Изобретение относится к переработке полимерных материалов, в частности к оборудованию для формования изделий клинового сечения замкнутого контура., преимущественно заготовок клиновых приводных ремней,и является усовершенствованием технического решения по авт. св. Р 1353640.
Цель изобретения - расширение технологических возможностей головки за счет получения заготовок клинового сечения с ориентацией наполнителя н направлении, перпендикулярном оси изделия .
На фиг. 1 изображена многоручьевая экструзионная головка для переработ
N)
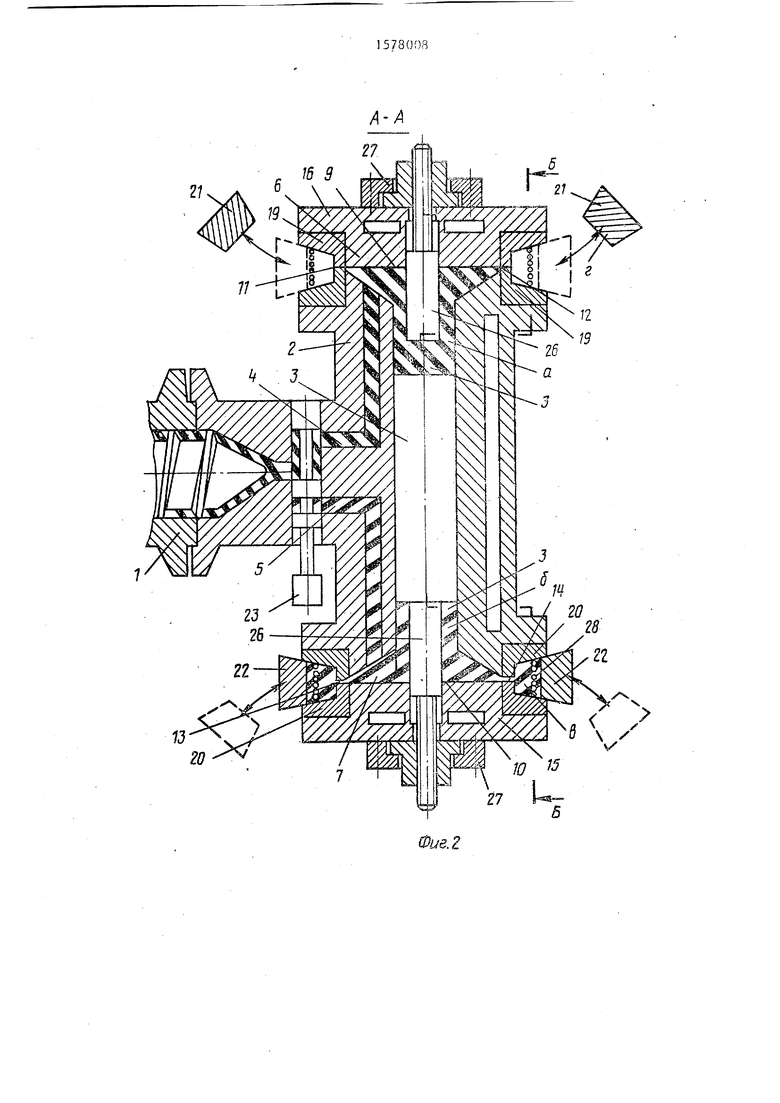
ки полимерных материалой, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 2,
Многоручьевая экструзионная головка для переработки полимерных материалов содержит жестко закрепленный на экструдере 1 корпус 2. В корпусе 2 выполнены рабочий 3 и питающие 4 5 каналы, выходные отверстия 6 и 7 рабочего канала 3. В рабочем канале 3 прямоугольного поперечного сечения установлен с образованием двух отдельных полостей а и с возможностью перемещения вдоль его оси дели11- тель 8 потоков. Полости а и б рабочего канала 3 сообщены посредством питающие каналов 4 и 5 соответственно с экструдером 1. Выходные отверстия 6 и 7 расположены на проти- воположных торцовых поверхностях 9 и Ю соответственно корпуса 2. Щелевые каналы 1.1, 12 и 13, 14 плит 15, 16, соответственно соединены тягами 17 и 18, образованы формующими эле- ментами 