Изобретение относится к обработке металлов давлением и может быть использовано в производстве полых деталей.
Наиболее близким к изобретению является способ изготовления полых изделий с отверстиями на боковой поверхности, при котором изготавливают полую заготовку, прошивают глухие отверстия с одной стороны и затем удаляют с другой стороны перемычки между доньями отверстий и поверхностью заготовки.
Недостатком этого способа является низкая производительность при прошивке отверстий и удалении перемычек.
Техническим результатом, на решение которого направлено изобретение, является повышение производительности.
Это достигается тем, что при выполнении способа изготовления полых изделий с отверстиями на боковой поверхности, при котором изготавливают водную заготовку, прошивают глухие отверстия с одной стороны и затем удаляют с другой стороны перемычки между доньями отверстий и поверхностью заготовки, одновременно с прошивкой глухих отверстий деформируют заготовку пластически в радиальном направлении, а при удалении перемычек удаляют с поверхности заготовки слой материала, равный толщине перемычки.
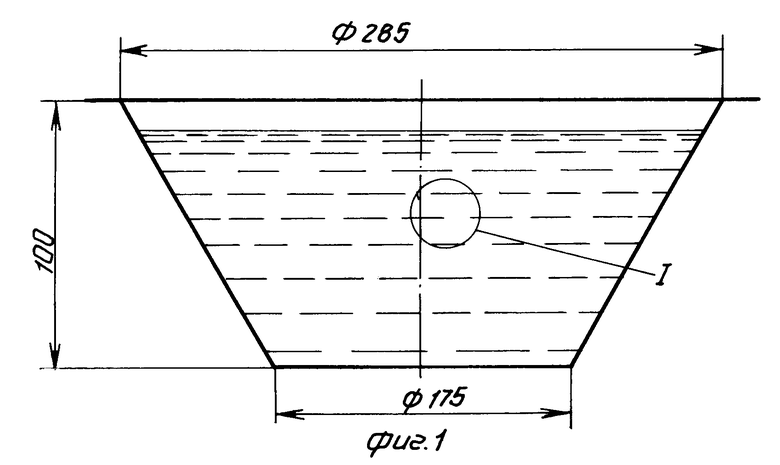
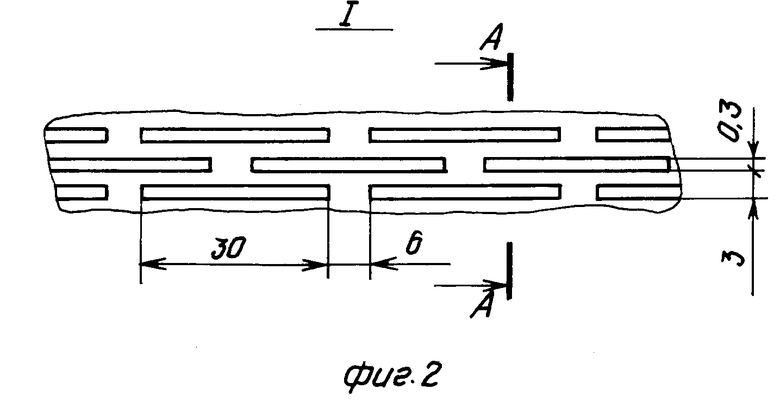
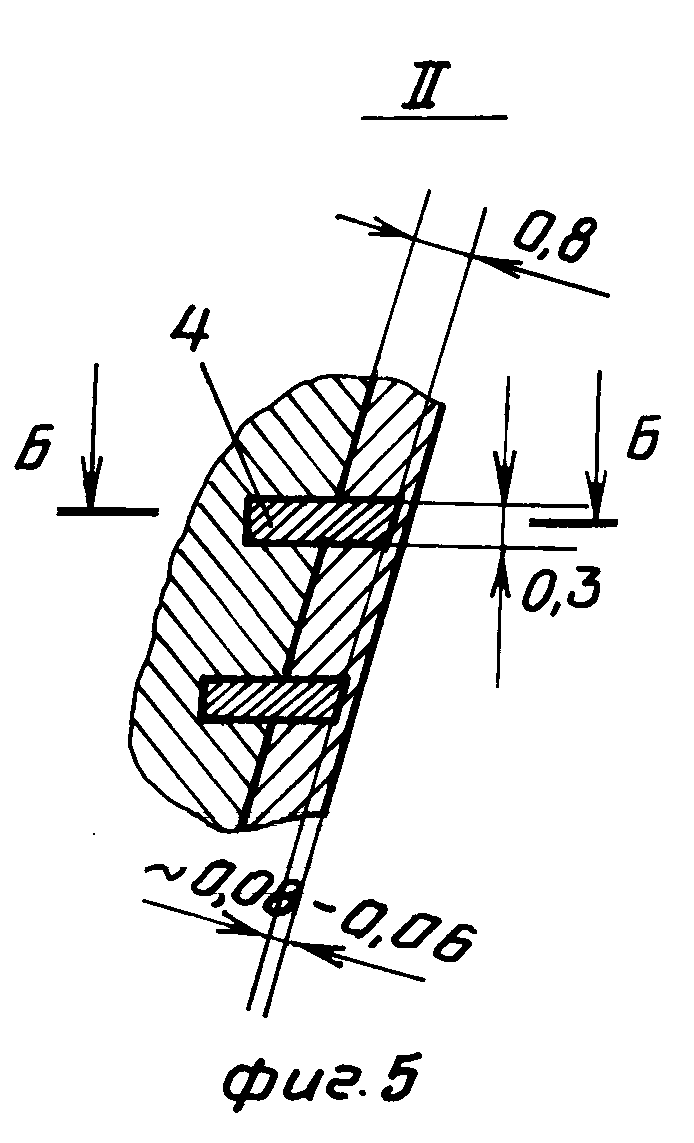
На фиг. 1 показан общий вид изделий; на фиг.2 - узел I на фиг.1; на фиг.3 - сечение А-А на фиг,2; на фиг.4 - схема обработки заготовки; на фиг. 5 - узел II на фиг.4; на фиг.6 - сечение Б-Б на фиг.5.
Способ поясняется чертежом на примере изготовления корпуса центрифуги для соковыжималки, представляющего собой полый усеченный конус из пищевого алюминия с толщиной стенки 0,8 мм и 630, пазами на боковой поверхности длиной 30 мм, шириной 0,3 мм (см. фиг.1). Для изготовления центрифуги вытягивают заготовку 1 (фиг.2) диаметром меньшим на 1,6 мм, затем устанавливают ее в разъемную матрицу 2 с обоймой 3 и пуансонами 4, выступающими над поверхностью матрицы на 0,8 мм, закрепляют заготовку 1 в матрице 2 и обкатывают давильным роликом 5, прикладывая к нему радиальное усилие N, вращая матрицу и перемещая ролик в осевом направлении.
