Изобретение относится к способам получения метил-трет-бутилового эфира (МТБЭ), широко используемого в качестве высокооктанового компонента автомобильных бензинов. Кроме того, изобретение может быть использовано для выделения изобутилена из изобутиленсодержащих С4-фракций и очистки С4-фракций от изобутилена.
Известны способы получения МТБЭ с высокими степенями извлечения изобутилена в реакторах проточного типа. Так по патенту ФРГ N 2521964 (1) МТБЭ получают в две ступени, причем в первую реакционную зону прямотоком подается смесь углеводородов С4, содержащая изобутилен, с метанолом при температуре 50-90оС и давлении 10-30 атм, где изобутилен частично реагирует с метанолом, после чего образовавшийся эфир путем дистилляции отделяется от непрореагировавших углеводородов и метанола, которые далее подают во вторую реакционную зону, где при температуре 60-100оС и давлении 15-40 атм ведут контактирование в присутствии макропористого сульфокатионита. Образующийся МТБЭ дистилляцией отделяют от непрореагировавших углеводородов. (Содержание изобутилена в потоке отработанной фракции С4 по примерам достигает 0,3%). Высокие степени извлечения изобутилена достигаются за счет многоступенчатости реакторного узла и, как следствие, повышения металлоемкости и энергозатрат.
Известны способы получения МТБЭ с достижением высоких степеней извлечения изобутилена за счет использования реактора реакционно-ректификационного типа. В этом случае высокая степень извлечения достигается главным образом благодаря сдвигу равновесия за счет вывода продуктов из зоны реакции (2).
Наиболее близким по технической сущности и достигаемому результату является способ получения метил-трет-С4-С5 алкиловых эфиров противоточным контактированием метанола и фракции углеводородов, содержащей третичные С4-С5-олефины, на ионитном формованном катализаторе в аппарате реакционно-ректификационного типа (3). Сверху аппарата отбирают фракцию, содержащую углеводороды, часть которой в виде флегмы возвращают в реакционно-ректификационный аппарат, целевой продукт отбирается в виде кубового продукта. Аппарат включает три последовательно расположенные зоны: верхнюю ректификационную, реакционно-ректификационную и нижнюю ректификационную.
Подача исходной углеводородной фракции осуществляется в низ реакционно-ректификационной зоны под слой катализатора, подача метанола - сверху этой же зоны - на слой катализатора. Концентрация изобутилена в точке подачи метанола соответствует остаточному содержанию изобутилена в отработанной фракции. Используемый в данном процессе ионитный формованный катализатор характеризуется высокой активностью, механической прочностью и низким гидродинамическим сопротивлением.
Способ позволяет достичь высокой конверсии изобутилена (до остаточного содержания изобутилена в отработанной С4-фракции 0,5%).
Недостатками описанного способа являются недостаточная производительность процесса и значительные энергозатраты, особенно на стадии рекуперации метанола.
Следует отметить, что в процессе синтеза МТБЭ имеет место реакция межмолекулярной дегидратации метанола, приводящая к образованию диметилового эфира (ДМЭ). Хотя в перечисленных патентах и не упоминается о наличии этого компонента в продуктах реакции, однако из литературы известно, что отработанная в процессе синтеза МТБЭ фракция содержит ДМЭ, например по технологии "Эрдольхеми" 0,1%. [Производство метил-трет-алкиловых эфиров - высокооктановых компонентов бензинов] Там же упоминаются способы, направленные на очистку этой фракции от ДМЭ.
Целью изобретения является повышение производительности процесса, уменьшение потерь метанола на образование диметилового эфира и уменьшение его энергоемкости.
Поставленная цель достигается описываемым способом получения МТБЭ из метанола и изобутиленсодержащих фракций путем контактирования с катионитным катализатором в реакционном узле, включающем реактор реакционно-ректификационного типа, с отделением углеводородов С4 и метанола, который рециркулируют, в котором метанол подают в реакционно-ректификационный реактор на отметку, соответствующую концентрации изобутилена на 1-4% выше, чем требуемое его остаточное содержание в отработанной С4-фракции.
