Изобретение относится к способам изготовления оборудования, в частности ванн для струйной промывки деталей на подвесках, и может быть использовано при изготовлении ванн струйной промывки деталей как для стационарных участков, так и для автоматизированных (механизированных) линий гальванохимической обработки и(или) очистки поверхности деталей, печатных плат и изделий электронной техники.
Широко известны способы изготовления ванны струйной промывки, в частности, деталей на подвесках, включающие формирование с помощью сварки или литья технологического резервуара прямоугольной формы, состоящего из днища со сливным отверстием, боковых и торцевых стенок с горизонтальными бортами по периметру резервуара, и размещение в верхней части технологического резервуара жестко соединенных с подводящим распределительных коллекторов с элементами формирования струй моющей жидкости, располагаемыми внутри резервуара по его боковым стенкам [1].
Недостатком известных способов является нерациональный расход моющей жидкости, обусловленный неоптимальным конструктивным расположением элементов формирования струй, учитывая то обстоятельство, что детали на подвеске перемещаются относительно них в вертикальной плоскости.
Кроме того, при реализации известных способов весьма велика вероятность попадания брызг загрязненной обрабатывающей среды вне габаритов ванны, что ухудшает условия труда обслуживающего персонала и может приводить к преждевременному коррозионному разрушению оборудования и механизмов.
Наконец, известные способы имеют сравнительно ограниченные функционально-технологические возможности, в частности, по видам используемой при струйной промывке обрабатывающей среды.
Наиболее близким к заявляемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ изготовления ванны струйной промывки, в частности, деталей на подвесках, включающий формирование с помощью сварки или литья технологического резервуара прямоугольной формы, состоящего из двунаклонного днища со сливным отверстием, боковых и торцевых стенок с горизонтальными бортами по периметру резервуара, размещение в верхней части технологического резервуара ванны струйной промывки распределительных коллекторов с расположенными в шахматном порядке элементами формирования пучков параллельных струй моющей жидкости и разомкнутых, по ширине и высоте формируемой последними зоны струйной обработки, трубопроводов и жесткое соединение их, через отверстия в торцевых стенках технологического резервуара, с подводящими моющую жидкость коллекторами и сливными трубопроводами, соответственно [2].
Недостатками известного способа, выбранного в качестве прототипа, являются его сравнительно ограниченные функционально-технологические возможности, делающие затруднительными или невозможными операции монтажа разомкнутых трубопроводов, распределительных коллекторов и(или) крепежа к последним элементов формирования струй во внутреннем объеме корпуса ванны, не говоря уже об отсутствии возможности регулируемого изменения ориентации элементов формирования струй.
Кроме того, известный способ имеет сравнительно ограниченные возможности по видам используемой обрабатывающей среды и характеристикам, в частности, по напору и расходу последней, что может являться крайне важным для минимизации объема сливаемой из ванны загрязненной моющей жидкости с различной концентрацией основного отмываемого компонента для последующих концентрирования (регенерации) смываемого с деталей раствора и рекуперации моющей жидкости, соответственно. А возможные протечки моющей жидкости между распределительными коллекторами и элементами формирования струй еще более снижает эффективность вышеприведенного процесса.
Кроме того, при реализации известного способа весьма велика вероятность попадания значительного количества брызг загрязненной обрабатывающей среды (учитывая высокий напор струй моющей жидкости) вне габаритов верхнего обрамления ванны, что ухудшает условия труда обслуживающего персонала и может приводить к загрязнению используемого и вспомогательного оборудования.
Наконец, еще одним недостатком известного способа является то, что он не исключает, учитывая сравнительно высокую (до 10-15 м/с) скорость параллельных струй в пучках моющей жидкости, возможность неполной локализации не задействованных в процессе промывки струй моющей жидкости, за счет выброса их части обратно в ванну через разомкнутые окна соответствующих трубопроводов.
Новый технический результат заключается в расширении функционально-технологических возможностей способа, повышении эффективности процессов локализации и улавливания струй моющей жидкости, брызг последних и загрязненной обрабатывающей среды, как в разомкнутых трубопроводах, так и во внутреннем объеме ванны в целом.
Новый технический результат достигается тем, что в известном способе изготовления ванны струйной промывки, в частности, деталей на подвесках, заключающемся в формировании с помощью сварки или литья резервуара прямоугольной формы, состоящего из двунаклонного днища со сливным отверстием, боковых и торцевых стенок, размещении в верхней части резервуара распределительных коллекторов с расположенными в шахматном порядке элементами формирования пучков параллельных струй моющей жидкости и разомкнутых, по ширине и высоте формируемой последними зоны струйной обработки, трубопроводов и соединении их с подводящими моющую жидкость коллекторами и сливными трубопроводами, соответственно, согласно изобретению, резервуар выполняют в виде последовательно сочленяемых по его торцевым и боковым стенкам, в том числе и с горизонтальными бортами последних, модулей: технологического, включающего двунаклонное днище со сливным отверстием и служащего для размещения в нем подвески с обрабатываемыми деталями; интенсивной струйной промывки, служащего для размещения в нем или реализации в его конструкции распределительных коллекторов с расположенными в шахматном порядке элементами формирования пучков параллельных струй моющей жидкости и разомкнутых, по ширине и высоте формируемой последними зоны струйной обработки, трубопроводов; экранирования, содержащего расположенные вдоль его боковых стенок и жестко соединенные как с последними, так и с торцевыми стенками модуля, защитные козырьки из кислото-щелочестойкого материала, например, винипласта, полипропилена или титана, выполненные с уклоном в сторону модуля интенсивной струйной промывки, и служащего для защиты от попадания брызг загрязненной моющей жидкости в разомкнутые трубопроводы последнего; малонапорной жидкостной и(или) воздушной струйной обработки с соответствующими распределительными коллекторами и элементами формирования струй обрабатывающей среды, служащего для осуществления предварительного смыва электролита (раствора), вынесенного деталями из процессной ванны, и(или) реализации операции сдува излишков моющей жидкости с поверхности деталей в процессе их выгрузки из ванны после проведения операции интенсивной струйной промывки; и, также, крышки ванны, выполненной в виде □- образного фланца с размерами окна, совпадающими с размерами зоны обработки в резервуаре, причем установку соответствующих распределительных коллекторов осуществляют до сочленения модуля интенсивной струйной промывки с модулем экранирования, а последнего - с модулем малонапорной жидкостной и(или) воздушной струйной обработки, верхние или(и) нижние кромки торцевых стенок которых выполняют, для этого, с пазами соответствующего профиля, при этом, по крайней мере, боковые стенки и(или) горизонтальные борта вышеуказанных сочленяемых модулей, а также нижнюю поверхность крышки, вдоль ее торцевых сторон, выполняют с направляющими для их дополнительной фиксации, а разомкнутые по ширине и высоте зоны струйной обработки трубопроводы формируют из расположенных с боковых сторон модуля интенсивной струйной промывки элементов  образного профиля, жестко соединенных с торцевых сторон с торцевыми стенками модуля интенсивной струйной промывки, а нижней поверхностью - с направляющими, по которым производят сочленение модуля интенсивной струйной промывки с технологическим модулем, и оснащенных сливными отверстиями для отвода на повторное использование уловленных ими не задействованных в процессе интенсивной промывки струй моющей жидкости, при этом, элементы формирования пучков параллельных струй моющей жидкости располагают под соответствующими распределительными коллекторами во внутреннем объеме, образованном элементами
