Изобретение относится к изготовлению резинотехнических изделий, предназначено для безоблойного формования их и является дополнительным к основному по авт. св. № 1211067.
Целью изобретения является увеличение ресурса работы пресс-формы за счет обеспечения возможности регулирования величины контактных напряжений на режущих кромках формующих элементов.
На чертеже изображена предлагаемая пресс-форма.
Многоместная пресс-форма для изготовле ния резинотехнических изделий содержит верхнюю 1 и нижнюю 2 полуформы и расположенные в гнездах «а последней с возможностью углового и аксиального пере.ме- щения формующие элементы 3 с формообразующими «в полостями и расположенными по их периметру упругодеформируемы- ми режущими кромками «с и облойными канавками «d.
По центру формующих элементов 3 расположены направляющие колонки 4, каждая из которых имеет хвостовик 5, установленный в верхней полуформе 1 в соосное отверстие 6 с возможностью аксиального перемещения, центральную часть 6, связанную с соответствующим формующим элементом 3 посредством резьбового соединения «е, и профильную головку 7 для взаимодействия с опорными щарами 8, последние размещены в вертикальных каналах «f« с воз можностью аксиального перемещения. Опорные щары 8 взаимодействуют со сферическими элементами 9, расположенными в замкнутой полости «к с возможностью перемещения в горизонтальной плоскости, а диаметр их равен высоте замкнутой полости «к. На направляющей колонке 4 установлена контргайка 10.
Многоместная пресс-форма для изготовления резинотехнических изделий работает следующим образом.
Заготовки резиновой смеси, по объему меньщие суммарного объема формообразующих полостей «в и облойных канавок «d, укладываются в каждую формообразующую полость. Затем пресс-форма закрывается. Хвостовики 5 направляющих колонок 4 взаимодействуют с соосными отверстиями 6. Пресс-форма подается на вулканизацию в пресс (не показан). Под усилием пресса с верхней полуформой 1 начинают взаимодействовать первыми наиболее выступающие относительно плоскости разъема формующие элементы 3. Затем благодаря взаимодействию щаров 8 и сферических элементов 9
Редактор Н. Швыдкая Заказ 3231/12
Составитель Б. Мамушкнн
Техред И. ВересКорректор А. Тяско
Тираж 564Подписное
ВНИИПИ Государственного комитета СССР по дела.м изобретений и открытий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
5
усилие передается на все остальные формующие эле.менты 3, которые, имея возможность углового и аксиального перемещения, поджимаются к верхней 1 полуформе. При
этом все режущие кромки «с устанавливаются в одной плоскости и на них создаются равные контактные напряжения, необходимые для получения безоблойных изделий (отделения облоя от изделия).
После окончания цикла вулканизации
0 пресс-форма извлекается из пресса, удаляются готовые изделия и облой. Затем закладываются новые заготовки резиновой смеси в пресс-форму, и циKv повторяется.
Величину выступания режущих кромок
пад плоскостью разъема полуформ, а также величину контактных напряжений регулируют путем аксиального перемещения направляющих колонок 4 за счет резьбового сопряжения «е в процессе настройки пресс- формы. Первоначально устанавливаются ре0 жущие кромки примерно в плоскость полуформ и, постепенно перемещая колонки по резьбе после каждой отпрессовки, добиваются отделения облоя на всех гнездах. Далее колонки фиксируют в этом положении с помощью контргаек 10. Так как колонки установлены в каждом гнезде, достигается высокая точность регулирования величины выступания режундих кромок над плоскостью разъема полуформ.
Пресс-форма имеет больщой ресурс ра- боты, связанный с возможностью регулирования величины контактных напряжений на режущих кромках, малую трудоемкость изготовления в связи с меньщей точностью формирующих элементов по высоте, а также возможность отделять облой от изделий
„ из резин любой твердости.
Формула изобретения
Многоместная пресс-форма для изготовления резинотехнических изделий по авт.
0 СЕЗ. № 1211067, отличающаяся тем, что, с целью увеличения ресурса работы пресс- формы за счет обеспечения возможности регулирования величины контактных напряжений на режущих кромках формующих элементов, она снабжена расположенными по центру формующих элементов направляющими колонками, каждая из которых имеет хвостовик, установленный в верхней полуформе с возможностью аксиального перемещения, центральную часть, связанную с
Q соответствующим формующим элементом посредством резьбового соединения, и профильную головку для взаимодействия с опорными щарами.
