7 9
N 00 ел
СП
00
Фие. У
Изобретение относится к изготовлению резинотехнических изделий и нредназна- чено для изготовления изделий кольцевой формы.
Цель изобретения - снижение расхода резиновой смеси и повышение качества изделий.
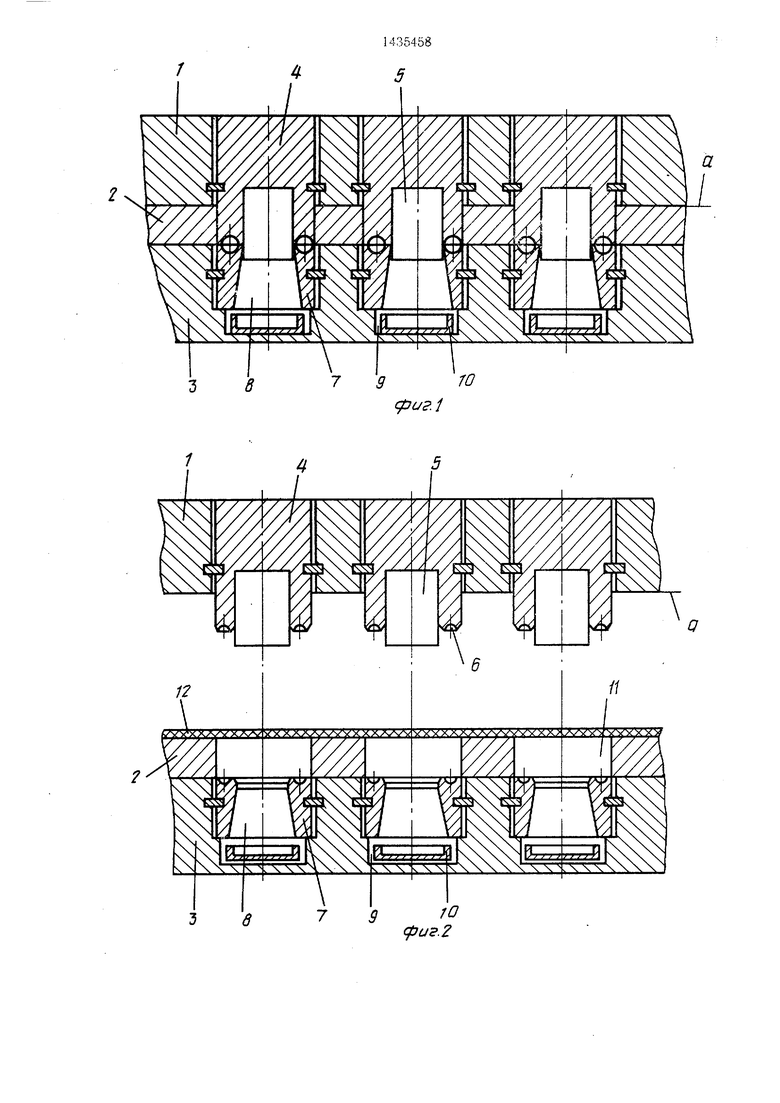
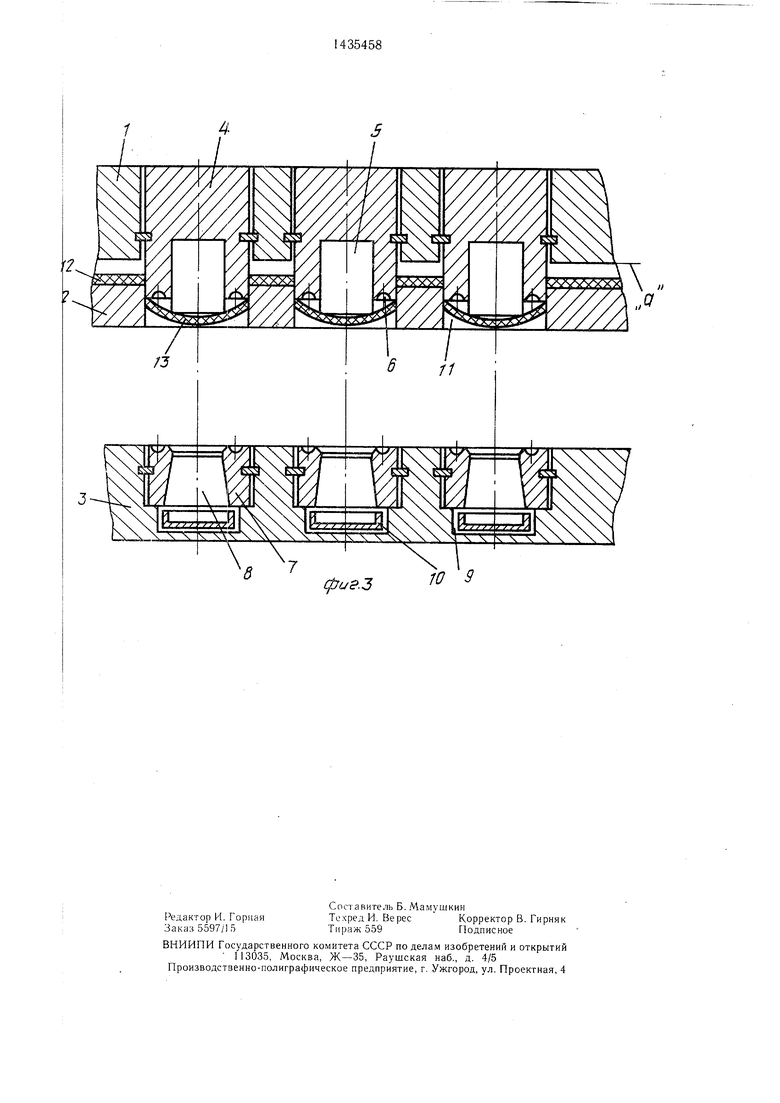
На фиг. 1 изображена предлагаемая пресс-фор.ма в сомкнутом состоянии; на фиг. 2 - то же, в момент загрузки листа из резиновой смеси; на фиг. 3 - то же, в момент вырубки заготовок из .резиновой смеси по наружному диаметру; на фиг. 4 - то же, в момент вырубки заготовок из резиновой смеси по внутреннему диаметру и начала формования.
Многоместная пресс-форма для изготовления резинотехнических изделий содержит верхнюю 1, промежуточную 2 и нижнюю 3 плиты, взаимодействующие между собой посредством направляющих колонок и втулок (не показаны). В в.ерхней части плиты 1 установлены выступающие за плоскость разъема а пресс-формы формообразующие элементы 4 с расположенными на нижних торцах центрирующими элементами 5 и формующими гнездами 6 с. отжимными кромками.
В нижней плите 3 установлены формообразующие элементы 7 со сквозными отверстиями 8 для центрирующих элементов и выполнены под последними пазы 9, в которых установлены выдвижные поддоны 10. В промежуточной плите 2 имеются сквозные отверстия 11 (фиг. 2), по диаметру соответствующие наружному диаметру выступающей части верхних формообразующих элементов 4.