образного профиля, жестко соединенных с торцевых сторон с торцевыми стенками модуля интенсивной струйной промывки, а нижней поверхностью - с направляющими, по которым производят сочленение модуля интенсивной струйной промывки с технологическим модулем, и оснащенных сливными отверстиями для отвода на повторное использование уловленных ими не задействованных в процессе интенсивной промывки струй моющей жидкости, при этом, элементы формирования пучков параллельных струй моющей жидкости располагают под соответствующими распределительными коллекторами во внутреннем объеме, образованном элементами  образного профиля и торцевыми стенками модуля интенсивной струйной промывки, а сам процесс изготовления модулей и крышки резервуара производят, также, и с помощью склеивания и(или) механического крепежа соединяемых поверхностей, с использованием операций фрезерования при формировании в них соответствующих отверстий, пазов и окна □- образного фланца. Причем, во внутренних объемах разомкнутых трубопроводов, образованных элементами
образного профиля и торцевыми стенками модуля интенсивной струйной промывки, а сам процесс изготовления модулей и крышки резервуара производят, также, и с помощью склеивания и(или) механического крепежа соединяемых поверхностей, с использованием операций фрезерования при формировании в них соответствующих отверстий, пазов и окна □- образного фланца. Причем, во внутренних объемах разомкнутых трубопроводов, образованных элементами  образного профиля и торцевыми стенками модуля интенсивной струйной промывки, за элементами формирования пучков параллельных струй моющей жидкости последовательно размещают: задатчики-стабилизаторы угла атаки пучков параллельных струй моющей жидкости, выполняемые в виде направляющих, сопрягаемых с задними стенками нижних элементов формирования пучков параллельных струй моющей жидкости, располагаемых по длине внутреннего объема каждого из элементов
образного профиля и торцевыми стенками модуля интенсивной струйной промывки, за элементами формирования пучков параллельных струй моющей жидкости последовательно размещают: задатчики-стабилизаторы угла атаки пучков параллельных струй моющей жидкости, выполняемые в виде направляющих, сопрягаемых с задними стенками нижних элементов формирования пучков параллельных струй моющей жидкости, располагаемых по длине внутреннего объема каждого из элементов  образного профиля на их нижней горизонтальной поверхности и механически соединяемых с нею с возможностью регулирования их положения во фронтальном направлении; и устройства для гашения скорости пучков параллельных струй моющей жидкости, выполняемые из полосок кислото-щелочестойкого материала, например, химстойкой резины, пластиката или из полипропиленовых нитей, жестко соединяемых с направляющими, располагаемыми в пазах верхних стенок элементов
образного профиля на их нижней горизонтальной поверхности и механически соединяемых с нею с возможностью регулирования их положения во фронтальном направлении; и устройства для гашения скорости пучков параллельных струй моющей жидкости, выполняемые из полосок кислото-щелочестойкого материала, например, химстойкой резины, пластиката или из полипропиленовых нитей, жестко соединяемых с направляющими, располагаемыми в пазах верхних стенок элементов  образного профиля или размещаемых через герметично закрываемые пазы в торцевых стенках модуля интенсивной струйной промывки, соответственно; причем, разомкнутые трубопроводы выполняют с уклоном в сторону сливных отверстий, сформированных в днищах элементов
образного профиля или размещаемых через герметично закрываемые пазы в торцевых стенках модуля интенсивной струйной промывки, соответственно; причем, разомкнутые трубопроводы выполняют с уклоном в сторону сливных отверстий, сформированных в днищах элементов  образного профиля или в жестко соединяемых с ними частях торцевых стенок модуля интенсивной струйной промывки, а распределительные коллекторы, размещаемые в соответствующих пазах, сформированных в торцевых стенках последнего, оснащают дополнительными опорами, размещаемыми внутри модуля интенсивной струйной промывки и механически закрепляемыми на боковой поверхности горизонтальных участков дополнительно вводимых, по крайней мере,
образного профиля или в жестко соединяемых с ними частях торцевых стенок модуля интенсивной струйной промывки, а распределительные коллекторы, размещаемые в соответствующих пазах, сформированных в торцевых стенках последнего, оснащают дополнительными опорами, размещаемыми внутри модуля интенсивной струйной промывки и механически закрепляемыми на боковой поверхности горизонтальных участков дополнительно вводимых, по крайней мере,  образных или ┌┬┐- образных перегородок, жестко соединяемых торцевой поверхностью своих горизонтальных участков с концами верхних стенок соответствующих элементов
образных или ┌┬┐- образных перегородок, жестко соединяемых торцевой поверхностью своих горизонтальных участков с концами верхних стенок соответствующих элементов  образного профиля, а торцевыми поверхностями концов своих вертикальных участков - с внутренней поверхностью горизонтальных участков нижних стенок последних.
образного профиля, а торцевыми поверхностями концов своих вертикальных участков - с внутренней поверхностью горизонтальных участков нижних стенок последних.
А во внутреннем объеме модуля малонапорной жидкостной и(или) воздушной струйной обработки, вдоль его боковых стенок, размещают, по соответственному размеру зоны обработки в резервуаре, совпадающему с соответствующим размером окна □- образного фланца, две, по крайней мере,  образные направляющие, равные по высоте соответствующему размеру модуля, жестко соединяемые с торцевыми стенками последнего и обеспечивающие беспрепятственную подачу струй обрабатывающей среды, формируемых располагаемыми за ними соответствующими элементами распределительных коллекторов модуля, на поверхность перемещаемых относительно них деталей на подвеске при изменении угла атаки формируемых струй обрабатывающей среды, по крайней мере, от 90o до 45o, при этом, в направляющих торцевых сторон □- образного фланца, по которым производят сочленение крышки с торцевыми стенками модуля, выполняют пазы соответствующих расположения и размера, для сочленения c
образные направляющие, равные по высоте соответствующему размеру модуля, жестко соединяемые с торцевыми стенками последнего и обеспечивающие беспрепятственную подачу струй обрабатывающей среды, формируемых располагаемыми за ними соответствующими элементами распределительных коллекторов модуля, на поверхность перемещаемых относительно них деталей на подвеске при изменении угла атаки формируемых струй обрабатывающей среды, по крайней мере, от 90o до 45o, при этом, в направляющих торцевых сторон □- образного фланца, по которым производят сочленение крышки с торцевыми стенками модуля, выполняют пазы соответствующих расположения и размера, для сочленения c  образными направляющими модуля.