19 и 20, размещенными со стороны выходных отверстий 6 и 7 рабочего канала 3, Плиты 15 и 16 смонтированы с возможностью их совместного перемещения вдоль оси рабочего канала 3 до поочередного перекры ия его выходных отверстий 6 и 7. На выходных участках каждого щелевого канала 11 14 в формообразующих элементах 19 и 20 выполнены формообразующие полости
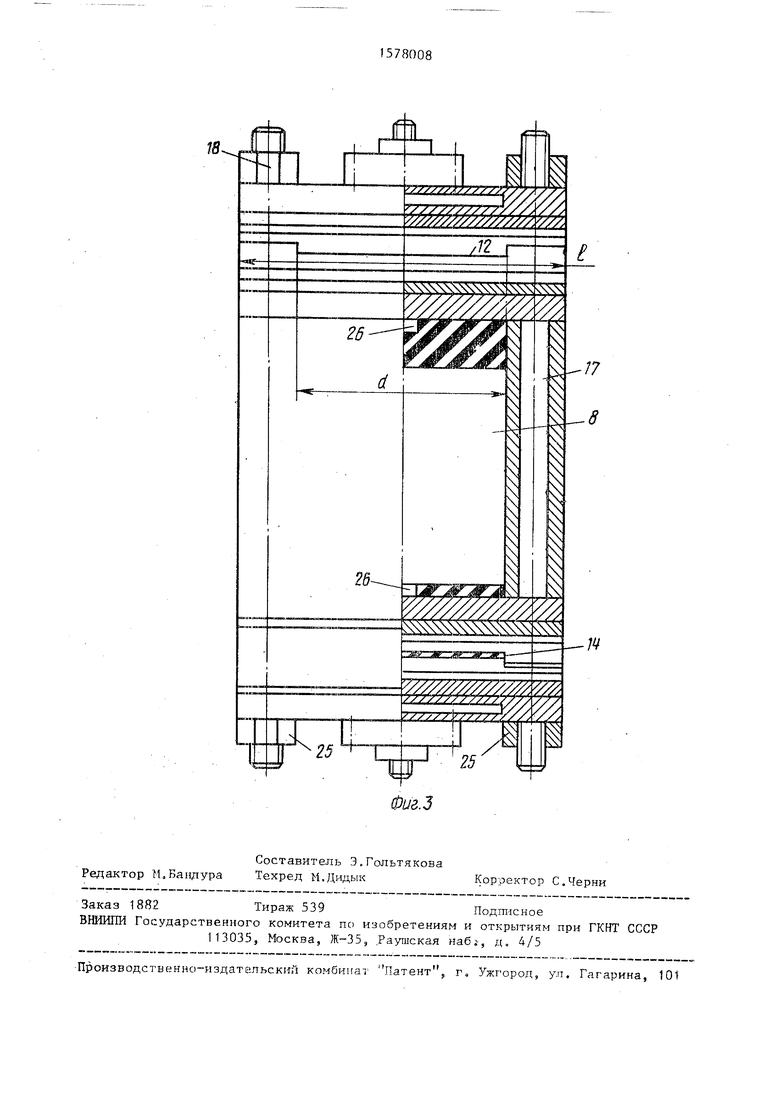
в клинового сечечия, которые имеют возможность поочередно взаимодействовать со встречными парами 21 и 22 клиновых пуансонов соответственно. При этом меньшее основание последних г является формообразующим. Длина (d) щелевых каналов 11, 12 и 13, 14 выбрана меньше длины (1) формообразующих полостей в. Длина с1 1целевых каналов 11, 12 и 13, 14
45
авна ширине делителя 8 потока .Голов-; ка содержит переключатель 23 для подачи расплава поличерного материала в питающие каналы 4 и 5. систему шкивов 24 для шаговой протяжки отформованных участков и гайки 25 для регу- 50 лировки высоты щелевых каналов 11, 12 и 13, 14, В плитах 15 и 16 соосно целителю 8 потока смонтированы упо- оы 26 с возможностью аксиального перемещения вдоль рабочего канала 3 и 55 взаимодействия с делителем 8 в его
крайни, положениях, Упоры 26 снабже- вд средствами из аксиального перемещения в виде , которая взаимоgQ 5
0
5
0
5
0 5
действует с гайками 27, установленными в плитах 15 и 16.
Многоручьевая головка работает следующим образом.