Многоместная пресс-форма работает следующи.м образом.
В ерхняя плита 1 крепится к верхней плите вулканизационного пресса (не показан). Промежуточная плита 2 крепится к выталкивателям пресса (не показаны), имеющим возможность возвратно поступательного движения. Нижняя плита 3 крепится на нижнюю плиту пресса. Промежуточная плита 2 пресс-формы при помощи толкателей пресса опускается на нижнюю плиту 3 пресс- формы (фиг. 2), затем на плиту 2 укладывается каландрованный лист 12 из резиновой смеси, по толщине равный толщине необходимой заготовки. Затем при помощи толкателей пресса про.межуточная плита 2 поднимается, при этом при взаимодействии наружного диаметра выступающих- частей фор- мообразующих элементов 4 со сквозными отверстиями 11 происходит вырубка по наружному диаметру дисковых заготовок 13 из резиновой смеси, которые остаются в отверстиях 11 (фиг. 3). Далее при помощи толкателей пресса промежуточная плита 2 опускается на нижнюю плиту 3. С плиты 2 убирается лист 12 с отверстиями. Затем опускают верхнюю плиту 1 пресс-формы. При этом- происходят вырубка по внутреннему диаметру кольцевых заготовок 14 из резиновой
смеси (фиг. 4) и точная укладка их в формующие полости. Остатки 15 резиновой смеси падают в выдвижные поддоны 10. Далее ведут формование и вулканизацию. В момент начала вулканизации выдвижные поддоны 10 вынимают по пазам 9 из пресс-фор.мы.
