Изобретение относится к обработке шлифованием по основной и двум вспомогательным поверхностям полых цилиндрических изделий, в частности к производству инъекционных игл.
Известны способы шлифования - заточки изделий типа тел вращения.
Основным недостатком известных способов заточки игл является низкий уровень технологичности, в частности высокая стоимость оборудования и большой расход вспомогательных материалов.
Наиболее близким по технической сущности является способ заточки инъекционных игл, для осуществления которого необходимо довольно сложное оборудование и в качестве вспомогательного материала применяется липкая лента одноразового использования, что существенно понижает уровень технологичности.
Целью изобретения является повышение технологичности заточки игл.
Это достигается тем, что заточка инъекционных игл производится путем размещения их между вращающимся барабаном и гибкой перемещающейся лентой с подводом шлифовального круга и последовательной обработкой игл по основной и двум вспомогательным поверхностям, причем шлифовальный круг имеет три рабочих пояска с шириной, равной диаметру обрабатываемой иглы, а расстояние между первым и вторым поясками выбирают равным не менее 1/6 и между вторым и третьим не менее 1/4 периметра обрабатываемой иглы, при этом скорость вращения гибкой ленты выбирают большей скорости вращения барабана.
Использование предлагаемого способа заточки инъекционных игл позволяет снизить себестоимость изготовления их за счет упрощения конструкции оборудования и уменьшения расхода вспомогательных материалов, например, за счет отсутствия необходимости использования липкой ленты.
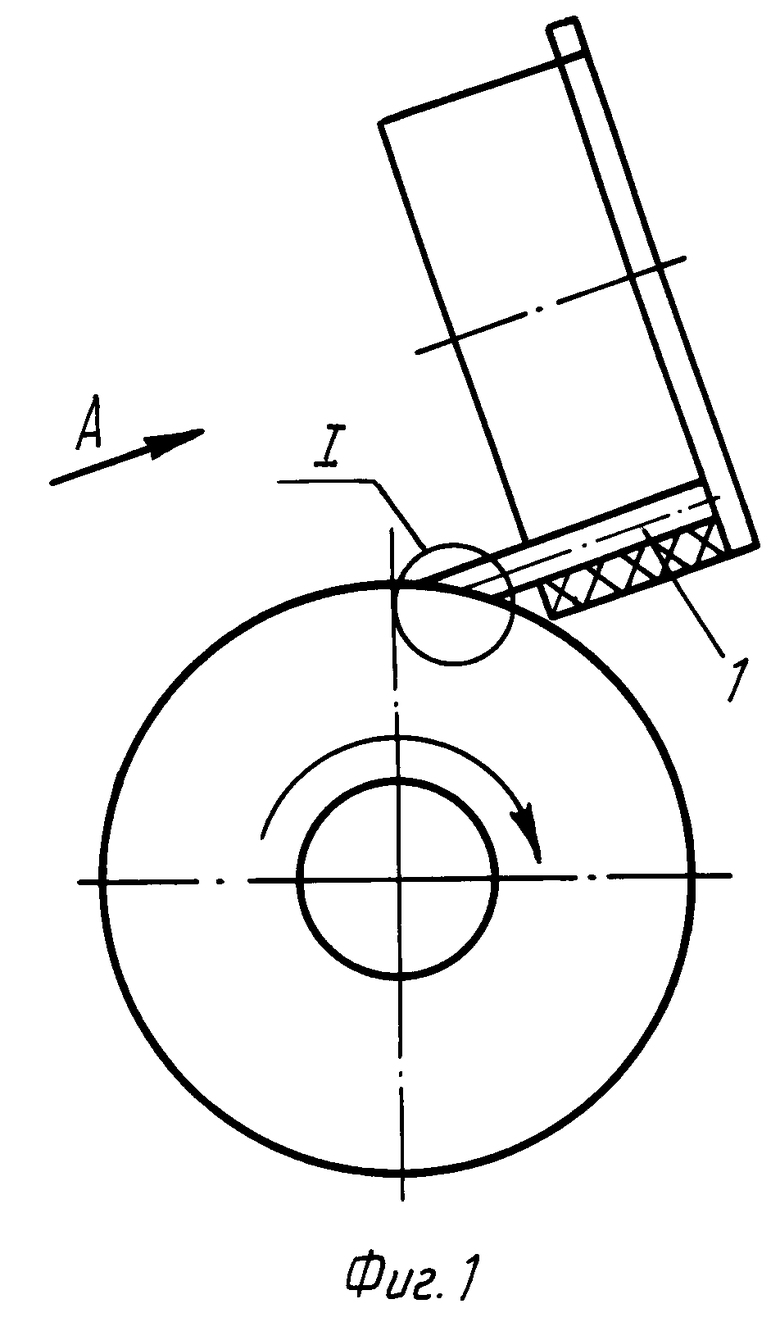
Способ поясняется фиг. 1 и 2.
