Изобретение относится к литейному производству и может быть использовано в различных машиностроительных отраслях, например автомобилестроении.
Известен способ формовки блока газифицируемых моделей, при котором после переноса модельного блока из магазина блоков в опоку его удерживают с помощью захвата в опоке с заданным вертикальным положением стояка и подают в опоку сыпучий наполнитель (песок) с одновременным его уплотнением вибрацией, причем подачу наполнителя из расходного бункера в опоку ведут свободнопадающим потоком кругового сечения, вводя весь дозированный объем наполнителя за один прием, что следует отнести к недостаткам такого способа, так как воздействие на модели падающей сверху массы наполнителя приводит к их частичному или полному повреждению.
Известен способ формовки блока газифицируемых моделей, включающий захват блока, простановку его в опоку, подачу в опоку сыпучего наполнителя с одновременным его уплотнением вибрацией, при котором подачу наполнителя ведут из расходного бункера направленным дозированным потоком по введенному в опоку каналу с постепенным увеличением объема наполнителя в опоке путем перемещения выхода этого канала снизу вверх в заданном технологическом режиме до полного выхода из опоки. Наполнитель подают по нескольким каналам, размещаемым внутри блока в промежутках между моделями, выход этих каналов располагают выше нижнего уровня блока с тем, чтобы к началу виброуплотнения первично подать в опоку дозу наполнителя, обеспечивающую высоту заформовки, удерживающую блок вертикально, причем используют каналы постоянной протяженности, что из-за усложнения захвата блока, проводимого в присутствии каналов, и необходимости перемещения массивного комплекса используемых технических средств снижает экономичность и надежность процесса.
То, что требуемую дозу наполнителя подают в каналы и отсекают от них поэтапно (по мере срабатывания шибера) также снижает надежность формовки, так как способствует появлению зон с неодинаковой степенью заформовки.
Необходимость перемещений больших масс, их останова и позиционирования способствует усилению производственного шума, требует повышенных расходов на их осуществление, а благодаря растыковке в процессе виброуплотнения системы опока-бункер выбросы образующейся пыли ухудшают экологическое состояние окружающей производственной среды.
Цель изобретения - повышение надежности, экономичности и экологичности процесса.
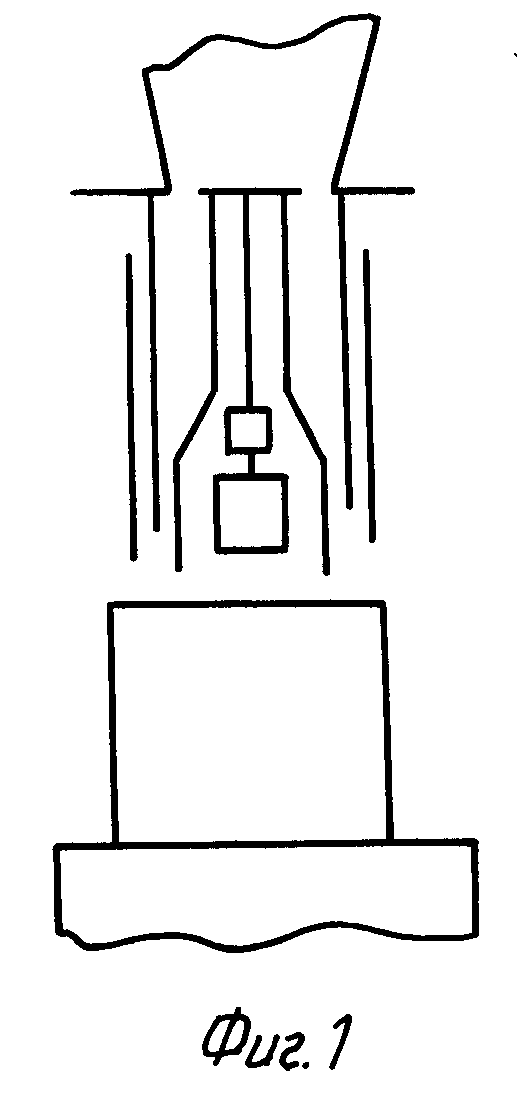
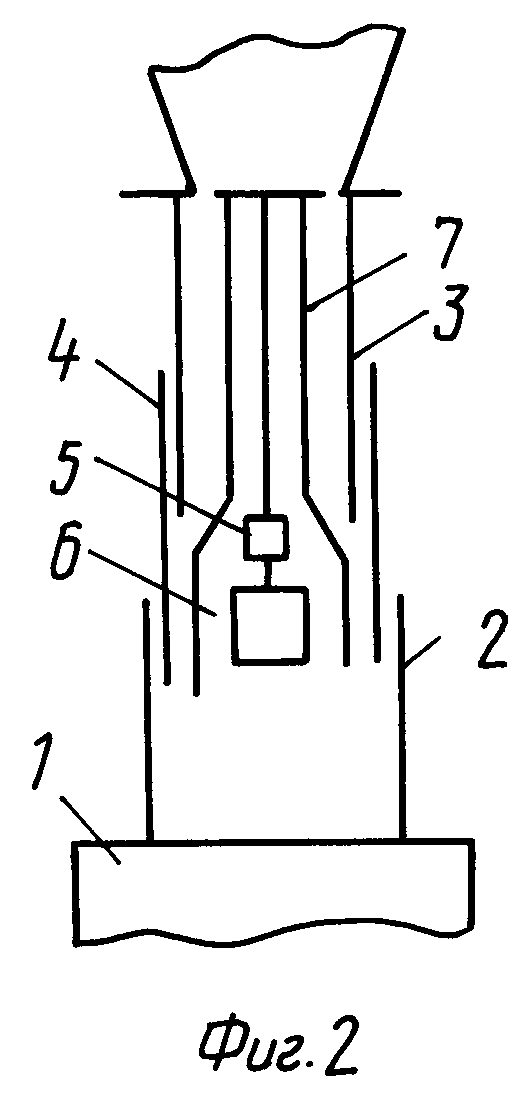
