электронным лучом 1 образца 2 прямоугольного сечения, относительно которого электронно-лучевая пушка 3 перемещается по линейной и полярной координатам, при этом плоскости действия луча 1 от движения пушки 3 по линейной и полярной координатам совпадают (перемещения пушки 3 в одной плоскости); на фиг.2 схема проплавления электронным лучом 1 образца 2 прямоугольного сечения, относительно которого электронно-лучевая пушка 3 перемещается с постоянными скоростями одновременно в двух взаимно перпендикулярных плоскостях по линейной и полярной координатам. Траектория перемещения полюса полярной координаты (точки "0") проходит по прямой О1О2, лежащей на поверхности образца 2; на фиг.3 схема проплавления электронным лучом 1 образца 2, одна из поверхностей которого выполнена по радиусу, равному толщине проплавляемого сечения. Траектория точки "0" проходит по ближней (плоской) от электронно-лучевой пушки 3 поверхности образца 2; на фиг.4 схема проплавления электронным лучом 1 образца 2, одна из поверхностей которого выполнена по радиусу, равному толщине проплавляемого сечения, с чередованиями движений пушки 3 по линейной и полярной координатам в двух взаимно перпендикулярных плоскостях. Траектория точки "0" проходит по дальней (плоской) от электронно-лучевой пушки 3 поверхности образца 2; на фиг.5 схема проплавления образца круглого сечения с импульсным включением движения пушки 3 по полярной координате при постоянной скорости перемещения пушки 3 по линейной координате. Траектория перемещения точки "0" проходит в этом случае по оси симметрии образца.
Методика определения оптимального угла наклона оси луча к поверхности образца представлена на фиг. 1, где αн начальный угол наклона оси пушки (луча); αк конечный угол наклона оси пушки (луча); Δ α=αк-αн- диапазон изменения углов наклона луча; αкач.1 угол наклона оси пушки (луча) в начале участка с качественным формированием шва; αкач.2 угол наклона оси пушки (луча) в конце участка с качественным формированием шва;
Δ αкач=αкач.2-αкач.1- диапазон изменения углов наклона оси пушки (луча) на участке с качественным формированием шва;
αопт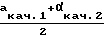 оптимальный угол наклона луча.
оптимальный угол наклона луча.
В общем случае, оптимальных углов наклона оси пушки (луча) может быть несколько, чаще два; один в области острых углов, другой в области углов тупых. На фиг.1 схема определения оптимального угла представлена только зоной острых углов (процесс сварки острым углом вперед).
Критерием качества сварного шва является равномерность формирования валиков расплавляемого металла на обеих проплавляемых поверхностях образца. Выявленный участок сварного шва с внешним качественным формированием подвергается контролю неразрушающими методами. При отсутствии внутренних дефектов за граничные значения допустимых углов наклона луча принимаются углы αкач.1 и αкач.2 (наклона оси пушки 3) на границах шва с качественным внешним формированием. При обнаружении в исследуемом диапазоне углов сварных швов с внутренними дефектами за граничные значения допустимых углов (αкач.1 и αкач.2) принимаются другие углы наклона луча, ограничивающие зону сварного шва без внутренних дефектов.
Оптимальный угол αопт наклона оси пушки (луча) определяется как среднеарифметическое углов наклона луча на границах шва с качественным формированием и без внутренних дефектов.
Выполнение способа возможно на электронно-лучевых установках, оснащенных механизмами для перемещения электронно-лучевых пушек по линейным и полярным координатам.
Способ позволяет оперативно и при минимальных затратах (практически на одном-двух образцах) исследовать и определить весь допустимый диапазон углов наклона луча, обеспечивающий качественное формирование сварного шва, и выбрать из этого диапазона углов оптимальный угол наклона луча к свариваемой поверхности изделия или угол наклона луча относительно горизонтали (вертикали).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лучевой сварки | 1987 |
|
SU1671431A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ПЛИТЫ С ОРЕБРЁННОЙ ПОВЕРХНОСТЬЮ | 2016 |
|
RU2627553C1 |
| СПОСОБ СВАРКИ | 1996 |
|
RU2111840C1 |
| Способ электронно-лучевой сварки тавровых соединений | 1987 |
|
SU1454610A1 |
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |
| Способ электронно-лучевой сварки | 1985 |
|
SU1286373A1 |
| Способ электронной лучевой сварки | 1984 |
|
SU1274880A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2013 |
|
RU2534183C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ НЕМАГНИТНЫХ МЕТАЛЛОВ И СПЛАВОВ | 2010 |
|
RU2433024C1 |
Использование: при подборе режима электронно-лучевой сварки деталей наклонным лучом. Сущность изобретения: в процессе сварки угол наклона луча изменяют по полярной координате с полюсом, совмещенным с осью луча и лежащим на поверхности образца. Величину оптимального угла наклона рассчитывают как среднее арифметическое углов на границах участка качественного формирования шва. Дополнительно осуществляют чередование линейных и полярных перемещений луча, а одну из проплавляемых поверхностей образца выполняют цилиндрической с радиусом, равным толщине образца. При этом центр цилиндрической поверхности располагают на противоположной поверхности образца. Для повышения точности определения оптимального угла наклона луча обе проплавляемые поверхности выполняют цилиндрическими с радиусом, равным половине толщины образца, при расположении полюса полярной координаты и ее перемещении по оси симметрии образца. 3 з. п. ф-лы, 5 ил.
| Условия равновесия и движение ванны при электронно-лучевой сварке металлов в различных пространственных положениях | |||
| - Материалы VIII Всесоюзной конференции по электронно-лучевой сварке | |||
| - М.:МДНТП, 1983, с.83-86 | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