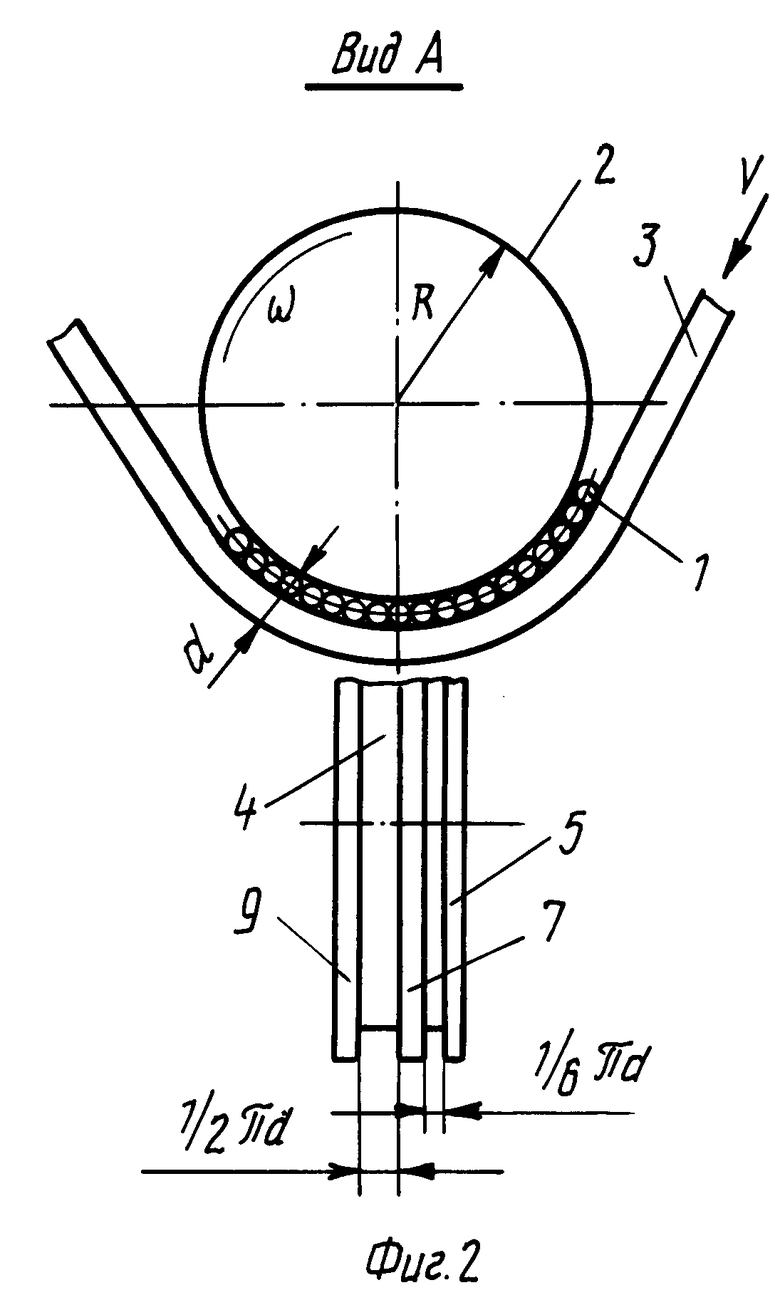
Инъекционные иглы 1 (см. фиг. 1) подают в зону между барабаном 2 и гибкой перемещающейся лентой 3, плотно перемещающей их к наружной поверхности барабана и одновременно вращающей их вокруг собственной оси за счет разности линейных скоростей перемещения ленты и наружной поверхности барабана. При этом разность скоростей выбирается такой, чтобы в зоне обработки игл вращающимся инструментом 4, например шлифовальным кругом, трубки развернулись примерно на 360о. Секция 5 режущего инструмента формирует основную поверхность заточки 6. Между секцией 5 и секцией 7 режущего инструмента предусмотрен зазор в 1/6 периметра инъекционной иглы для того, чтобы последняя развернулась на 60о с целью формирования первой вспомогательной поверхности 8. Между секциями 7 и 9 предусмотрен зазор в 0,5 периметра инъекционной иглы, чтобы эта трубка могла свободно развернуться на 180о. Секция 9 обрабатывает вторую вспомогательную поверхность 10 заточки иглы.
На фиг. 2 для пояснения изображен один из вариантов инъекционной иглы, получаемой по предлагаемому способу (d - наружный диаметр иглы).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТОЧКИ ПУСТОТЕЛЫХ КОЛЮЩИХ МЕДИЦИНСКИХ ИНСТРУМЕНТОВ | 2003 |
|
RU2237569C1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| СПОСОБ ЗАТОЧКИ ЗУБЬЕВ ЛЕНТОЧНЫХ ПИЛ | 1992 |
|
RU2043184C1 |
| Полуавтомат для заточки изделий типа инъекционных игл | 1980 |
|
SU931347A1 |
| Устройство для определения динамических характеристик абразивного инструмента | 1982 |
