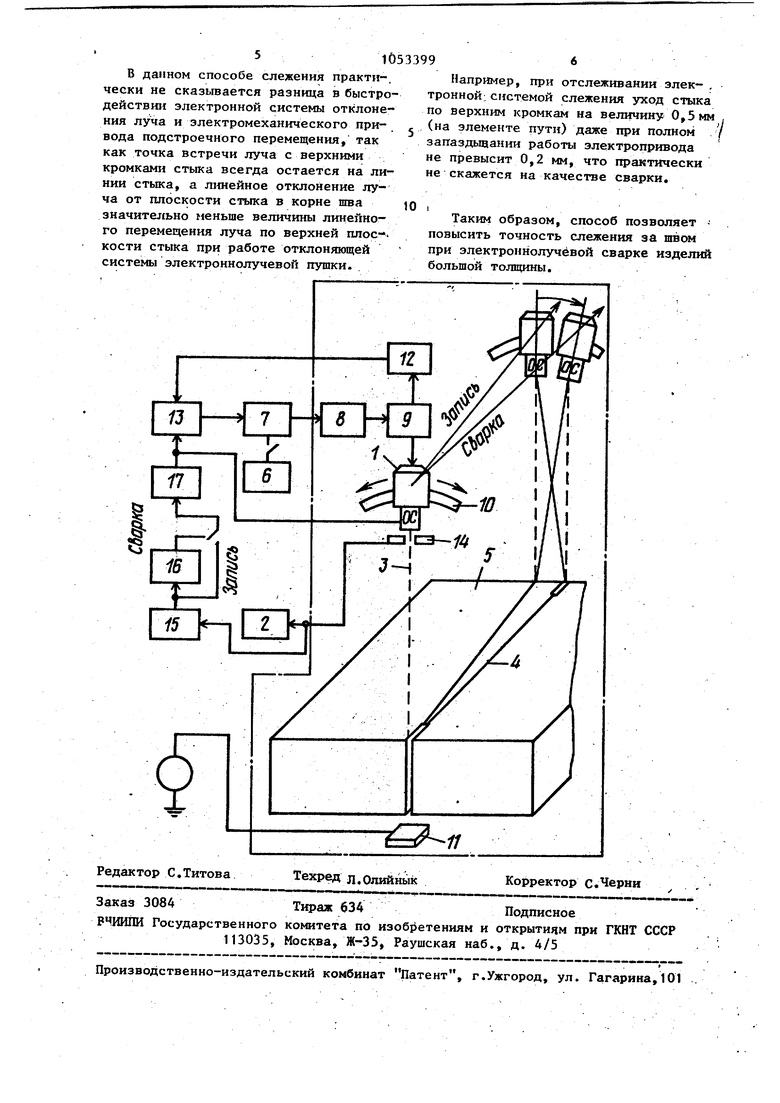
Поставленная цель достигается тем что в способе слежения за стыком при электроннолзгчевой сварке с зондированием стыка электронным лучом малой мощности с однократным преломлением электронного луча в процессе отслеживания стыка производят подстроечное перемещение электроннолучевой пушки в плоскости, перпендикулярной оси сты ка по дуге с центром в верхней части стыка, причем величина перемещения ;. электроннолучевой пушки по дуге функционально связана с угловым отклонением электронного луча, у V Работа по способу слежения включает следующие основные операции: , наведение луча на стык (по верхним кромкам стыка); совмещение оси луча с плоскос.тью стыка путем перемещения электронно- лучевой -пушки по дуге; слежение за стыком при сварке с использованием данных зондирования для одновременного управления отклонением электронного луча отклоняющей системой электроннолзгче ой пушки и подстроечным перемещением электроннолучевой пушки, по дуге с центром в точке встречи луча с верхними кромками стыка. Функциональная схема устройства, реализующего способ, представлена на чертеже. Устройство содержит механизм перемещения электроннолучевой пушки 1, блок 2 наведения, электронного луча 3 на верхние кромки 4 стыка деталей 5, блок 6 ручного управления, усилит-, тель 7, реверсивный электропривод 8, механизм 9 поворота электроннолучевой пушки по направляющей IQ, выполненной в виде дуги с радиусом, равным расстоянию между верхними кромками 4 свариваемых деталей и точкой отклонения луча 3, коллектор 11, -расположенный дод нижними кромками стыка, датчик 12 обратной связи, установленный на механизме поворота, блок 13 сравнения, коллектор 14 вторичных электро нов, блок 15 записи программ, запомиHaion ee устройство 16 ипреобразователь 17 кода в напряжение.. Механизмом линейного перемещения электроннолучевой пушки 1 поперек сты ка с помощью блока 2 наведения рбеспе аивают предварительное наведение элек тронного луча 3 на верхние кромки 4 стыка деталей 5. Предварительное наведение луча на стык производят остросфокусированным лучом небольшой мощ-. ности. Затеи блок 6 ручного управления через усилитель 7 реверсивньй электропривод 8 и механизм 9 поворота производят подстроечное перемещение элект) . троннолучевой пушки 1 по направляющей 10, добиваясь получения максимального тока проникающих электронов на коллекторе 11, что соответствует максимально возможному совпадению оси луча электроннолучевой пушки с плоскостью стыка. На этом этап наведения электронного луча на стык заканчивается, Предварительньй проход стыка электронным лучом 3 осуществляется в режиме зондирования стыка путем подачи на отклоняющзпо сист.ему электронно лучевой пушки 1 синусоидального напряжения. Сигнал тока вторичных и отра,г ; женнык электронов снимается с коллектора 14 вторичных электронов, обраба тывается в блоке 15 записи программ и поступает в запоминающее устройство 16, Блок 15 записи программ включают одновременно с началом линейного перемещения электроннолучевой пушки по стыку со скоростью сварки, В процессе сварки данные зондироваг ния стыка, накопленные в запоминающем устройстве 16, преобразуются в преобразователе 17 кода в напряжение для управления отклоняющей системой электроннолучевой ПЗШ1КИ 1, Отклоняющая система отклоняет электронньй луч на некоторый угол, изменяющийся в течение времени. Восстановление первоначальной ориентации луча производится подстроечным перемещением электроннолучевой пушки 1. по направляющей 10 посредством одновременного прихо. да сигнала на отклоняющую систему электроннолучевой пушки 1 и через блок 13 сравнения, усилитель 7 - на реверсивньй электропривод 8, которьй через механизм 9 поворота отрабатывает линейное перемещение электроннолучевой пушки по дуге соответственно угловому отклонению луча отклоняющей систе1 ой электроннолучевой пушки 1, восстанавливая первоначальное положение луча. Коррекция перемещения электроннолучевой пушки по дуге осуществляется датчиком 12 обратной связи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ совмещения электронного луча с плоскостью стыка | 1990 |
