Изобретение относится к машиностроению и может быть использовано при создании оборудования для полирования, например, корпусов утюгов.
Известно устройство, содержащее вращающийся стол, на котором устанавливают подлежащее полировке изделие, над столом установлен рычаг, несущий вращающуюся полирующую головку из абразивного материала [1]. Рычаг смонтирован на ширине, что позволяет наклонить его с помощью цилиндра и обеспечить контакт головки с обрабатываемой поверхностью. Цилиндр встроен в систему подачи рабочей среды, которая снабжена установленным на входе регулятором давления. Благодаря этому к рычагу прилагается постоянное давление, обеспечивающее постоянное давление не зависимо от обрабатываемой площади и без изменения силы реакции на всех участках обрабатываемого контура.
Целью изобретения является повышение точности базирования при полировании тонкостенных деталей со сложным профилем по замкнутому контуру с изменяющейся величиной обрабатываемой площади на различных участках.
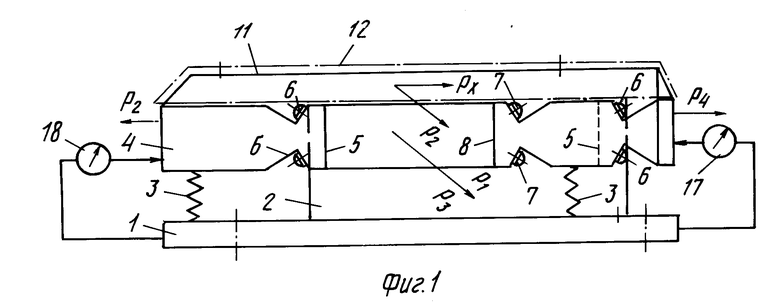
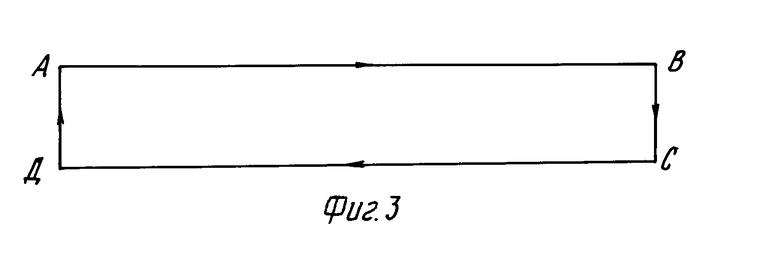
На фиг. 1 изображено устройство; на фиг.2 - то же, план; на фиг.3 - траектория движения устройства при обработке деталей.
Устройство для базирования детали со сложным профилем при обработке по замкнутому контуру содержит плиту 1, на которой установлено и закреплено неподвижное основание 2, опорные пружины 3 с установленным на них ложементом 4; плоские пружины 5, связывающие неподвижное основание 2 с ложементом 4; крепежные винты 6 для крепления плоских пружин на обоих концах; крепежные винты 7, фиксирующие один конец дополнительных пружин 8 в ложементе 4; регулировочные винты 9 и 10, установленные в неподвижном основании 2.
Обработка установленной на рабочей поверхности 11 детали 12 производится эластичными полировальными инструментами 13-16. Индикаторы 17 и 18 устанавливаются на период настройки устройства.
Устройство работает следующим образом.
Плита 1 устанавливается на спутнике линии и закрепляется, при этом спутник связан с конвейером линии. При движении конвейера по траектории, указанной на фиг.3 от точки А к точке В, устройству со спутником в соответствующих точках, совпадающих с осевой точкой 01, осью вращения устройства радиусом R, задается соответствующее вращение по радиусу R относительно полировального инструмента.
Инструменту 13 задают предварительный натяг в пределах от 1,5 до 2,5 мм. Ось инструмента разворачивают в пределах от 0 до 45o, а вращение инструмента задают таким образом, чтобы основная сила резания Pz была направлена в сторону основания, а сила Рx - по нормали к упругим силам пружин 5.
Результирующая сила Рz + Pх = Р1 равна усилию крутящего момента инструмента 13).
Во время обработки радиусной части детали 12 в работе участвуют только плоские пружины 5, которые обеспечивают плоско-параллельное перемещение корпуса 4 и соответствующее отслеживание деталью 12 в случаях отклонения от теоретического профиля радиуса R относительно инструмента 13. Во время движения спутника от точки В к точке С сохраняется прямолинейное движение спутника с устройством относительно полировального инструмента 14, развернутого под углом от 0 до 45o. На этой траектории в работе участвуют плоские пружины 5 и дополнительные пружины 8, взаимодействующие с настроечными винтами 9.