После вулканизации пресс-форма раскрывается, извлекаются готовые изделия и облой. Затем цикл повторяют.
Многоместная пресс-форма позволяет снизить расход резиновой смеси и повысить
качество изделий за счет точной укладки заготовок в формующие гнезда.
Формула изобретения
Многоместная пресс-форма для изготовления кольцевых резиновых изделий, содержащая верхнюю и нижнюю плиты и установленные в них формообразующие элементы, отличающаяся тем, что, с целью снижения расходов резиновой смеси и повышения качества изделий, она снабжена промежуточной плитой с отверстиями для прохода верхних формообразующих элементов и выдвижными поддонами, а верхние формообразующие элементы выполнены выступающими за плоскость разъе.ма пресс-формы и снабжены расположенными на их нижних торцах направляющими элементами, причем в нижних фор.мообразующих элементах выполнены сквозные отверстия для центрирующих элементов, а в нижней плите под сквозными отверстиями выполнены пазы для установки поддонов.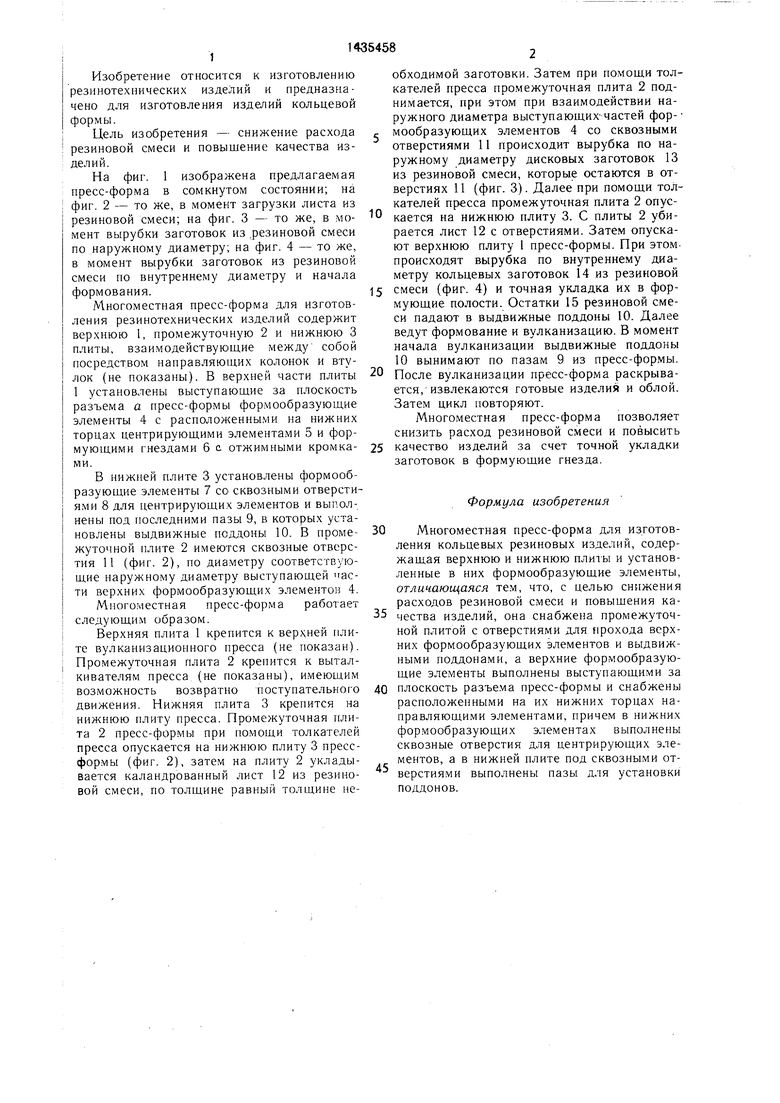
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |
| Литьевая пресс-форма для изготовления резинотехнических изделий | 1983 |
|
SU1100121A1 |
| Линия для изготовления резинотехнических изделий | 1989 |
|
SU1689092A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНО-ТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1994 |
|
RU2083372C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХ ИЗДЕЛИЙ | 2007 |
|