образными направляющими модуля.
При этом, боковые участки поверхности □- образного фланца выполняют с пазами прямоугольной формы, располагаемыми с двух боковых сторон от окна фланца, совпадающего с размерами зоны обработки, через посредство или с помощью которых производят крепление размещаемых за элементами формирования струй обрабатывающей среды экранирующих брызги последней элементов и размещение на поверхности □- образного фланца улавливающих жидкость, стекающую с поверхности переносимых над ванной деталей, и оснащенных с торцевых сторон бортиками козырьков, выполненных с уклоном в сторону соответствующего паза и сочленяемых, через посредство жестко соединенных с ними направляющих, с соответствующими участками пазов и(или) верхнего обрамления □-образного фланца, в целом, причем экранирующие брызги обрабатывающей среды элементы выполняют со сквозными пазами, располагаемыми в нижней части последних и служащими для беспрепятственного стока уловленной наклонными козырьками жидкости на защитные козырьки модуля экранирования, а оттуда - на двунаклонное днище технологического модуля и далее - на слив.
А технологический модуль выполняют с дополнительным сливным отверстием, причем оба сливных отверстия формируют в торцевых стенках модуля и соединяют, механически или методом сварки, со сливными патрубками, выполняемыми с фланцевым или резьбовым соединениями, используемыми для подключения исполнительных механизмов для управления последовательностью операций слива моющей жидкости с различной концентрацией основного отмываемого компонента.
Сравнение заявляемого технического решения с прототипом позволило установить его соответствие критерию "новизна".
Изучение других известных технических решений в данной области техники показало, что известен способ изготовления ванны, в частности, для промывки деталей, заключающийся в формировании сочленяемых между собой, по крайней мере, двух модулей: технологического, включающего резервуар прямоугольной формы, состоящий из днища, боковых и торцевых стенок с горизонтальными бортами по периметру резервуара и получаемый с помощью сварки и литья; и вспомогательного, получаемого путем соединения между собой методом сварки или литьем верхнего и нижнего фланцев посредством частично или полностью сплошных боковых и торцевых перегородок по внутренним размерам окон фланцев, совпадающим с размерами зоны обработки в резервуаре [3].
Однако, использование известного способа не позволяет достичь поставленную в заявленном решении цель, поскольку:
- не предусматривает возможность проведения монтажа-демонтажа разомкнутых трубопроводов и распределительных коллекторов в конструкции ванны;
- делает затруднительным или невозможным размещение распределительных коллекторов с уже установленными элементами формирования струй во внутреннем объеме вспомогательного модуля, учитывая необходимость дальнейшего соединения распределительных коллекторов с подводящими;
- весьма велика вероятность попадания значительного количества брызг загрязненной обрабатывающей среды вне габаритов верхнего обрамления ванны;
- отсутствует возможность управления направлением стоков загрязненной моющей жидкости с различной концентрацией основного отмываемого компонента в самой конструкции ванны и т.п.
Это позволяет сделать вывод о соответствии заявляемого технического решения критерию "существенные отличия".
На фиг. 1 представлена ванна струйной промывки, в частности, деталей на подвесках, вид с торцевой стороны, разрез.
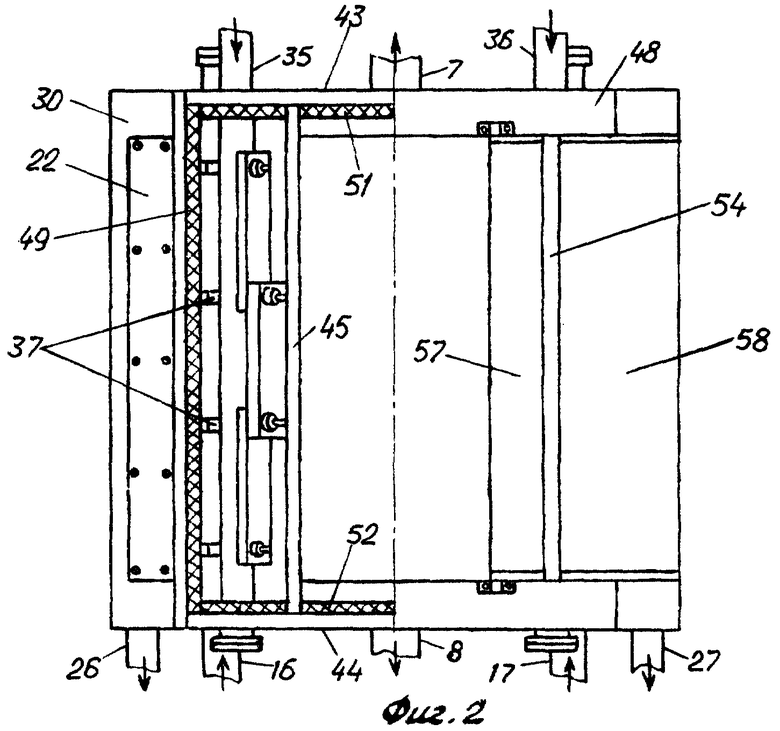
На фиг. 2 представлена ванна струйной промывки, в частности, деталей на подвесках, вид сверху, локальный вырез, со снятыми экранирующими брызги обрабатывающей среды элементами.
В процессе реализации заявляемого способа технологический модуль формируют одним из известных методов (например, сваркой) из двунаклонного днища 1 (сформированного ранее), боковых стенок 2 и торцевых стенок 3 с горизонтальными бортами 4 (например) по периметру модуля, оснащаемыми, при необходимости, прокладками 5 из инертного упругого материала, например, кислото-щелочестойкой резины или фторопласта.
Причем, в торцевых стенках 3 технологического модуля, до или после формирования последнего, выполняют сливные отверстия 6, жестко соединенные с соответствующими сливными патрубками 7, 8.
А модуль интенсивной струйной промывки формируют, например, сваркой из полипропилена или винипласта, в виде расположенных с его боковых сторон и разомкнутых по ширине и высоте зоны струйной обработки трубопроводов, выполняемых из полученных с помощью, например, сварки элементов 9, 10  образного профиля, жестко соединенных, например, сваркой с торцевыми стенками 11 модуля, а нижней своей поверхностью - с направляющими 12 и 13, по которым производят сочленение модуля с боковыми стенками 2 технологического модуля, и оснащенных сливными отверстиями 14 и 15, соответственно.