При введении метанола в реакционно-ректификационный аппарат в точку над катализаторным слоем 3-4% метанола уходят в виде азеотропа с отработанной фракцией С4. Точка ввода метанола, соответствующая концентрации изобутилена на 1-4% выше, чем требуемое остаточное содержание его в отработанной фракции, может в зависимости от состава сырья, условий процесса и требований к отработанной фракции располагаться как внутри реакционной зоны, так и в нижней ректификационной зоне. В этом случае за счет взаимодействия с изобутиленом на слое катализатора, расположенном над точкой ввода метанола, концентрация последнего в отработанной фракции С4 может быть снижена, что в свою очередь ведет к уменьшению энергозатрат на рекуперацию метанола.
К числу преимуществ изобретения следует отметить, что с изменением точки ввода метанола уменьшается и выход ДМЭ от 0,5% (по верху реакционно-ректификационного реактора) вплоть до 0,02%. Это можно объяснить уменьшением концентрации метанола в реакционной зоне рассматриваемого реактора.
Введение метанола в точку с концентрацией изобутилена выше, чем на 4% требуемого его остаточного содержания в отработанной фракции, ухудшает равновесные возможности и не позволяет повысить конверсию изобутилена и производительность процесса.
Отличием предложенного способа от известного является точка ввода метанола в реакционно-ректификационный аппарат, в котором концентрация изобутилена на 1-4% выше, чем требуемое остаточное содержание его в отработанной С4-фракции.
В патентной и научно-технической литературе указанный признак не описан в составе другого объекта, позволяющий снизить энергоемкость процесса, потери метанола и повысить производительность.
Таким образом, заявленное техническое решение соответствует критериям изобретения "существенные отличия" и "положительный эффект".
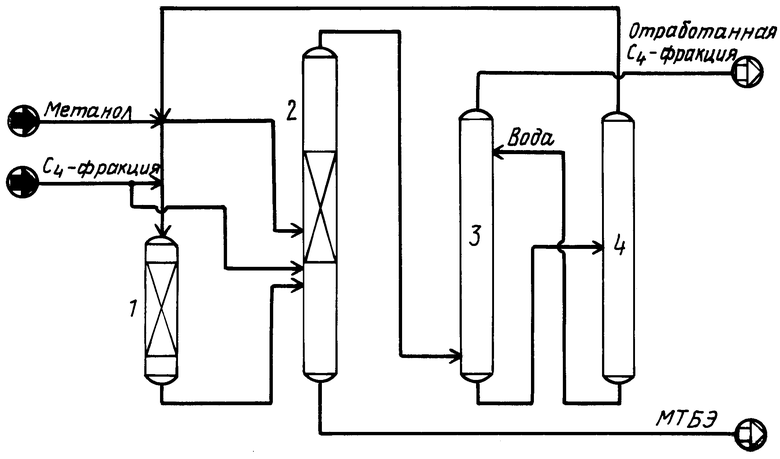
Предложенный способ может быть реализован в реакционном узле, включающем как один реактор - реакционно-ректификационного типа, так и в схеме из нескольких реакторов, включающей в том числе реакционно-ректификационный реактор. Варианты оформления реакционного узла приведены на чертеже.
Исходная С4-фракция, содержащая изобутилен, в смеси с исходным метанолом в молярном отношении метанол:изобутилен 0,8-1,2, подаются в прямоточный реактор 1, заполненный ионитным катализатором. Полученная реакционная смесь, содержащая как непрореагировавшие исходные вещества, так и продукты реакции, подается в нижнюю ректификационную зону реакционно-ректификационного аппарата 2.
Оставшаяся часть исходной С4-фракции или вся - в случае использования только одного реактора - реакционно-ректификационной подается в реакционно-ректификационный аппарат 2 под слой катализатора, а метанол в точку питания, соответствующую концентрации изобутилена на 1-4% выше, чем требуемое остаточное содержание его в отработанной фракции.
Аппарат 2 предназначен для синтеза МТБЭ из изобутилена, и метанола, а также для отгонки непрореагировавших углеводородов С4 от продуктов реакции.
Аппарат 2 состоит из 3 зон: двух ректификационных - верхней зоны отгонки непрореагировавших углеводородов С4 от метанола и нижней зоны ректификации МТБЭ от углеводородов С4 и реакционной (средней). Обе ректификационные зоны снабжены массообменными контактными устройствами (тарелками или насадкой), реакционная зона заполнена ионитным формованным катализатором.