|
SU1761410A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| Способ контроля процесса электронно-лучевой сварки | 1989 |
|
SU1609584A1 |
| Способ электронной лучевой сварки | 1984 |
|
SU1274880A1 |
| Устройство для управления электроннолучевой сваркой | 1980 |
|
SU899301A1 |
| Устройство для электронно-лучевой сварки | 1988 |
|
SU1496961A1 |
| Устройство для электронно-лучевой сварки | 1980 |
|
SU884218A1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1987 |
|
SU1405977A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1488100A1 |
| Способ управления электронно-лучевой сваркой и устройство для его осуществления | 1987 |
|
SU1450943A1 |
СПОСОБ СЛЕЖЕНИЯ ЗА СТЫКОМ ПРИ ЭЛЕКТРОННОЛУЧЕВОЙ СВМКЕ с зонИзобретение относится к электрсинолучевой сварке, в ча9тности к criocoбам слежения за стыком преимущественно при сварке деталей большой толщины. Известйы варианты способа слежения за стыком сзондированием поверхности : свариваемых деталей остросфокусироваиным лучом небольшой мощности. Зондирование может производиться предварительно перед сваркой и непосредстг венно при сварке. В перном случае данные зондирования поступают в запоми- наиощее устройство, а затем используются, для укрепления лучом в процессе сварки. Во втором случае для зондирования используют дополнительную пушку или периодически прерывают процесс сварки для осуществления зондирования стыка на пониженном токе. Также известен способ слежения за стыком при электроннолучевой сварке дированием стыка электронным лучом малой мощности с однократным прелом-лением электронного луча в процессе отслеживания стыка, отличающий с я тем, что, с целью расширения технологических воэмоЖностей за счет сварки изделий большой трлщины, производят подстроечное перемещение электроннолучевой пушки в ллоскости, перпендикулярной оси стыка по дуге с центром в верхней части стыка, причем величина перемещения электроннолучеой пушки по дуге функционально связана с угловым отклонением элек-Г тронного луча. (Л с с электронными системами поиска стыка, в котором изменение тока вторичной электронной эмиссии и отраженных электронов при зондировании поверхности стыка остросфокусированным лучом небольшой мощности используют для сд оценки положения оси электронного лу00 ча относительно стыка и управлеи ; оо ния отклоняющей системой электронно ;о со лучевой пушки. Недостатком известных способор является невозможность их использоваг : ния для сварки деталей значительной ..толщины (свыше 10 мм), так как откло.ненный луч не совпадает с плоскостью, стыка, что при сварке больших толщин приводит к непроварам в корневой час-; ти шва, . 1 Целью изобретения является расширек ние технологических возможностей за счет сварки изделий большой толщины.
| Способы автоматического ведения электронного луча при электроннолучевой сварке | |||
| Zis-Mitt, 1976, 18/2, с | |||
| Способ образования азокрасителей на волокнах | 1918 |
|
SU152A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО СЛЕЖЕНИЯ ЗА СТЫКОЛ\ ПРИ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКЕ | 0 |
|
SU177006A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| . | |||