RU2357860C2 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2465134C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ АРМИРОВАННОЙ ВОЛОКНАМИ ПОЛИСТИРОЛБЕТОННОЙ СМЕСИ | 2006 |
|
RU2336162C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2195398C2 |
| Способ изготовления многогнездных пресс-форм для резиновых изделий | 1984 |
|
SU1260232A1 |
Изобретение касается изготовления резинотехнических изделий и предназначено для изготовления кольцевых изделий. Цель изобретения - снижение расхода резиновой смеси и повышение качества изделий. Для этого пресс-форма, снабжена промежуточной плитой 2 с отверстиями для верхних формообразующих элементов 4. Элементы 4 содержат центрирующие элементы 5 и выступают за плоскость разъема пресс-формы. Наружные диаметры формообразующих элементов 4 и центрирующих элементов 5 соответствуют наружному и внутреннему диаметрам заготовки. В нижних формообразующих элементах 7 выполнены сквозные отверстия для центрирующих элементов 7. В нижней плите 3 выполнены пазы 9 для выдвижных поддонов 10. При подъеме плиты 2 происходит вырубка заготовок по наружному диаметру формообразующими элементами 4. При опускании плиты 1 происходят вырубка заготовок 14 по внутреннему диаметру и точная их укладка в формующие полости. Остатки 15 резиновой смеси падают в выдвижные поддоны. 4 ил. SS (Л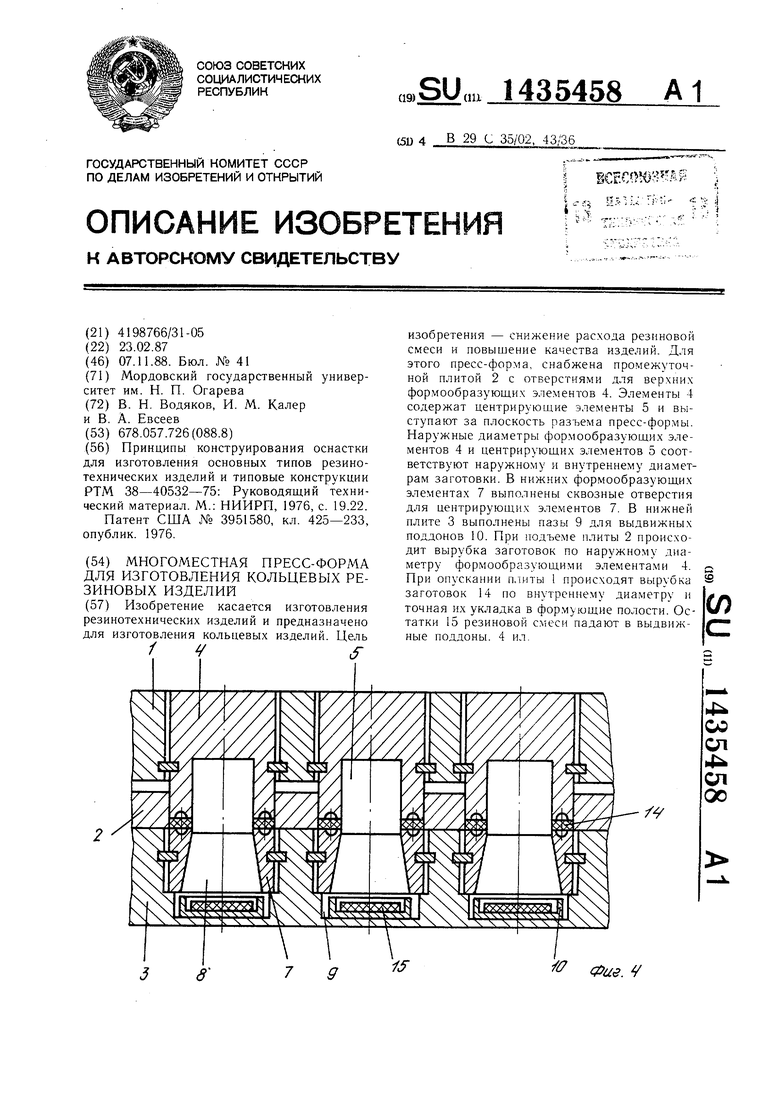
cpu.i
y.J
10 9
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
| М.: НИИРП, 1976, с | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| Патент США № 3951580, кл | |||
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