образного профиля, жестко соединенных, например, сваркой с торцевыми стенками 11 модуля, а нижней своей поверхностью - с направляющими 12 и 13, по которым производят сочленение модуля с боковыми стенками 2 технологического модуля, и оснащенных сливными отверстиями 14 и 15, соответственно.
Причем, элементы формирования пучков параллельных струй моющей жидкости (на фиг. 1, 2 не обозначены) располагают во внутреннем объеме, образованном элементами 9, 10  образного профиля и торцевыми стенками 11 модуля интенсивной струйной промывки, под соответствующими распределительными коллекторами 16, 17, устанавливаемыми в пазы соответствующего профиля (на фиг. 1, 2 не обозначены), сформированные на верхних кромках торцевых стенок 11 модуля интенсивной струйной промывки.
образного профиля и торцевыми стенками 11 модуля интенсивной струйной промывки, под соответствующими распределительными коллекторами 16, 17, устанавливаемыми в пазы соответствующего профиля (на фиг. 1, 2 не обозначены), сформированные на верхних кромках торцевых стенок 11 модуля интенсивной струйной промывки.
При этом, во внутренних объемах, образованных элементами 9, 10 и торцевыми стенками 11 модуля, за элементами формирования пучков параллельных струй моющей жидкости, последовательно размещают:
- задатчики-стабилизаторы угла атаки пучков параллельных струй моющей жидкости, выполняемые в виде направляющих 18, 19, сопрягаемых с задними стенками нижних (из располагаемых в шахматном порядке) элементов формирования пучков параллельных струй моющей жидкости (ЭФППСМЖ) и располагаемых по длине внутреннего объема каждого из элементов 9, 10 на их нижней горизонтальной поверхности и механически соединяемых с нею с возможностью регулирования их положения во фронтальном направлении;
- устройства для гашения скорости пучков параллельных струй моющей жидкости, выполняемые (в данном случае) из полосок 20 и 21 кислото-щелочестойкого материала, например, пластиката, жестко соединяемых с направляющими 22, 23, соответственно, располагаемыми в пазах верхних стенок (на фиг. 1, 2 не обозначены) элементов 9, 10.
Причем, разомкнутые трубопроводы выполняют с уклоном в сторону сливных отверстий 14 и 15, сформированных (в данном случае) в жестко соединяемых сваркой частях торцевых стенок 11 модуля интенсивной струйной промывки, а распределительные коллекторы 16, 17 оснащают дополнительными опорами (на фиг. 1 не обозначены), размещаемыми внутри модуля и механически закрепляемыми на боковой поверхности горизонтальных участков, дополнительно вводимых  образных (в данном случае) перегородок 24 и 25, жестко соединяемых торцевой поверхностью своих горизонтальных участков с концами нижних поверхностей верхних стенок элементов 9 и 10, соответственно, а торцевыми поверхностями концов своих вертикальных участков - с внутренней поверхностью горизонтальных участков нижних стенок последних.
образных (в данном случае) перегородок 24 и 25, жестко соединяемых торцевой поверхностью своих горизонтальных участков с концами нижних поверхностей верхних стенок элементов 9 и 10, соответственно, а торцевыми поверхностями концов своих вертикальных участков - с внутренней поверхностью горизонтальных участков нижних стенок последних.
После изготовления технологического модуля и модуля интенсивной струйной промывки производят:
- их сочленение, например, по направляющим 12, 13, обеспечивающим точную фиксацию модулей по горизонтальным бортам 4 технологического модуля и соответствующим торцевым стенкам модулей, а также необходимую герметичность (если это требуется) уплотнения, с помощью прокладок 5;
- установку коллекторов 16, 17 (с установленными под ними ЭФППСМЖ) в соответствующие пазы, сформированные на верхних кромках торцевых стенок 11 модуля интенсивной струйной промывки;
- задание, с помощью перемещения во фронтальном направлении и последующей механической фиксации в этом положении направляющих 18, 19, необходимого угла атаки пучков параллельных струй, формируемых соответствующими ЭФППСМЖ;
- механическое крепление (при необходимости) дополнительных опор коллекторов 16 и 17 к боковой поверхности горизонтальных участков  образных перегородок 24 и 25, соответственно;
образных перегородок 24 и 25, соответственно;
- механическое или сварное крепление в разомкнутых трубопроводах сливных патрубков или штуцеров 26 и 27 к сливным отверстиям 14 и 15, соответственно.
Далее производят формирование, например, сваркой из полипропиленовых или винипластовых листов модуля экранирования, состоящего: из боковых стенок 28, 29 с, например, горизонтальными бортами 30, 31, имеющими пазы (на фиг. 1, 2 не обозначены) для установки и крепежа направляющих 22, 23; торцевых стенок 32 и жестко соединенных (например, сваркой), как с боковыми стенками 28, 29, так и торцевыми стенками 32 защитных козырьков 33 и 34, расположенных вдоль боковых стенок 28, 29 и выполненных с уклоном в сторону модуля интенсивной струйной промывки, в данном случае - двунаклонным, показанным на фиг. 1. При этом, с внутренней стороны, боковые стенки 28 и 29 модуля экранирования, с помощью сварки, жестко соединяют с направляющими (на фиг. 1 не обозначены), по которым производят сочленение модуля экранирования с внутренней торцевой поверхностью верхних горизонтальных участков элементов 9 и 10, соответственно.
На нижних кромках торцевых стенок 32 модуля экранирования формируют, например, фрезерованием пазы соответствующего профиля (на фиг. 1 не обозначены) для беспрепятственного и точного сочленения модуля экранирования с модулем интенсивной струйной промывки в местах размещения распределительных коллекторов 16 и 17.
А на верхних кромках торцевых стенок 32 модуля экранирования формируют, например, фрезерованием пазы соответствующего профиля (на фиг. 1 не обозначены) для последующего размещения в них распределительных коллекторов 35, 36 модуля малонапорной жидкостной и(или) воздушной струйной обработки.