Из куба аппарата 2 вводится МТБЭ, с верха - смесь непрореагировавших углеводородов С4 с метанолом, которая направляется на водную отмывку в экстрактор 3. Отмытая фракция отбирается с верха экстрактора 3.
Водно-метанольная смесь с низа экстрактора 3 подается на ректификацию в колонну 4. Сверху колонны 4 отбирается метанол, возвращаемый в рецикл на стадию синтеза МТБЭ, из куба колонны 4 выводится вода, направляемая на отмывку в экстрактор 3.
Способ иллюстрируется следующими примерами. Во всех примерах процесс проводят согласно технологической схеме, изображенной на чертеже.
П р и м е р 1. Метил-трет-бутиловый эфир получают взаимодействием метанола и изобутилена, содержащегося в С4-фракции, на лабораторной установке непрерывного действия. Требуемое остаточное содержание изобутилена составляет 0,3% . Лабораторная установка включает реакционно-ректификационный аппарат, состоящий из трех зон верхней и нижней - ректификационных эффективностью по 15 теор. тарелок и средней - реакционной. Последняя заполнена ионитным формованным катализатором КИФ в смеси с кольцами Рашига 15х15 объем этой зоны 190 л, в том числе 80 л катализатора КИФ.
Катализатор КИФ представляет собой продукт сульфирования композиции сополимера стирола с дивинилбензолом (70%) и термопластичного материала (полиэтилена) (30%). Внешний вид катализатора - гранулы цилиндрической формы длиной 5-10 мм диаметром 4-6 мм. Полная статическая обменная емкость (ПСОЕ) катализатора около 3,5 мг-экв Н+/г абс. сух. катализатора.
Фракция углеводородов С4 в количестве 28,2 кг/ч, содержащая 45 мас.% изобутилена, подается в реакционно-ректификационный аппарат 2 под слой катализатора.
Свежий метанол, смешанный с метанолом рецикла, в количестве 7,8 кг/ч подается в реакционно-ректификационный аппарат в расположенную в реакционной зоне точку, соответствующую концентрации изобутилена 1,3%, что на 1% выше, чем требуемое остаточное содержание последнего в отработанной фракции, которое составляет 0,3%.
Температура верха аппарата 60оС, в реакционной зоне 60-76оС, куба - 130-135оС.
Сверху аппарата 2 отбирают в количестве 16,0 кг/ч отработанную С4 фракцию, состоящую на 97,2% из непрореагировавших углеводородов, в том числе 0,3% изобутилена, 2,6% метанола и 0,2% ДМЭ, которую направляют на отмывку. Часть отработанной фракции в количестве 64 кг/ч возвращают в аппарат 2 в качестве флегмы (флегмовое число 4).
Из куба аппарата 2 отбирают в количестве 20,0 кг/ч МТБЭ, имеющий следующий состав, мас.%: С4-углеводороды 0,1; МТБЭ 98,2; метанол 1,2; ТМК 0,3; димеры изобутилена 0,2.
Конверсия изобутилена 99,7%.
Производительность по МТБЭ 251 кг/л катализатора час.
Отмывку отработанной С4 фракции от метанола проводят в экстракторе 3, заполненном кольцами Рашига. Противотоком к фракции подают воду в количестве 4,0 кг/ч. Сверху экстрактора отбирают отмытую С4-фракцию в количестве 15,6 кг/ч, содержащую 0,3 мас.% изобутилена, 0,2% ДМЭ и не более 0,01 мас.% метанола. Снизу экстрактора в количестве 4,4 кг/ч выводят промывную воду, содержащую 9,4% метанола и направляют ее на ректификацию.
Сверху ректификационной колонны 4 отбирают метанол в количестве 0,4 кг/ч, который направляют в рецикл на смешение со свежим метанолом. Из куба ректификационной колонны 4 выводят фузельную воду в количестве 4,0 кг/ч, содержащую 0,01 мас.% метанола.
Расход пара (6 ата) на 1 т МТБЭ 0,42 Т, энергоемкость процесса 48 тут на 1000 т МТБЭ.
Потери метанола на образование ДМЭ в расчете на 1 т МТБЭ составляют 2,2 кг.