Корпус 2 головки жестко крепят на экструдере 1, Две пары кордшнуро- вых несущих слоев заготовок замкнутого контура 28 клиновых ремней надевают на пары шкивов 24 для шаговой протяжки, пропуская их через формо- образукяцие полости в клинового сечения. Упоры 26 устанавливают таким образом, чтобы объем выдавливаемого расплава соответствовал объему двух одновременно формующих участков ремней. Запускают экструдер 1, например, при нижнем положении переключателя 23. Пара клиновых пуансонов 22 одновременно взаимодействует с формующими элементами 20, а пара клиновых пуансонов 21 выведена из взаимодействия с формующими элементами 19. Щелевые каналы 12, 13 открыты. Расплав полимерного материала с наполнителем, например рубленым вискозным волокном, поступает через питающий канал 4 в полость а рабочего канала 3. Под давлением расплава полимерного материала в полости а делитель 8 потока перемещается вниз до упора 26 и выдавливается расплав материала через щелевые каналы 13, 14 в формообразующие полости в. Входящая в полость в струя расплава материала, достигая противоположной стенки встречных пар 21 и 22 клиновых пуансонов, теряет устойчивость от силового воздействия новых входящих порций. При этом на ней возникает перегиб, образуя тем самым первый (нижний) слой формуемого участка заготовки .Процесс полного формова- ния данного участка заготовки заключается в последовательном образовании перегибов и укладке струи расплава до полного заполнения формообразующей полость в с ориентацией наполнителя материала в направлении, перпендикулярном оси изделия. Упоры 26 ограничивают ход делителя 8 потока и тем самым регулируют количество расплава. Давление расплава полимерного материала, действующее на плиты 15, 16, замыкается на тягах 17, 18. Затем исполнительный механизм (не показан) выводит из взаимодействия с формующи ;гн элементами 20 Пс,р - слиновыч пуан- со . ов 22 и вводит однопре 1в«ко клине.вые пуансоны 21 во взаимодействие с формующими элементами 19. За счет рас- клиниваюгаего усилия происходит одновременно передвижка плит 15, 16 в верхнее положение. При этом открываются щелевые каналы 11, 12 и перекрываются щелевые каналы 13, 14, отсекая отформованный участок изделия от расплава полимерного материала .Плита 16перекрывает выходное отверстие 7 на наружной торцовой поверхности 10 корпуса 2.
Вследствие равенства давления
всей заготовки клинового сечения, которая поступает далее на вулканизацию. При необходимости регулировки дозы впрыска аксиально перемещают упоры 26 за счет поворота гаек 27,
Таким образом, данное решение позволяет расширить технологические возможности экструзионной головки и, в частности, формовать изделия клинового сечения замкнутого контура с ориентацией наполнителя в направлении, перпендикулярном к оси изделия. Формула изобретения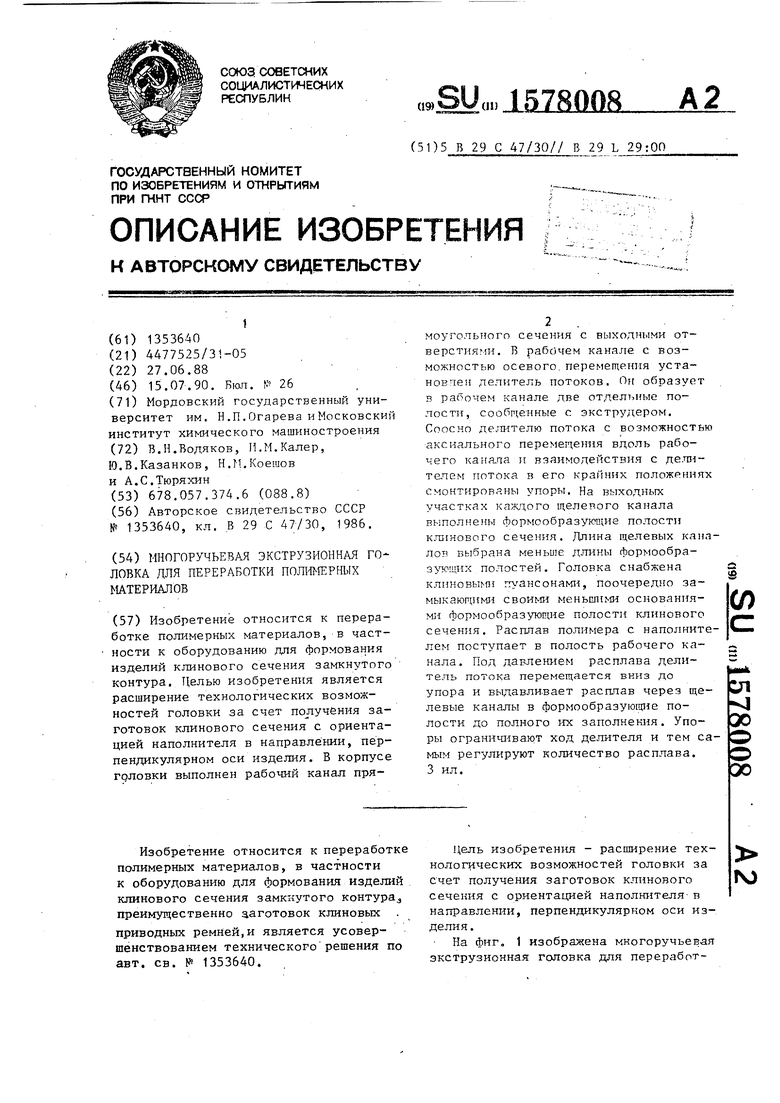
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1987 |
|
SU1466946A2 |
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1986 |
|
SU1353640A1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
| Многоручьевая экструзионная головка | 1978 |
|
SU722778A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1992 |
|
RU2021135C1 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПО ЭКСТРУЗИОННО-ПРЕССОВОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2409467C2 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНО-ПОГОНАЖНЫХ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 1998 |