На фиг. 1, 2 и 3 представлены этапы осуществления способа.
Способ реализуется в устройстве, содержащем вибростол 1 под опоки 2, расходный бункер с корпусом 3 и выдвижной частью 4, подвижный захват 5 для простановки блока 6 моделей, защитный кожух 7, выполненный с возможностью осевых перемещений.
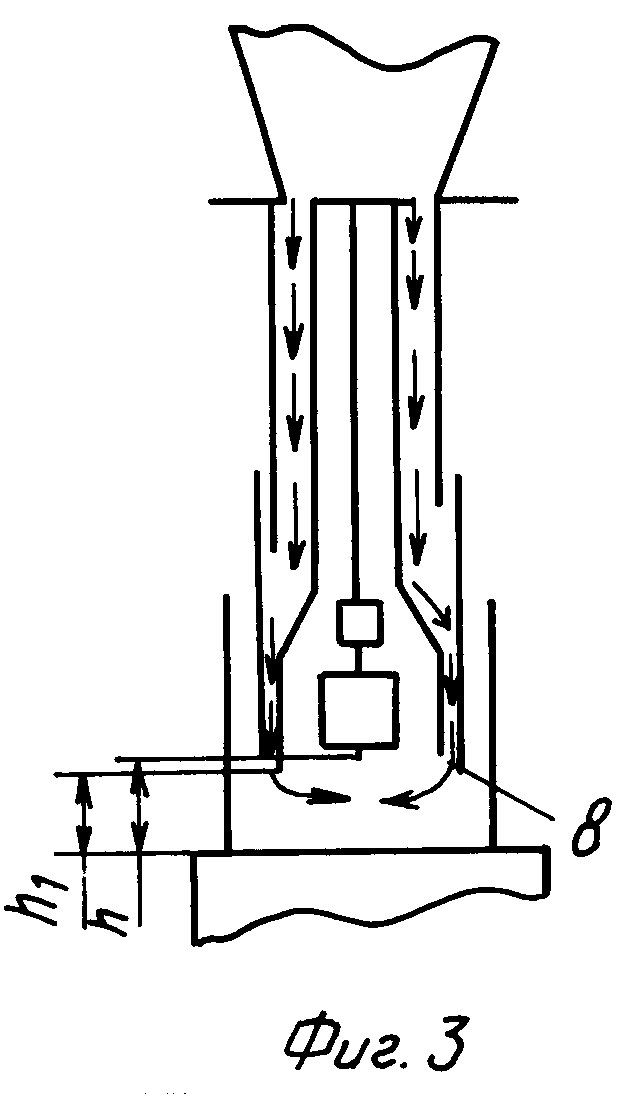
Подлежащий заформовке блок 6 моделей с помощью захвата 5 переносят к установленной на вибростоле 1 опоке 2 и осуществляют простановку блока 6 в опоку 2 с заданным вертикальным положением его стояка до размещения нижнего уровня моделей на расстоянии h от дна опоки. При этом одновременно с простановкой формируют вводимый в опоку подающий канал. Канал образуют совместным перемещением защитного кожуха 7 и выдвижной части 4 корпуса 3 внутрь опоки, которое заканчивают на расстоянии h1 от дна опоки, обеспечивая таким образом размещение выхода 8 подающего канала под нижним уровнем моделей. Подачей наполнителя из расходного бункера канал наполняют требуемой по технологии дозой и начинают виброуплотнение наполнителя, который в опоку поступает через выход 8 канала снизу вверх. Благодаря разрежению, создаваемому в канале, осуществляется принудительный отвод пыли в пылеулавливающую сторону. Затем кожуху 7 и части 4 корпуса сообщают перемещение вверх с заданной скоростью и путем уменьшения протяженности канала обеспечивают перемещение его выхода 8 вверх в заданном технологией режиме, определяемом с учетом свойств наполнителя и скорости его истечения из канала, конфигурации моделей, заданной плотности формы и т. п. условий, регулируя тем самым скорость наращивания объема наполнителя в опоке. Для предупреждения повреждения стояка блока 4 от возникающих на определенном этапе заформовки напряжений изменяют режим контакта захвата со стояком с жесткого на "плавающий" в пределах допустимых для сохранения заданного центри- рования стояка относительно оси опоки.
По достижении полной высоты заформовки снимают разрежение в канале и осуществляют вывод выхода канала 8 за пределы опоки. Формовка блока закончена. Вибростол отключают и готовую опоку снимают.
Изобретение позволяет улучшить экологию процесса, повысить надежность захвата и заформовки блоков, а также центрирование стояка блока относительно опоки и снизить энергоемкость процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРОСТАНОВКИ И ФОРМОВКИ В ОПОКАХ БЛОКОВ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 1991 |
|
RU2029654C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 1986 |
|