После этого, производят:
- сочленение модуля экранирования, в данном случае, по направляющим, расположенным с внутренних сторон его боковых стенок 28, 29, с модулем интенсивной струйной промывки, обеспечивающее точную фиксацию горизонтальных бортов 30, 31 модуля экранирования с верхней поверхностью горизонтальных участков соответствующих элементов 9, 10  образного профиля модуля интенсивной струйной промывки и их торцевых стенок 32 и 11, соответственно, а также необходимую герметичность (если это требуется) уплотнения, с помощью прокладок 35 из инертного упругого материала, например, кислото-щелочестойкой резины;
образного профиля модуля интенсивной струйной промывки и их торцевых стенок 32 и 11, соответственно, а также необходимую герметичность (если это требуется) уплотнения, с помощью прокладок 35 из инертного упругого материала, например, кислото-щелочестойкой резины;
- установку распределительных коллекторов 35, 36 с элементами формирования струй (на фиг. 1, 2 не обозначены) обрабатывающей среды (жидкостной или воздушной) с заданием необходимого (если это требуется) угла наклона (суть угла атаки струй) элементов формирования струй обрабатывающей среды (ЭФСОС), производимого путем, например, ручного поворота распределительных коллекторов 35 и 36 и фиксирования их в этом положении, путем резьбового или фланцевого соединения с соответствующими подводящими коллекторами или за счет жестко соединенных с распределительными коллекторами 35, 36 опор 37, 38, имеющим соответствующий скос, по которому производится их сочленение с выполненными с соответственным скосу наклоном защитными козырьками 33, 34 модуля экранирования (как показано на фиг. 1, 2).
Затем производят формирование, например, также сваркой из полипропиленовых или винипластовых листов, модуля малонапорной жидкостной и(или) воздушной струйной обработки, состоящего: из боковых стенок 39, 40 с жестко соединенными с их внутренней стороны направляющими 41, 42, по которым производят сочленение этого модуля с модулем экранирования по его боковым стенкам 28, 29 и торцевых стенок 43, 44 с сформированными в них, например, фрезерованием, пазами соответствующего профиля (на фиг. 1 не обозначены) для беспрепятственного и точного сочленения модуля экранирования с модулем малонапорной жидкостной и(или) воздушной струнной обработки.
При этом, во внутреннем объеме модуля малонапорной жидкостной и(или) воздушной струнной обработки, вдоль его боковых стенок, размещают по соответственному размеру, совпадающему с шириной зоны обработки в резервуаре, две, по крайней мере,  образные направляющие 45, 46, равные по высоте соответствующему размеру данного модуля, жестко соединяемые (путем, например, сварки) с торцевыми стенками 43, 44 последнего и обеспечивающие беспрепятственную подачу струй обрабатывающей среды, формируемых располагаемыми за ними соответствующими элементами распределительных коллекторов 35, 36, на поверхность перемещаемых относительно них деталей на подвеске, при изменении угла атаки формируемых струй обрабатывающей среды, по крайней мере, от 90o до 45o.
образные направляющие 45, 46, равные по высоте соответствующему размеру данного модуля, жестко соединяемые (путем, например, сварки) с торцевыми стенками 43, 44 последнего и обеспечивающие беспрепятственную подачу струй обрабатывающей среды, формируемых располагаемыми за ними соответствующими элементами распределительных коллекторов 35, 36, на поверхность перемещаемых относительно них деталей на подвеске, при изменении угла атаки формируемых струй обрабатывающей среды, по крайней мере, от 90o до 45o.
После этого, производят сочленение модуля малонапорной жидкостной и(или) воздушной струйной обработки, в данном случае, по направляющим 41, 42, с модулем экранирования, обеспечивающее точную фиксацию боковых стенок 39, 40 с боковыми стенками 28, 29 модуля экранирования, а его торцевых стенок 37 с выфрезерованными в них пазами соответствующего профиля - с торцевыми стенками 43, 44 модуля малонапорной жидкостной и(или) воздушной струйной обработки и установленными в пазах последних распределительными коллекторами 35, 36 с ЭФСОС, а также, необходимую герметичность (если это требуется) уплотнения, с помощью прокладок 47 из инертного упругого материала, например, кислото-щелочестойкой резины.
Далее производят изготовление, например, из полипропиленового или винипластового листа, крышки, выполняемой, например, фрезерованием, или сваркой отдельных фрагментов, в виде □- образного фланца 48, с размерами окна, совпадающими с размерами зоны обработки в резервуаре, боковые и торцевые стороны которого выполняют с направляющими 49, 50 и 51, 52, соответственно, причем направляющие 51, 52 выполняют с пазами соответствующего профиля (на фиг. 1, 2 не обозначены) для беспрепятственного сочленения крышки с модулем малонапорной жидкостной и(или) воздушной струйной обработки по внутренним габаритным размерам и  образным направляющим 45, 46 последнего.
образным направляющим 45, 46 последнего.
При этом, при необходимости осуществления операций улавливания стекающей с деталей жидкости, при перемещении последних над ванной струйной промывки, а также для экранирования, в этом случае, брызг обрабатывающей среды, образующихся в процессе малонапорной жидкостной и(или) воздушной струйной обработки, боковые участки поверхности □- образного фланца 48 выполняют с пазами 53, 54 прямоугольной формы, располагаемыми с двух сторон от окна фланца 48.
Далее, в этом случае, последовательно производят:
- сочленение □- образного фланца 48 (крышки), по направляющим 49, 50 и 51, 52 с внутренней поверхностью модуля малонапорной жидкостной и(или) воздушной струйной обработки и  образными направляющими 45, 46 последнего (по пазам в направляющих 51, 52), с обеспечением необходимой герметичности (если это необходимо) уплотнения, с помощью прокладок из инертного упругого материала (на фиг. 1 не обозначены) или(и) с помощью механического крепежа;
образными направляющими 45, 46 последнего (по пазам в направляющих 51, 52), с обеспечением необходимой герметичности (если это необходимо) уплотнения, с помощью прокладок из инертного упругого материала (на фиг. 1 не обозначены) или(и) с помощью механического крепежа;
- крепление (например, механическое) размещаемых за ЭФСОС коллекторов 35, 36 модуля малонапорной жидкостной и(или) воздушной струйной обработки экранирующих брызги обрабатывающей среды элементов (на фиг. 1, 2 не обозначены), выполненных с расположенными в их нижней части сквозными пазами (на фиг. 1 не обозначены) для беспрепятственного стока уловленной (через пазы 53, 54) жидкости;
- размещение на поверхности □- образного фланца 48 улавливающих жидкость, стекающую с переносимых над ванной деталей, и оснащенных с торцевых сторон бортиками (на фиг. 1, 2 не обозначены) козырьков 55, 56 и 57, 58, выполненных с уклоном в сторону пазов 53 и 54 соответственно и сочленяемых, через посредство жестко соединенных с ними направляющих (на фиг. 1, 2 не обозначены), с соответствующими участками пазов 53, 54 и(или) верхнего обрамления □- образного фланца 48.
После этого, процесс формирования ванны струйной промывки является завершенным, а сама она, после подключения соответствующих коллекторов, трубопроводов и исполнительных механизмов, готова для проведения в ней высокоэффективной струйной промывки деталей на подвесках (в частности).
Нетрудно видеть, что подобным вышеописанному образом может быть реализована конструкция ванны струйной промывки деталей и в перфорированных барабанах (корзинах), что еще больше расширяет функционально-технологические возможности предлагаемого способа.