Под действием ролика металл заготовки прилегает к поверхности матрицы, при этом пуансоны вдавливаются в тело заготовки, между торцами пуансонов и внутренней поверхностью центрифуги остаются перемычки, исчисляемые сотыми долями миллиметра, примерно 0,06-0,08 мм.
Затем матрицу выдвигают из обоймы, обеспечивая раздвижение секций и выход пуансонов из тела центрифуги, вынимают заготовку и снимают на токарном станке с внутренней поверхности слой до "вскрытия" отверстий, примерно 0,1 мм. Таким образом, получается деталь с требуемыми размерами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУКОРПУС ШАРОВОГО КРАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2597852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2216419C1 |
| Способ изготовления колец | 1990 |
|
SU1766564A1 |
| Способ изготовления колец | 1990 |
|
SU1766563A1 |
| Способ изготовления деталей и устройство для его осуществления | 1987 |
|
SU1472171A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2000 |
|
RU2169632C1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |



Использование: при обработке металлов давлением. Сущность изобретения: в полой заготовке прошивают глухие отверстия с одновременной пластической деформацией в радиальном направлении. Затем удаляют слой материала между доньями отверстий и поверхностью заготовки. Технический результат: повышение производительности. 6 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ С ОТВЕРСТИЯМИ на боковой поверхности, при котором изготавливают полую заготовку, прошивают глухие отверстия с одной стороны и затем удаляют с другой стороны перемычки между доньями отверстий и поверхностью заготовки, отличающийся тем, что одновременно с прошивкой глухих отверстий деформируют заготовку пластически в радиальном направлении, а при удалении перемычек удаляют с поверхности заготовки слой материала, равный толщине перемычки.
| Патент США N 3271988, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