SU1438090A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК В ВАКУУМНО-ПЛЕНОЧНЫХ ФОРМАХ | 1990 |
|
RU2020025C1 |
| АГРЕГАТ ОБЖИГА И ЗАФОРМОВКИ КЕРАМИЧЕСКИХ БЛОКОВ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1972 |
|
SU419294A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| ГОРЕЛКА ДЛЯ ГАЗОПЛАМЕННОГО НАПЫЛЕНИЯ | 1989 |
|
RU2033277C1 |
| Установка для изготовления и выбивки форм из сыпучего материала при литье по газифицируемым моделям | 1990 |
|
SU1773550A1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ | 1990 |
|
RU2070469C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ДЛЯ КРУПНЫХ ОТЛИВОК В ЯМЕ ПО МОДЕЛИ | 1991 |
|
RU2026126C1 |
| Литейная форма | 1985 |
|
SU1310099A1 |
Сущность изобретения: опоку с установленным в нем блоком заполняют песком, который подают из расходного бункера по изолированному от моделей кольцевому каналу эквидистантно наружному контуру блока, причем канал формируют после осуществления захвата блока одновременно с его установкой в опоку и выход канала размешают ниже уровня моделей. После заполнения канала дозой песка выход канала перемещают снизу вверх до полного вывода из опоки, что обеспечивает подачу песка в опоку с плавным послойным увеличением его объема. Перемещение выхода канала обеспечивает изменение его размера по вертикали, например за счет телескопической конструкции, что позволяет избежать затраты на перемещение тяжелонагруженных бункеров с песком, снизить производственный шум. 3 ил.
СПОСОБ ФОРМОВКИ БЛОКА ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ В ОПОКЕ, включающий захват блока, простановку его в опоке и подачу в опоку сыпучего наполнителя с одновременным его уплотнением вибрацией, при котором подачу наполнителя ведут из расходного бункера направленным дозированным потоком по введенному в опоку каналу с постепенным увеличением объема наполнителя в опоке путем перемещения выхода этого канала снизу вверх в заданном режиме до полного выхода из опоки, отличающийся тем, что, с целью повышения надежности, экономичности и экологичности процесса, подачу наполнителя осуществляют по кольцевому каналу, эквидистантному наружному контуру блока и изолированному от моделей, причем канал формируют по окончании захвата одновременно с простановкой блока в опоку, размещая его выход ниже уровня моделей, вводят в канал заданную дозу наполнителя, после чего осуществляют перемещение выхода канала путем уменьшения его протяженности, причем в канале создают разряжение.
| Патент США N 4854369, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