Таким образом, предлагаемый способ по сравнению с известным решением, выбранным в качестве прототипа, позволяет:
- существенно расширить его функционально-технологические возможности, за счет обеспечения проведения операций монтажа-демонтажа распределительных коллекторов и(или) крепежа к ним элементов формирования струй во внутреннем объеме корпуса ванны, а также регулируемого изменения угла атаки струй обрабатывающей среды на поверхность перемещаемых деталей и двунаправленного слива загрязненной жидкости со дна ванны;
- существенно расширить количество видов используемой обрабатывающей среды (например, чистая моющая жидкость; загрязненная основным отмываемым компонентом моющая жидкость, в том числе и диспергированная сжатым воздухом; сжатый воздух), которые могут применяться как раздельно, так и совместно, учитывая наличие дополнительных распределительных коллекторов с соответствующими элементами формирования струй обрабатывающей среды;
- снизить до минимума негативное влияние возможных протечек, в частности, между распределительными коллекторами и элементами формирования пучков параллельных струй моющей жидкости;
- значительно уменьшить вероятность попадания брызг загрязненной обрабатывающей среды вне габаритов верхнего обрамления ванны;
- увеличить коэффициент улавливания не задейстованных в процессе промывки пучков параллельных струй моющей жидкости разомкнутыми по ширине и высоте зоны последних трубопроводами, за счет оснащения последних струегасящими контурами.
Экспериментальная проверка предлагаемого способа проводилась в ПО "Старт" (г. Заречный Пензенской области) при изготовлении ванны струйной промывки деталей на подвеске с габаритами последней (длина · высота): (400 · 350) мм.
В качестве материала ванны использовалось стекло органическое техническое (ГОСТ 17622-72), толщиной 14, 10, 8 и 6 мм.
Формирование модулей и крышки проводилось путем склеивания и(или) механического соединения соответствующих поверхностей с выфрезерованными в них необходимыми отверстиями, пазами и окном в крышке.
Распределительные коллекторы выполнялись из пропиленовых труб с соответствующим диаметром условного прохода и элементами для установки и крепежа элементов формирования струй.
А в качестве элементов формирования как пучков параллельных струй, так и струй жидкой и(или) воздушной обрабатывающей среды использовались элементы формирования струй из полипропилена, содержащие модульные наборные панели (МНП) с различным количеством сопловых отверстий, формирующие струи обрабатывающей среды субмиллиметрового диапазона (0,6 - 0,8 мм в диаметре) и получаемые литьевым методом.
Экспериментальная проверка изготовленной ванны при струйной промывке деталей холодной водой различного напора показала достижение поставленных в заявленном решении целей и полную осуществимость предлагаемого способа.
Реализация предлагаемого способа довольно проста и не встречает принципиальных затруднений.
Так, например, в качестве элементов формирования струй обрабатывающей среды могут использоваться и стандартные насадки, в частности, с плоско-конусным факелом типа НП, а распределительные коллекторы могут быть выполнены из стальной трубы марки 12Х18Н10Т с соответствующим диаметром условного прохода и элементами для установки (например, механической) формирователей струй обрабатывающей среды.
Источники информации
1. ГОСТ 9.314-90. Вода для гальванического производства и схемы промывки. - с. 6, черт. 1.
2. RU, патент, 2097447, кл. C 23 G 5/04, B 08 B 3/02, 1996 - прототип.
3. RU, патент, 2097446, кл. C 23 G 3/00, C 25 D 17/02, 1996.
Использование: при изготовлении ванн струйной промывки деталей как для стационарных участков, так и для автоматизированных (механизированных) линий гальванохимической обработки и(или) очистки поверхности деталей, печатных плат и изделий электронной техники. Сущность: в известном способе изготовления ванны струйной промывки, в частности, деталей на подвесках, включающем формирование с помощью сварки или литья резервуара прямоугольной формы, состоящего из двунаклонного днища со сливным отверстием, боковых и торцевых стенок с горизонтальными бортами по периметру резервуара, размещение в верхней части резервуара распределительных коллекторов с расположенными в шахматном порядке элементами формирования пучков параллельных струй моющей жидкости и разомкнутых, по ширине и высоте формируемой последними зоны струйной обработки, трубопроводов и соединение их с подводящими моющую жидкость коллекторами и сливными трубопроводами, соответственно, резервуар выполняют в виде последовательно сочленяемых по его торцевым и боковым стенкам, в том числе и по горизонтальным бортам последних, модулей: технологического, включающего двунаклонное днище со сливным отверстием и служащего для размещения в нем подвески с обрабатываемыми деталями; интенсивной струйной промывки, служащего для размещения в нем или реализации в его конструкции распределительных коллекторов с расположенными в шахматном порядке элементами формирования пучков параллельных струй моющей жидкости и разомкнутых, по ширине и высоте формируемой последними зоны струйной обработки, трубопроводов; экранирования, содержащего расположенные вдоль его боковых стенок и жестко соединенные как с последними, так и с торцевыми стенками модуля, защитные козырьки из кислотно-щелочестойкого материала, например, винипласта, полипропилена или титана, выполненные с уклоном в сторону модуля интенсивной струйной промывки, и служащего для защиты от попадания брызг загрязненной моющей жидкости в разомкнутые трубопроводы последнего; малонапорной жидкостной и(или) воздушной струйной обработки с соответствующими распределительными коллекторами и элементами формирования струй обрабатывающей среды, служащего для осуществления предварительного смыва электролита (раствора), вынесенного деталями из процессной ванны, и(или) реализации операции сдува излишков моющей жидкости с поверхности детали в процессе их выгрузки из ванны после проведения операции интенсивной струйной промывки; и также крышки ванны, выполненной в виде  образного фланца с размерами окна, совпадающими с размерами зоны обработки в резервуаре, причем установку соответствующих распределительных коллекторов осуществляют до сочленения модуля интенсивной струйной промывки с модулем экранирования, а последнего - с модулем малонапорной жидкостной и(или) воздушной струйной обработки, верхние или(и) нижние кромки торцевых стенок которых выполняют для этого с пазами соответствующего профиля, при этом, по крайней мере, боковые стенки и(или) горизонтальные борта вышеуказанных сочленяемых модулей, а также нижнюю поверхность крышки, вдоль ее торцевых сторон, выполняют с направляющими для их дополнительной фиксации, а разомкнутые по ширине и высоте зоны струйной обработки трубопроводы формируют из расположенных с боковых сторон модуля интенсивной струйной промывки элементов