П р и м е р 2 (сравнительный). Процесс ведут согласно примеру 1, только метанол (свежий, или смешанный с рециклом) подают в реакционно-ректификационный аппарат 2 в точку над катализаторным слоем. Концентрацию изобутилена в этой точке 1 мас.%, что соответствует концентрации изобутилена в отработанной фракции.
Сверху аппарата 2 отбирают в количестве 16,2 кг/ч отработанную фракцию, состоящую на 96,9% из непрореагировавших углеводородов, в том числе 1,0% изобутилена, 3,1% метанола, и 0,5% ДМЭ, которую направляют на отмывку.
Из куба аппарата 2 отбирают в количестве 19,9 кг/ч МТБЭ, имеющий следующий состав, мас.%: С4-углеводороды 0,1 МТБЭ 97,8 метанол 1,1 ТМК 0,5; димеры изобутилена 0,5.
Конверсия изобутилена 98,8%.
Производительность по МТБЭ 248 г/л катализатора час.
Для отмывки отработанной фракции С4 от метанола в экстрактор 3 противотоком к фракции подают воду в количестве 4,8 кг/ч. Сверху экстрактора отбирают отмытую С4-фракцию в количестве 15,7 кг/ч, содержащую 1,0 мас.% изобутилена и не более 0,01 мас.% метанола. Снизу экстрактора в количестве 5,3 кг/ч выводят промывную воду, содержащую 9,4% метанола и направляют ее на ректификацию.
Сверху ректификационной колонны 4 отбирают метанол в количестве 0,5 кг/ч, который направляют в рецикл на смешение со свежим метанолом. Из куба ректификационной колонны 3 выводят фузельную воду в количестве 4,8 кг/ч, содержащую 0,01 мас.% метанола. Расход пара 1 т МТБЭ - 0,45 т, энергоемкость процесса 51 тут на 1000 т МТБЭ.
Потери метанола на образование ДМЭ в расчете на 1 т МТБЭ составляют 5,6 кг.
П р и м е р 3. Фракция углеводородов С4 в количестве 47,1 кг/ч, содержащая 45 мас.% изобутилена, в смеси с 12,1 кг/ч метанола подается в проточный реактор 1, заполненный ионитным формованным катализатором КИФ (30 л). На выходе из реактора 1 реакционная смесь содержит 49,1% непрореагировавших углеводородов С4 (концентрация изобутилена в них 10,9%), 3,1% метанола и 47,8% МТБЭ. Полученная смесь направляется в реакционно-ректификационный аппарат 2 в нижнюю ректификационную зону. Пары непрореагировавших углеводородов С4 и метанол поднимаются вверх и в реакционной зоне аппарата 2 изобутилен и метанол взаимодействуют с образованием МТБЭ. В реакционную зону реакционно-ректификационного аппарата дополнительно подается 1,0 кг/ч метанола в точку, соответствующую содержанию изобутилена 4,2%, что на 4,0% выше, чем требуемое его достаточное содержание.
Реакционная зона аппарата 2 заполнена смесью ионитного формованного катализатора (50 л) и кольцами Рашига, общий объем которой составляет 150 л, ПСОЕ катализатора около 3,5 мг-эквН+/г.
Параметры аппарата 2 аналогичны примеру 1.
Сверху аппарата 2 отбирают в количестве 26,6 кг/ч отработанную С4-фракцию, состоящую на 97,9% из непрореагировавших углеводородов, в том числе 0,2% изобутилена и 2,4% метанола и 0,1% ДМЭ, которую направляют на отмывку.
Из куба аппарата 2 отбирают в количестве 33,5 кг/ч МТБЭ концентрацией 98,2%.
Конверсия изобутилена 99,7%. Производительность по МТБЭ 419 г/л час.
Отмывку отработанной С4-фракции от метанола проводят в экстракторе 3.
Противотоком к фракции подают воду в количестве 6,6 кг/ч. Сверху экстрактора отбирают отмытую фракцию С4 в количестве 25,9 кг/ч, содержащую 0,2 мас. % изобутилена и не более 0,01 мас.% метанола. Снизу экстрактора в количестве 7,3 кг/ч выводят промывную воду, содержащую 9,4% метанола и направляют ее на ректификацию.
