ел
О N9
СО Од 00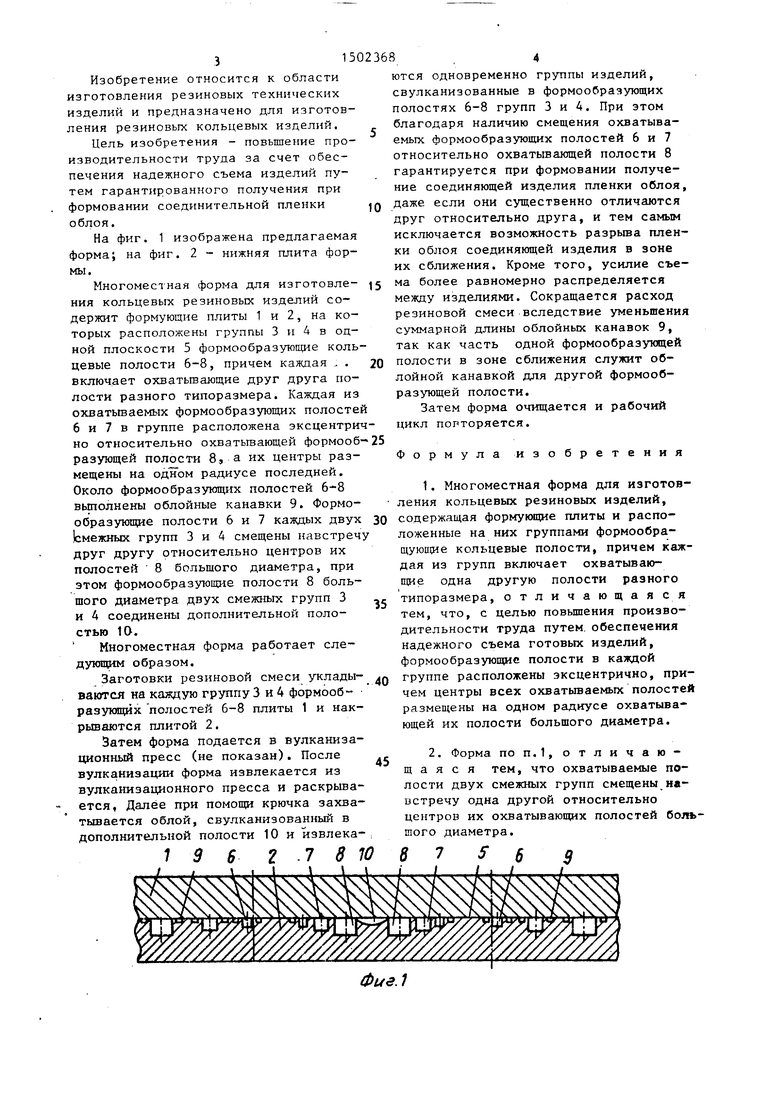
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления резиновых изделий | 1983 |
|
SU1147581A1 |
| Многоместная трехплитная пресс-форма для изготовления кольцевых резиновых изделий | 1986 |
|
SU1369904A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ РЕЗИНОТКАНЕВЫХ МЕМБРАН И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2037423C1 |
| Многоместная пресс-форма для изготовления резинотехнических изделий | 1985 |
|
SU1326430A2 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Пресс-форма для изготовления резиновых уплотнительных колец | 1989 |
|
SU1689093A1 |
| Пресс-форма для изготовления изделий из резины | 1979 |
|
SU880781A1 |
| Многоместная пресс-форма для изготовления кольцевых резиновых изделий | 1983 |
|
SU1211064A1 |
| Устройство для изготовления изделий из теста с начинкой | 2017 |
|
RU2643846C1 |
| Способ изготовления многогнездных пресс-форм для резиновых изделий | 1984 |
|
SU1260232A1 |
Изобретение относится к изготовлению резиновых технических изделий, а именно к изготовлению кольцевых резиновых изделий. Цель изобретения - повышение производительности за счет обеспечения надежного съема изделий. Для этого формообразующие полости в каждой группе расположены эксцентрично. Центры всех охватываемых полостей 6 и 7 размещены на одном радиусе охватывающей их полости 8 большого диаметра. Охватываемые полости двух смежных групп 3 и 4 смещены навстречу одна другой относительно центров их охватывающих полостей 8 большого диаметра. В результате при работе формы гарантируется получение соединительной пленки облоя. Усилия съема равномерно распределяются между изделиями. 1 з.п.ф-лы, 2 ил.
ttii/f. 2
3150
Изобретение относится к области изготовления резиновых технических изделий и предназначено для изготовления резиновых кольцевых изделий.
Цель изобретения - повьшение производительности труда за счет обеспечения надежного съема изделий путем гарантированного получения при формовании соединительной пленки облоя.
На фиг. 1 изображена предлагаемая форма; на фиг. 2 - нижняя плита формы.
Многомес1ная форма для изготовле- НИН кольцевых резиновых изделий со- дерткит формующие плиты 1 и 2, на которых расположены группы 3 и 4 в одной плоскости 5 формообразующие кольцевые полости 6-8, причем каждая . . включает охватьшающие друг друга полости разного типоразмера. Каждая из охватываемых формообразующих полостей 6 и 7 в группе расположена эксцентрично относительно охватьшающей формооб- разующей полости 8, а их центры размещены иа одном радиусе последней. Около формообразующих полостей 6-8 вьтолнены облойные канавки 9. Формообразующие полости 6 и 7 каждых двух |смежных групп 3 и 4 смещены навстреч друг другу относительно центров их полостей 8 большого диаметра, при этом формообразующие полости 8 большого диаметра двух смежных групп 3 и А соединены дополнительной полостью 10.
Многоместная форма работает сле- дующ образом.
Заготовки резиновой смеси укладываются на каждую группу 3 и 4 формообразующих полостей 6-8 плиты 1 и накрываются плитой 2.
Затем форма подается в вулканиза- ционный пресс (не показан). После вулканизации форма извлекается из вулканизационного пресса и раскрьша- ется, Далее при помощи крючка захватывается облой, свулканизованный в дополнительной полости 10 и извлекаются одновременно группы изделий, свулканизованные в формообразующих полостях 6-8 групп 3 и 4. При этом благодаря наличию смещения охватываемых формообразующих полостей 6 и 7 относительно охватывающей полости 8 гарантируется при формовании получение соединяющей изделия пленки облоя, даже если они существенно отличаются друг относительно друга, и тем самым исключается возможность разрьгоа пленки облоя соединяющей изделия в зоне их сближения. Кроме того, усилие съема более равномерно распределяется между изделиями. Сокращается расход резиновой смеси вследствие уменьшения суммарной длины облойных канавок 9, так как часть одной формообразующей полости в зоне сближения служит об- лойной канавкой для другой формообразующей полости.
Затем форма очищается и рабочий цикл порторяется.
Формула изобретения
содержащая формующие плиты и расположенные на них группами формообра- кольцевые полости, причем каждая из групп включает охватывающие одна другую полости разного
типоразмера, отличающаяся тем, что, с целью повьшения производительности труда путем, обеспечения надежного съема готовых изделий, формообразующие полости в каждой
группе расположены эксцентрично, причем центры всех охватываемых полостей размещены на одном радиусе охватывающей их полости большого диаметра.
| Способ получения бутадиен-стирольного латекса | 1986 |
|
SU1452813A1 |
| Солесос | 1922 |
|
SU29A1 |
| Двухтактный двигатель внутреннего горения | 1924 |
|
SU1966A1 |
| Способ определения опушенности хлопковых семян | 1986 |
|
SU1335875A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