образного фланца с размерами окна, совпадающими с размерами зоны обработки в резервуаре, причем установку соответствующих распределительных коллекторов осуществляют до сочленения модуля интенсивной струйной промывки с модулем экранирования, а последнего - с модулем малонапорной жидкостной и(или) воздушной струйной обработки, верхние или(и) нижние кромки торцевых стенок которых выполняют для этого с пазами соответствующего профиля, при этом, по крайней мере, боковые стенки и(или) горизонтальные борта вышеуказанных сочленяемых модулей, а также нижнюю поверхность крышки, вдоль ее торцевых сторон, выполняют с направляющими для их дополнительной фиксации, а разомкнутые по ширине и высоте зоны струйной обработки трубопроводы формируют из расположенных с боковых сторон модуля интенсивной струйной промывки элементов  образного профиля, жестко соединенных с торцевых сторон с торцевыми стенками модуля интенсивной струйной промывки, а нижней поверхностью - с направляющими, по которым производят сочленение модуля интенсивной струйной промывки с технологическим модулем, и оснащенных сливными отверстиями для отвода на повторное использование уловленных ими не задействованных в процессе интенсивной промывки струй моющей жидкости, при этом элементы формирования пучков параллельных струй моющей жидкости располагают под соответствующими распределительными коллекторами во внутреннем объеме, образованном элементами
образного профиля, жестко соединенных с торцевых сторон с торцевыми стенками модуля интенсивной струйной промывки, а нижней поверхностью - с направляющими, по которым производят сочленение модуля интенсивной струйной промывки с технологическим модулем, и оснащенных сливными отверстиями для отвода на повторное использование уловленных ими не задействованных в процессе интенсивной промывки струй моющей жидкости, при этом элементы формирования пучков параллельных струй моющей жидкости располагают под соответствующими распределительными коллекторами во внутреннем объеме, образованном элементами  образного профиля и торцевыми стенками модуля интенсивной струйной промывки, а сам процесс изготовления модулей и крышки резервуара производят также и с помощью склеивания и(или) механического крепежа соединяемых поверхностей, с использованием операций фрезерования при формировании в них соответствующих отверстий, пазов и окна
образного профиля и торцевыми стенками модуля интенсивной струйной промывки, а сам процесс изготовления модулей и крышки резервуара производят также и с помощью склеивания и(или) механического крепежа соединяемых поверхностей, с использованием операций фрезерования при формировании в них соответствующих отверстий, пазов и окна  образного фланца. Изобретение обеспечивает расширение функционально-технологических возможностей, повышение эффективности процессов локализации и улавливания струй и брызг моющей жидкости и загрязненной обрабатывающей среды. 4 з.п. ф-лы, 2 ил.
образного фланца. Изобретение обеспечивает расширение функционально-технологических возможностей, повышение эффективности процессов локализации и улавливания струй и брызг моющей жидкости и загрязненной обрабатывающей среды. 4 з.п. ф-лы, 2 ил.
 образного фланца с размерами окна, совпадающими с размерами зоны обработки в резервуаре, причем установку соответствующих распределительных коллекторов осуществляют до сочленения модуля интенсивной струйной промывки с модулем экранирования, а последнего - с модулем малонапорной жидкостной и/или воздушной струйной обработки, верхние и/или нижние кромки торцевых стенок которых выполняют для этого с пазами соответствующего профиля, при этом, по крайней мере, боковые стенки и/или горизонтальные борта выше указанных сочленяемых модулей, а также нижнюю поверхность крышки, вдоль ее торцевых сторон, выполняют с направляющими для их дополнительной фиксации, а разомкнутые по ширине и высоте зоны струйной обработки трубопроводы формируют из расположенных с боковых сторон модуля интенсивной струйной промывки элементов
образного фланца с размерами окна, совпадающими с размерами зоны обработки в резервуаре, причем установку соответствующих распределительных коллекторов осуществляют до сочленения модуля интенсивной струйной промывки с модулем экранирования, а последнего - с модулем малонапорной жидкостной и/или воздушной струйной обработки, верхние и/или нижние кромки торцевых стенок которых выполняют для этого с пазами соответствующего профиля, при этом, по крайней мере, боковые стенки и/или горизонтальные борта выше указанных сочленяемых модулей, а также нижнюю поверхность крышки, вдоль ее торцевых сторон, выполняют с направляющими для их дополнительной фиксации, а разомкнутые по ширине и высоте зоны струйной обработки трубопроводы формируют из расположенных с боковых сторон модуля интенсивной струйной промывки элементов  образного профиля, жестко соединенных с торцевых сторон с торцевыми стенками модуля интенсивной струйной промывки, а нижней поверхностью - с направляющими, по которым производят сочленение модуля интенсивной струйной промывки с технологическим модулем, и оснащенных сливными отверстиями для отвода на повторное использование уловленных ими незадействованных в процессе интенсивной промывки струй моющей жидкости, при этом элементы формирования параллельных струй моющей жидкости располагают под соответствующими распределительными коллекторами во внутреннем объеме, образованном элементами
образного профиля, жестко соединенных с торцевых сторон с торцевыми стенками модуля интенсивной струйной промывки, а нижней поверхностью - с направляющими, по которым производят сочленение модуля интенсивной струйной промывки с технологическим модулем, и оснащенных сливными отверстиями для отвода на повторное использование уловленных ими незадействованных в процессе интенсивной промывки струй моющей жидкости, при этом элементы формирования параллельных струй моющей жидкости располагают под соответствующими распределительными коллекторами во внутреннем объеме, образованном элементами  образного профиля и торцевыми стенками модуля интенсивной струйной промывки, а сам процесс изготовления модулей и крышки резервуара производят также и с помощью склеивания и/или механического крепежа соединяемых поверхностей, с использованием операций фрезерования при формировании в них соответствующих отверстий, пазов и окна
образного профиля и торцевыми стенками модуля интенсивной струйной промывки, а сам процесс изготовления модулей и крышки резервуара производят также и с помощью склеивания и/или механического крепежа соединяемых поверхностей, с использованием операций фрезерования при формировании в них соответствующих отверстий, пазов и окна  образного фланца.