Сверху ректификационной колонны 4 отбирают метанол в количестве 0,7 кг/ч, который направляют в рецикл на смешение со свежим метанолом. Из куба ректификационной колонны 4 выводят фузельную воду в количестве 6,6 кг/ч, содержащую не более 0,01 мас. % метанола. Расход пара 1 т МТБЭ - 0,37 т энергоемкость процесса 43 тут на 1000 т МТБЭ.
Потери метанола на образование ДМЭ в расчете на 1 т МТБЭ составляют 1,1 кг.
П р и м е р 4. Фракцию С4 в количестве 50 кг/ч с содержанием изобутилена 45% в смеси с метанолом в количестве 13,6 кг/ч при 55оС подают в прямоточный реактор 1, объемом 20 л, заполненный сульфоионитным катализатором КУ-23.
На выходе из реактора 1 поток катализата имеет следующий состав: непрореагировавшие углеводороды С4 40,5%, в том числе изобутилен 3,2% в пересчете на С4), МТБЭ 57,6%, метанол 2,1%.
Указанный поток направляется в реакционно-ректификационный реактор 2 в нижнюю ректификационную зону на отметку 3 т.т, считая сверху этой зоны. Метанол в реактор 2 поступает с потоком катализата. Концентрация изобутилена в точке подачи метанола 3,3%, что на 3,1 выше, чем требуемое остаточное содержание изобутилена в отработанной фракции (0,1%).
Реакционная зона аппарата 2 заполнена смесью ионитного формованного катализатора (50 л) и колец Рашига. Общий объем смеси 110 л ПСОЕ катализатора около 3,5 мг-эквН+/л.
Параметры аппарата 2 аналогичны примеру 1.
Сверху аппарата 2 отбирают в количестве 28,1 кг/ч отработанную фракцию С4, содержащую 0,1% изобутилена, 1,9% метанола и 0,05% ДМЭ, направленную на отмывку.
Из куба аппарата 2 отбирают МТБЭ концентрацией 99,1% в количестве 35,4 кг/ч.
Конверсия изобутилена 99,8%. Производительность по МТБЭ 506 г/л катализатора час.
Отмывку отработанной фракции С4 от метанола проводят в экстракторе 3. Противотоком к фракции подают воду в количестве 5,2 кг/ч. Сверху экстрактора отбирают отмытую фракцию С4 в количестве 27,5 кг/ч, содержащую 0,1% изобутилена и не более 0,01% метанола. Снизу экстрактора в количестве 5,7 кг/ч выводят промывную воду, содержащую 9,4% метанола и направляют ее на ректификацию в колонну 4.
Сверху ректификационной колонны 4 отбирают метанол в количестве 0,5 кг/ч, который направляют в рецикл на смешение со свежим метанолом. Из куба ректификационной колонны 4 выводят 5,2 кг/ч фузельной воды, содержащей не более 0,01% метанола.
Расход пара на 1 т МТБЭ - 0,38 т, энергоемкость процесса 44 тут на 1000 т МТБЭ.
Потери метанола на образование ДМЭ в расчете на 1 т МТБЭ составляют 0,5 кг.
П р и м е р 5. Фракция С4 в количестве 42,0 кг/ч с содержанием изобутилена 45% , поступающая на лабораторную установку синтеза МТБЭ, разделяется на 2 потока. Первый поток в количестве 28,0 кг/ч (что составляет 66,7% от общего количества подаваемой фракции С4) в смеси с метанолом в количестве 7,2 кг/ч подают в прямоточный реактор 1, объемом 5 л, заполненный сульфоионитным катализатором.
На выходе из реактора 1 поток катализатора имеет следующий состав: непрореагировавшие углеводороды С4 48,6%, в том числе изобутилен 9,0%, МТБЭ 47,8%, метанол 3,1%.
Указанный катализат направляется в нижнюю ректификационную зону реактора 2 на отметку 3 т.т считая сверху этой зоны.
Второй поток фракции С4 в количестве 14,0 кг/ч поступает в реактор 2 в реакционную зону под слой катализатора. Метанол в реактор 2 в количестве 4,5 кг/ч подается в реакционную зону в точку, соответствующую концентрации изобутилена 3,3%, что на 3% выше, чем требуемое остаточное содержание изобутилена в отработанной фракции (0,3%).