|
SU1146179A1 |
| Станок с ЧПУ для заточки инъекционных игл одноразовых шприцов | 1990 |
|
SU1774911A3 |
| СТАНОК ДЛЯ МОНТАЖА И ЗАТОЧКИ ПИЛЬЧАТОЙ ГАРНИТУРЫ БАРАБАНОВ И ВАЛИКОВ ЧЕСАЛЬНОЙ МАШИНЫ | 1990 |
|
RU2026426C1 |
| Прерывистый шлифовально-полировальный круг | 1988 |
|
SU1590363A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
Использование: при шлифовании изделий типа инъекционных игл. Сущность изобретения: трубки инъекционных игл подаются в зону между цилиндрической вращающейся поверхностью барабана и гибкой перемещающейся лентой, плотно прижимающей иглы к поверхности барабана с одновременным вращением их вокруг оси, что позволяет развернуть их в зоне обработки на 360°. Обрабатывающий инструмент состоит из трех секций и формирует за счет соответствующих зазоров грани. 2 ил.
СПОСОБ ЗАТОЧКИ ИНЪЕКЦИОННЫХ ИГЛ, при котором последние размещают между вращающимся барабаном и гибкой перемещающейся лентой, после чего подводят шлифовальный круг и производят последовательную обработку игл по основным и двум вспомогательным поверхностям, отличающийся тем, что берут шлифовальный круг с тремя рабочими поясками, ширину каждого из которых выбирают равной диаметру обрабатываемой иглы, а расстояние между первым и вторым поясками выбирают равным не менее 1/6, а между вторым и третьим - не менее 1/4 периметра обрабатываемой иглы, при этом частоту вращения гибкой ленты выбирают большей частоты вращения барабана.
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