образного фланца. образного профиля и торцевыми стенками модуля интенсивной струйной промывки, за элементами формирования пучков параллельных струй моющей жидкости последовательно размещают: задатчики-стабилизаторы угла атаки пучков параллельных струй моющей жидкости, выполняемые в виде направляющих, сопрягаемых с задними стенками нижних элементов формирования пучков параллельных струй моющей жидкости и располагаемых по длине внутреннего объема каждого из элементов
образного профиля и торцевыми стенками модуля интенсивной струйной промывки, за элементами формирования пучков параллельных струй моющей жидкости последовательно размещают: задатчики-стабилизаторы угла атаки пучков параллельных струй моющей жидкости, выполняемые в виде направляющих, сопрягаемых с задними стенками нижних элементов формирования пучков параллельных струй моющей жидкости и располагаемых по длине внутреннего объема каждого из элементов  образного профиля на их нижней горизонтальной поверхности и механически соединяемых с нею с возможностью регулирования их положения во фронтальном направлении; и устройства для гашения скорости пучков параллельных струй моющей жидкости, выполняемые из полосок кислото-щелочестойкого материала, жестко соединяемых с направляющими, располагаемыми в пазах верхних стенок элементов
образного профиля на их нижней горизонтальной поверхности и механически соединяемых с нею с возможностью регулирования их положения во фронтальном направлении; и устройства для гашения скорости пучков параллельных струй моющей жидкости, выполняемые из полосок кислото-щелочестойкого материала, жестко соединяемых с направляющими, располагаемыми в пазах верхних стенок элементов  образного профиля, или размещаемых через герметично закрываемые пазы в торцевых стенках модуля интенсивной струйной промывки, соответственно, причем разомкнутые трубопроводы выполняют с уклоном в сторону сливных отверстий, сформированных в днищах элементов
образного профиля, или размещаемых через герметично закрываемые пазы в торцевых стенках модуля интенсивной струйной промывки, соответственно, причем разомкнутые трубопроводы выполняют с уклоном в сторону сливных отверстий, сформированных в днищах элементов  образного профиля или в жестко соединяемых с ними частях торцевых стенок модуля интенсивной струйной промывки, а распределительные коллекторы, размещаемые в соответствующих пазах, сформированных в торцевых стенках последнего, оснащают дополнительными опорами, размещаемыми внутри модуля интенсивной струйной промывки и механически закрепляемыми на боковой поверхности горизонтальных участков дополнительно вводимых, по крайней мере,
образного профиля или в жестко соединяемых с ними частях торцевых стенок модуля интенсивной струйной промывки, а распределительные коллекторы, размещаемые в соответствующих пазах, сформированных в торцевых стенках последнего, оснащают дополнительными опорами, размещаемыми внутри модуля интенсивной струйной промывки и механически закрепляемыми на боковой поверхности горизонтальных участков дополнительно вводимых, по крайней мере,  образных или
образных или  образных перегородок, жестко соединяемых торцевой поверхностью своих горизонтальных участков с концами нижних поверхностей верхних стенок соответствующих элементов
образных перегородок, жестко соединяемых торцевой поверхностью своих горизонтальных участков с концами нижних поверхностей верхних стенок соответствующих элементов  образного профиля, а торцевыми поверхностями концов своих вертикальных участков - с внутренней поверхностью горизонтальных участков нижних стенок последних.
образного профиля, а торцевыми поверхностями концов своих вертикальных участков - с внутренней поверхностью горизонтальных участков нижних стенок последних. образного фланца, две, по крайней мере,
образного фланца, две, по крайней мере,  образные направляющие, равные по высоте соответствующему размеру модуля, жестко соединяемые с торцевыми стенками последнего и обеспечивающие беспрепятственную подачу струй обрабатывающей среды, формируемых располагаемыми за ними соответствующими элементами распределительных коллекторов модуля, на поверхность перемещаемых относительно них деталей на подвеске при изменении угла атаки формируемых струй обрабатывающей среды, по крайней мере, от 90 до 45°, при этом в направляющих торцевых сторон
образные направляющие, равные по высоте соответствующему размеру модуля, жестко соединяемые с торцевыми стенками последнего и обеспечивающие беспрепятственную подачу струй обрабатывающей среды, формируемых располагаемыми за ними соответствующими элементами распределительных коллекторов модуля, на поверхность перемещаемых относительно них деталей на подвеске при изменении угла атаки формируемых струй обрабатывающей среды, по крайней мере, от 90 до 45°, при этом в направляющих торцевых сторон  образного фланца, по которым производят сочленение крышки с торцевыми стенками модуля, выполняют пазы соответствующих расположения и размера, для сочленения с
образного фланца, по которым производят сочленение крышки с торцевыми стенками модуля, выполняют пазы соответствующих расположения и размера, для сочленения с  образными направляющими модуля.
образными направляющими модуля. образного фланца выполняют с пазами прямоугольной формы, располагаемыми с двух боковых сторон от окна фланца, совпадающего с размерами зоны обработки, через посредство или с помощью которых производят крепление размещаемых за элементами формирования струй обрабатывающей среды экранирующих брызги последней элементов и размещение на поверхности
образного фланца выполняют с пазами прямоугольной формы, располагаемыми с двух боковых сторон от окна фланца, совпадающего с размерами зоны обработки, через посредство или с помощью которых производят крепление размещаемых за элементами формирования струй обрабатывающей среды экранирующих брызги последней элементов и размещение на поверхности  образного фланца улавливающих жидкость, стекающую с поверхности переносимых над ванной детали, и оснащенных с торцевых сторон бортиками козырьков, выполненных с уклоном в сторону соответствующего паза и сочленяемых через посредство жестко соединенных с ними направляющих с соответствующими участками пазов и(или) верхнего обрамления
образного фланца улавливающих жидкость, стекающую с поверхности переносимых над ванной детали, и оснащенных с торцевых сторон бортиками козырьков, выполненных с уклоном в сторону соответствующего паза и сочленяемых через посредство жестко соединенных с ними направляющих с соответствующими участками пазов и(или) верхнего обрамления  образного фланца в целом, причем экранирующие брызги обрабатывающей среды элементы выполняют со сквозными пазами, располагаемыми в нижней части последних и служащими для беспрепятственного стока уловленной наклонными козырьками жидкости на защитные козырьки модуля экранирования, а оттуда - на двунаклонное днище технологического модуля и далее - на слив.
образного фланца в целом, причем экранирующие брызги обрабатывающей среды элементы выполняют со сквозными пазами, располагаемыми в нижней части последних и служащими для беспрепятственного стока уловленной наклонными козырьками жидкости на защитные козырьки модуля экранирования, а оттуда - на двунаклонное днище технологического модуля и далее - на слив.
| СПОСОБ СТРУЙНОЙ ПРОМЫВКИ ДЕТАЛЕЙ НА ПОДВЕСКАХ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2097447C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЛЬВАНИЧЕСКОЙ ВАННЫ | 1996 |
|
RU2097446C1 |
| СПОСОБ А.Н.АЛЕКСЕЕВА УПРАВЛЕНИЯ ЭКРАНИРОВАНИЕМ И УДАЛЕНИЕМ ГАЗОВ, АЭРОЗОЛЕЙ И ИСПАРЕНИЙ ОТ ВАНН ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ И ГОРЯЧЕЙ ПРОМЫВКИ | 1992 |
|
RU2036256C1 |
| В П ТБАвтор | 0 |
|
SU406977A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