5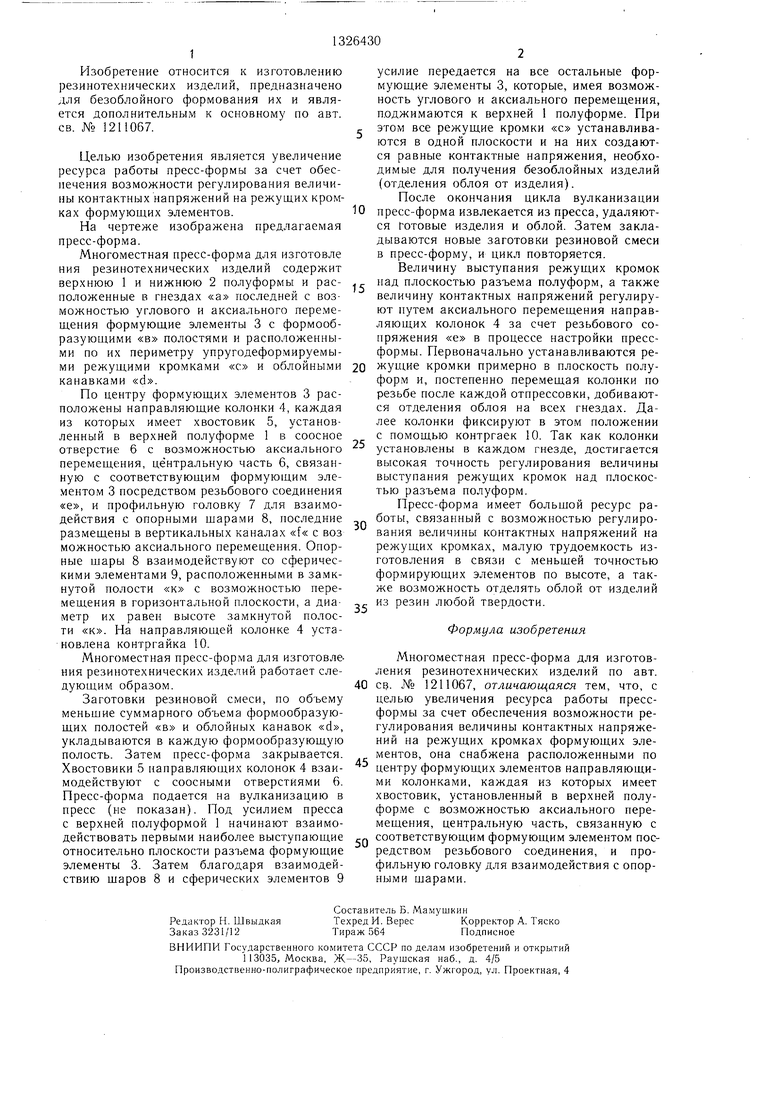
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления резиновых изделий | 1979 |
|
SU870176A1 |
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Пресс-форма для изготовленияиздЕлий из РЕзиНы | 1979 |
|
SU816773A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1475767A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1991 |
|
RU2029679C1 |
| Форма для изготовления резиновых изделий | 1987 |
|
SU1509259A1 |
| Пресс-форма для изготовления изделий из резины | 1975 |
|
SU619089A3 |
| Пресс-форма для безоблойного изготовления изделий из полимерных материалов | 1984 |
|
SU1237459A1 |
| Пресс-форма для изготовления резинотехнических изделий | 1989 |
|
SU1685726A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031789C1 |
Изобретение относится к области изготовления резинотехнических изделий, может быть использовано для безоблойного их формования и является усовершенствованием известного изобретения по авт. св. № 1211067, Цель дополнительного изобретения - увеличение ресурса работы пресс-формы. Для этого она снабжена расположенными по центру формующих элементов 3 направляюп1.ими колонками 4. Направляющая колонка 4 имеет хвостовик 5, центральную часть 6 и профильную головку 7. Хвостовик 5 установлен в верхней полуформе 1 с возможностью аксиального перемещения, Центральная часть 6 связана с соответствующим формующим элементом 3 посредством резьбового соединения «е. Профильная головка 7 взаимодействует с опорным шаром 8. Усилие пресса передается через выступающие части формующих элементов 3 на опорные плары 8 и сферические элементы 9. При этом благодаря аксиальному и угловому перемещению остальных формующих элементов 3 их режущие кромки «с устанавливаются в одной плоскости. 1 ил. S (Л оо ю 05 4: СО fsj
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1984 |
|
SU1211067A1 |
| Солесос | 1922 |
|
SU29A1 |