Реакционная зона аппарата 2 заполнена смесью ионитного формованного катализатора (50 л) и колец Рашига. Общий объем смеси 150 л, ПСОЕ катализатора около 3,5 мг-экв Н+/г.
Параметры аппарата 2 аналогичны примеру 1.
Сверху аппарата 2 отбирают в количестве 23,8 кг/ч отработанную фракцию С4, содержащую 0,3% изобутилена, 0,1% ДМЭ и 2,6% метанола, направляемую на отмывку.
Из куба аппарата 2 отбирают МТБЭ концентрацией 98,2% в количестве 29,9 кг/ч.
Конверсия изобутилена 99,6%. Производительность по МТБЭ 460 г/л катализатора час.
Отмывку отработанной фракции С4 от метанола проводят в экстракторе 3. Противотоком к фракции подают воду в количестве 5,9 кг/ч. Сверху экстрактора отбирают отмытую фракцию С4 в количестве 23,2 кг/ч, содержащую 0,3% изобутилена и не более 0,01% метанола. Снизу экстрактора в количестве 6,5 кг/ч выводят промывную воду, содержащую 9,4% метанола и направляют ее на ректификацию в колонну 4.
Сверху ректификационной колонны 4 отбирают метанол в количестве 0,6 кг/ч, который направляют в рецикл на смешение со свежим метанолом. Из куба ректификационной колонны 4 выводят 5,9 кг/ч фузельной воды, содержащей не более 0,01% метанола.
Расход пара на 1 т МТБЭ - 0,40 т, энергоемкость процесса 46 тут на 1000 т МТБЭ.
Потери метанола на образование ДМЭ в расчете на 1 т МТБЭ составляют 1,1 кг.
Как видно из приведенных примеров, введение метанола в реакционно-ректификационный реактор синтеза МТБЭ в точку, соответствующую концентрации изобутилена на 1-4 мас.% выше, чем требуемое остаточное содержание его в отработанной фракции, приводит к повышению производительности процесса, снижению его энергоемкости и потерь метанола на образование ДМЭ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЭФИРОВ | 1993 |
|
RU2063396C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 2003 |
|
RU2248343C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1992 |
|
RU2068838C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ТРЕТИЧНЫХ ОЛЕФИНОВ C-C | 1992 |
|
RU2005709C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1991 |
|
RU2008304C1 |
| СПОСОБ ВЫДЕЛЕНИЯ ТРЕТИЧНЫХ ОЛЕФИНОВ C-C | 1992 |
|
RU2005710C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ(С ИЛИ С)-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1997 |
|
RU2127249C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА | 1990 |
|
SU1805652A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ | 1990 |
|
SU1815954A1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛ-ТРЕТ-АЛКИЛОВЫХ ЭФИРОВ И ВЫСОКООКТАНОВОГО БЕНЗИНА | 2002 |
|
RU2209811C1 |
Сущность изобретения: продукт - метил-трет-бутиловый эфир получают путем взаимодействия метанола и изобутиленсодержащей фракции на катионитном катализаторе в реакционном узле, включающем реактор реакционно-ректификационного типа, с отделением углеводородов C4, метанола, который рециркулирует, и целевого продукта, при этом метанол подают в реактор на отметку, соответствующую концентрации изобутилена на 1-4% выше, чем требуемое его остаточное содержание в отработанной C4-фракции. Характеристика: повышение производительности процесса, уменьшение потерь метанола на образование диметилового эфира, снижение энергоемкости. 1 ил.
СПОСОБ ПОЛУЧЕНИЯ МЕТИЛ-ТРЕТ-БУТИЛОВОГО ЭФИРА из метанола и изобутиленсодержащей фракции путем контактирования с катионитным катализатором в реакционном узле, включающем реактор реакционно-ректификационного типа, с отделением углеводородов C4, метанола, который рециркулирует, и целевого продукта, отличающийся тем, что метанол подают в реактор на отметку, соответствующую концентрации изобутилена на 1-4% выше, чем требуемое его остаточное содержание в отработанной C4-фракции.
| Павлов С.Ю | |||
| - Выделение и очистка мономеров для синтетического каучука | |||
| Л.:Химия, 1987, с.139. |