На участке В-С пружины 5 имеют меньшую жесткость и величину упругих сил, чем силы резания, поэтому, чтобы достичь уровня реакций сил Р1 силами Р2, посредством винтов 9 вводятся в работу дополнительные упругие силы от спиральных пружин 8. Далее на участке С-В обработка второй радиусной части детали 12 осуществляется разворотом на точке вращения О2 относительно полировального инструмента 15, развернутого от 0 до 45o в той же плоскости, что и инструмент 13. Обработка производится аналогично обработке первой радиусной поверхности с усилиями Рз, равными Р1. На участке траектории Д-А обработка производится на прямолинейном участке детали 12 инструментом 16, развернутом также под углом от 0 до 45o. Инструментам 14, 15, 16 как и инструменту 13, задается предварительный натяг в пределах от 1,5 до 2,5 мм в зависимости от жесткости полировального инструмента. На этом участке силы резания превышают силы резания плоских пружин 5, поэтому для уравновешивания сил резания и сил реакции посредством встречных винтов 10 вводятся дополнительные упругие силы от пружин 8.
На всех участках обработки детали 12 в работе участвуют опорные пружины 3, которые исключают перекос плоских пружин 5 и способствуют плоскопараллельному перемещению ложемента 4, что позволяет использовать плоские пружины 5 минимальной жесткости, составляющие в сумме силы реакции от нуля до 3,0 кг, что необходимо для обработки тонколистовых деталей с деформированным профилем по контуру до ±1,0 мм. Опорные пружины 3 исключают деформацию плоских пружин 5 в случае превышения силами резания Pz тангенциальных упругих сил плоских пружин 5.
Снабжение устройства дополнительными пружинами 8 позволяет получить наибольшую величину реакции пружин по сравнению с плоскими пружинами 5 при малом линейном отклонении одного конца пружин 8.
Введение в устройство пружин 8 сокращает или полностью исключает автоколебания подвесной системы, так как спираль в любом сечении представляет ребро.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования внутренних радиусных сопряжений поверхностей деталей | 2018 |
|
RU2674376C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| КОМПЛЕКС ДЛЯ ОБРАБОТКИ РАДИУСНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 2007 |
|
RU2360770C2 |
| Устройство для внутреннего шлифования | 2023 |
|
RU2813450C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ТОЧНОСТЬЮ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1992 |
|
RU2008167C1 |
| УСТРОЙСТВО ДЛЯ ЗАВАЛЬЦОВКИ ДЕТАЛЕЙ | 1997 |
|
RU2119397C1 |
| УСТРОЙСТВО ДЛЯ СРЕЗАНИЯ ЗАКЛЕПОК | 2001 |
|
RU2210456C2 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
Использование: для базирования детали со сложным профилем при обработке по замкнутому контуру с получением одинакового качества обработки на всех участках. Сущность изобретения: между неподвижным основанием 2 и ложементом 4 параллельно рабочей поверхности ложемента установлены плоские пружины 5 и дополнительные пружины 8 в виде закрученных вокруг продольной оси полос, одни концы всех пружин закреплены на основании, а другие концы пружин 5 - на ложементе 4. Другие концы пружин 8 расположены в пазах ложемента 4 между винтами 9 и 10. 3 ил.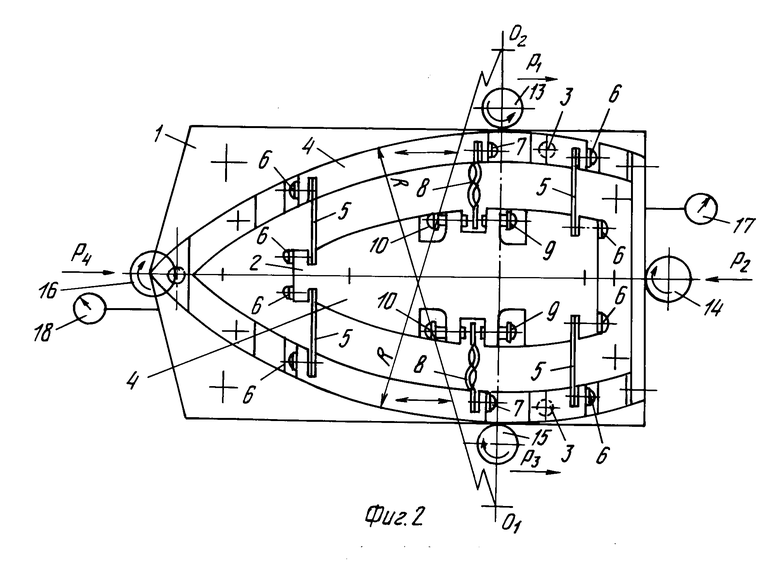
УСТРОЙСТВО ДЛЯ БАЗИРОВАНИЯ ДЕТАЛИ со сложным профилем при обработке по замкнутому контуру на шлифовальных станках, содержащее основание, расположенные на нем опоры и размещенный на опорах подвижный ложемент под деталь, отличающееся тем, что, с целью повышения точности базирования, оно снабжено размещенными параллельно рабочей поверхности ложемента плоскими пружинами и дополнительными пружинами в виде закрученных вокруг продольной оси полос, одни концы всех пружин жестко связаны с ложементом, другие концы плоских пружин жестко связаны с основанием, а другие концы дополнительных пружин установлены в выполненных в ложементе пазах между введенными в устройство регулировочными винтами, при этом опоры в виде спиральных пружин сжатия.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Акустический концентратор для ультразвуковой обработки | 1957 |
|
SU128277A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
