обеспечивает возможность регулирования состава металла шва, что, в свою очередь, обеспечивает высокое качество сварного соединения.
Пример. Сваривают трудносваривающиеся стали типа ВКС толщиной 60 мм. Стали типа ВКС склонны к образованию кристаллизационных трещин и на критических трещинах (60 мм) известными способами сварки бездефектные швы получить не
Изобретение относится к технологии электрбнно-лучевой сварки.
Целью изобретения является повышение качества сварного соединения.
На фиг. 1 изображена схема осуществления способа; на фиг. 2 - то же, при сварке с зазором; на фиг. 3 - то же, с отклонением луча.
При сварке ось 1 луча отклоняют относительно стыка 2 и перемещают по поверхности конуса 3 с вершиной 4, расположенной ю удается, на заданном уровне стыка 2 (фиг. 1). При-Для качественного выполнения сварного
садочный материал 5 направляют вдоль шва необходимо обеспечить клиновую форму оси 6 симметрии конуса 3, а перемещение сечения шва со следующими параметрами: луча по окружности осуществляют враще- ширина шва в корневой части стыка 2- нием пушки 7 (фиг. 2).3 мм, ширина шва верхней части стыка 12-
Для регулирования состава металла шва 15 14 мм.
ось 6 симметрии конуса 3 отклоняют отТакую форму шва обеспечивают, осуплоскости стыка 2 на угол р не более полови- ществляя сварку по данному способу, ны угла 2а при вращении конуса 3 (фиг. 3).Ориентировочный режим сварки (устаУгол р не должен превышать половины новка ЭПУ-21, блок ЭКСО-60/ОО): f/ycxop угла 2а, так как только в этом случае обес- 60 кВ; /сваркк 350 мЛ; /фокусир.470 мЛ;
печивается гарантированное пересечение плоскости стыка электронным лучом. В случае равенства этих углов образующая конуса 3 вращения оси 1 луча касается плоскости стыка, а сварочная ванна больщей своей
//раб. расст. 200 мм; Ксварки 10 М/Ч; Яатм
5 10- мм рт. ст. (6,5 10- Па).
Дополнительные параметры: радиус полярной координаты, определяющий положение величины конуса R 250 мм, угол начастью находится в одном из металлов и 25 клона оси луча к плоскости стыка а 2°20 ,
угловая частота вращения луча со 1 Гц.
только незначительная часть касается другого по всей плоскости стыка, т. е. осуществляет вариант сварки - пайку. В случае, если угол р больше а, сварочная ванна в верхней части шва полностью переходит в один из свариваугловая частота вращения луча со 1 Гц.
При сварке по данному способу с вращением луча по поверхности конуса обеспечивают клиновую форму сечения швов.
В процессе сварки постоянно при враемых металлов, что приводит к дефектам ти- 30 щении луча меняется ориентация оси луча
па несплавлений части шва по высоте сты- Тса 2.
Таким образом, изменяя угол , обеспечивают регулирование состава металла шва.
Подача присадочного материала 5 по оси 6 симметрии конуса 3 в сварочную ванну
относительно стыка (углом вперед, углом назад), что дополнительно расшатывает сварочную ванну, способствуя удалению газов, и при клиновой форме шва обеспечивает лучшую подпитку жидкой фазой кристаллизирующегося металла шва.
обеспечивает возможность регулирования состава металла шва, что, в свою очередь, обеспечивает высокое качество сварного соединения.
Пример. Сваривают трудносваривающиеся стали типа ВКС толщиной 60 мм. Стали типа ВКС склонны к образованию кристаллизационных трещин и на критических трещинах (60 мм) известными способами сварки бездефектные швы получить не
удается, Для качественного выполнения сварного
//раб. расст. 200 мм; Ксварки 10 М/Ч; Яатм
5 10- мм рт. ст. (6,5 10- Па).
Дополнительные параметры: радиус полярной координаты, определяющий положение величины конуса R 250 мм, угол на клона оси луча к плоскости стыка а 2°20 ,
угловая частота вращения луча со 1 Гц.
При сварке по данному способу с вращением луча по поверхности конуса обеспечивают клиновую форму сечения швов.