|
RU2147989C1 |
| МНОГОРУЧЬЕВАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПЛИНТУСОВ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2146614C1 |
| Многоручьевая экструзионная головка для переработки пластмасс | 1986 |
|
SU1316843A2 |
Изобретение относится к переработке полимерных материалов, в частности к оборудованию для формования изделий клинового сечения замкнутого контура. Целью изобретения является расширение технологических возможностей головки за счет получения заготовок клинового сечения с ориентацией наполнителя в направлении, перпендикулярном оси изделия. В корпусе головки выполнен рабочий канал прямоугольного сечения с выходными отверстиями. В рабочем канале с возможностью осевого перемещения установлен делитель потоков. Он образует в рабочем канале две отдельные полости, сообщенные с экструдером. Соосно делителю потока с возможностью аксиального перемещения вдоль рабочего канала и взаимодействия с делителем потока в его крайних положениях смонтированы упоры. На выходных участках каждого щелевого канала выполнены формообразующие полости клинового сечения. Длина щелевых каналов выбрана меньше длины формообразующих полостей. Головка снабжена клиновыми пуансонами, поочередно замыкающими своими меньшими основаниями формообразующие полости клинового сечения. Расплав полимера с наполнителем поступает в полость рабочего канала. Под давлением расплава делитель потока перемещается вниз до упора и выдавливает расплав через щелевые каналы в формообразующие полости до полного их заполнения. Упоры ограничивают ход делителя и тем самым регулируют количество расплава. 3 ил.
расплава полимера в полости а и б рабочего канала 3 передвижение плит 15 и 16 не требует значительного усилия. Отформованные участки заготовок ремней при помощи шкивов 24 выводят из формообразующих полостей в. Благодаря тому, что длина сГ™ щелевых каналов меный е длины 1 формообразующих полостей в исключается возможность выхода расплава формообразующих полостей в. Одновременно переключатель 23 переводя в верхнее положение. При этом расплав полимерного материала подается в питающий канал 5, откуда поступает в полость б рабочего канала 3 и воздействует на делитель 8 потока, перемещая его в противоположную сторону - вверх, до упора 26. При этом расплав полимерного материала выдав- 1ливается через щелевые каналы 11 и 12. Затем шаговый цикл формования повторяется до полного оформления
Многоручьевая экструзионная голов ка для переработки полимерных материалов по авт. св. № 1353640, отличающаяся тем, что, с целью расширения технологических возможностей головки за счет получения заготовок клинового сечения с ориентацией наполнителя в направлении, перпендикулярном оси изделия, головка снабжена упорами, смонтированными в плитах соосно делителю потока с возможностью аксиального перемещения вдоль рабочего канала и взаимодей- 9твия с делителем потока в его крайних положениях, и клиновыми пуансонами, замыкающими своими меньшими основаниями формообразующие полостя клинового сечения, которые выполнены на выходном участке каждого щелевого канала, причем длина щелевых каналов выбрана меньшей длины формообразующих полостей.
J. i
§
Си
гча
| Многоручьевая экструзионная головка для переработки полимерных материалов | 1986 |
|
SU1353640A1 |
| Солесос | 1922 |
|
SU29A1 |