В процессе сварки постоянно при вра щении луча меняется ориентация оси луча
щении луча меняется ориентация оси луча
относительно стыка (углом вперед, углом назад), что дополнительно расшатывает сварочную ванну, способствуя удалению газов, и при клиновой форме шва обеспечивает лучшую подпитку жидкой фазой кристаллизирующегося металла шва.
фаг. 2
Фиг.З
ВНИИПИ Заказ 4757/14Тираж 1001 Подписное
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
с: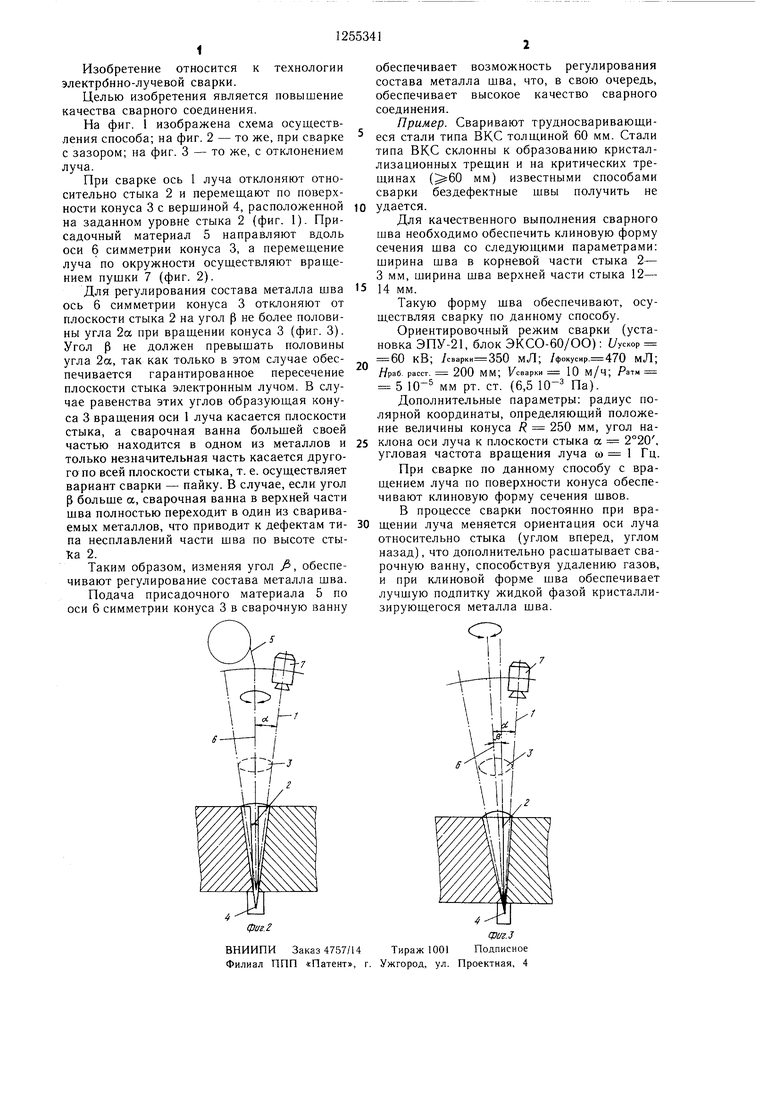
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| Способ дуговой сварки | 1990 |
|
SU1818180A1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной и толстостенной деталей, выполненных из разнородных алюминиевых сплавов | 2022 |
|
RU2803446C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ПРИ СВАРКЕ ИЛИ НАПЛАВКЕ ИЗДЕЛИЙ ИЗ ТРУДНО СВАРИВАЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2012 |
|
RU2521922C2 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| СПОСОБ СВАРКИ ТОЛСТОСТЕННЫХ ДЕТАЛЕЙ | 2001 |
|
RU2239531C2 |
| Способ испытания металла шва на стойкость против образования горячих трещин при сварке | 1981 |
|
SU959957A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ ИЗ МОЛИБДЕНОВЫХ СПЛАВОВ | 2017 |
|
RU2664746C1 |
| Способ соединения сваркой патрубков с днищем реактора | 2020 |
|
RU2740128C1 |

| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ электронно-лучевой сварки | 1982 |
|
SU1089863A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
