Изобретение относится к полиграфическому производству, а именно к технологии изготовления офсетных печатных форм, а более конкретно к раствору для проявления монометаллических алюминиевых печатных форм с позитивным светочувствительным слоем на основе ортонафтохинондиазидов (ОНХД).
Для проявления печатных форм на основе ОНХД используют водно-щелочные растворы. Наиболее эффективными из них считаются растворы трехзамещенного фосфата натрия Na3PO4, растворы гидроокиси натрия (едкой щелочи) NaOH и растворы кремнекислого натрия (силиката натрия) Na2SiO3 [1].
Проявляющие растворы для современных предварительно очувствленных пластин должны удовлетворять ряду требований: обеспечивать необходимую точность градационной передачи изображения, гидрофильность пробельных элементов формы, минимальное коpрозионное воздействие на металлическую основу формы, устойчивость светочувствительного слоя к раствору, иметь высокую буферную емкость, соответствовать экологическим нормам. Указанные выше растворы в разной степени удовлетворяют данным условиям.
Недостатками проявляющих растворов на основе трехзамещенного фосфата натрия являются низкая буферная емкость, высокий краевой угол смачивания пробельных элементов формы (плохая гидрофильность) и необходимость длительных экспозиций в копировальном процессе для обеспечения требуемой градационной передачи изображения. На практике для сокращения времени экспонирования в фосфатные растворы часто вводят гидроокись натрия. Однако при этом скорость коррозии алюминия в таких проявителях увеличивается в 25-30 раз.
Водные растворы кремнекислого натрия в качестве проявителя в отличие от фосфатных обеспечивают хорошие гидрофильные свойства поверхности и практически не вызывают коррозии алюминия (при условии отсутствия свободной щелочи). Но в то же время они имеют низкую буферную емкость, требуют больших экспозиций и, кроме того, образующийся в процессе эксплуатации проявителя гель кремнезема усложняет очистку сточных вод.
Растворы гидроокиси натрия по сравнению с указанными выше характеризуются большим объемом буферной емкости, невысокими экспозициями и позволяют легко регулировать технологические параметры проявителя в зависимости от концентрации гидроокиси щелочного металла.
Недостатком проявляющих растворов на основе гидроокиси щелочных металлов (натрия или калия) является низкая гидрофильность пробельных элементов формы и коррозионное воздействие на алюминий. Отрицательная роль коррозионных процессов заключается в разрушении анодной пленки на пробельных участках формы, подтравливании мелких элементов изображения.
Задачей изобретения является устранение указанных недостатков, а именно повышение качества раствора для улучшения физико-химических свойств печатной формы.
Поставленная задача решается тем, что раствор для проявления монометаллической офсетной печатной формы, преимущественно со светочувствительным слоем на основе ОНХД, содержащий гидроокись щелочного металла и воду, согласно изобретению дополнительно содержит соль карбоновой кислоты - окситрикарбоновой или диоксидикарбоновой при следующем соотношении компонентов, мас.%:
Гидроокись щелочного металла 0,5-1,0
Соль карбоновой кислоты 0,1-5,0
Вода Остальное
П р и м е р 1. Берут предварительно очувствленную пластину со светочувствительным слоем на основе ОНХД, совмещают с диапозитивом и экспонируют в копировальном устройстве с металлогалогенным источником света. Время экспонирования зависит от характеристики копировальной системы и определяется по воспроизведению контрольных шкал.
Отэкспонированную пластину помещают в проявочную установку, в которой она последовательно проходит операции проявления, промывки, нанесения консервирующего покрытия и сушки. Изготовленная таким образом печатная форма пригодна к использованию в печатной машине.
Состав проявляющего раствора, мас.%:
Гидроокись натрия 0,5
Натрий лимоннокислый
трехзамещенный 1,0
Вода 98,5
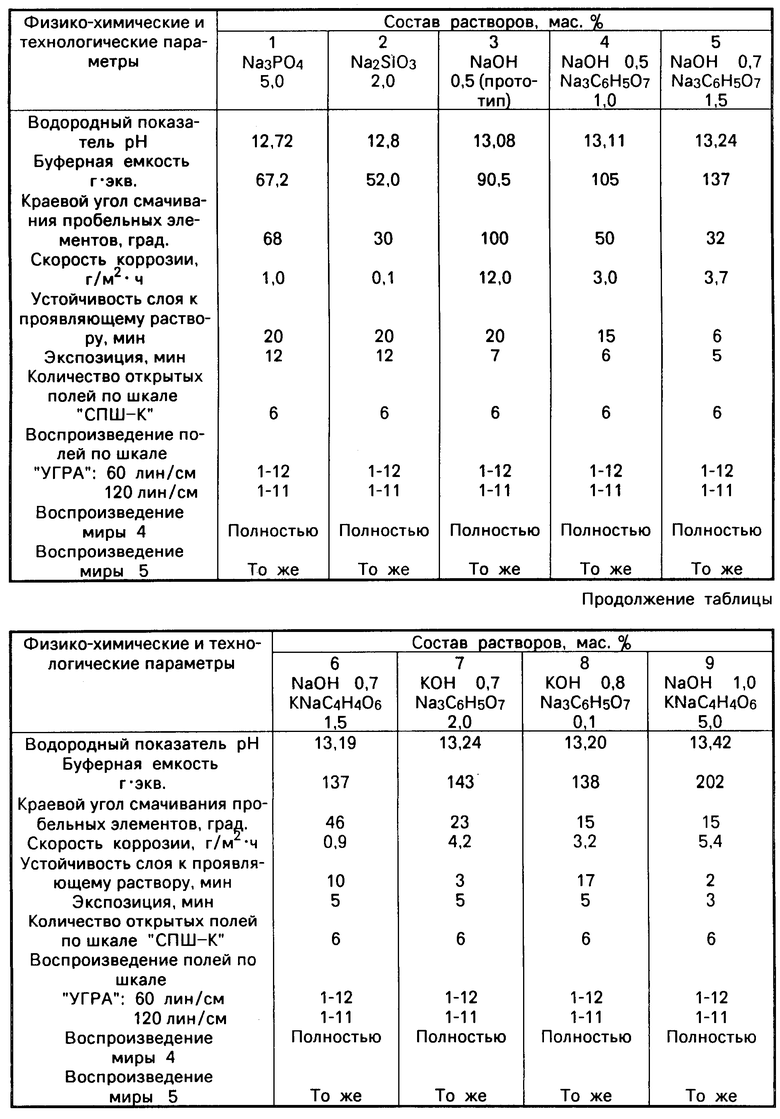
Характеристика раствора представлена в таблице (раствор 4).
Данный раствор может использоваться для проявления предварительно очувствленных пластин типа "УПА-1" и "УПА-2" (ТУ 15-0463801-11-91). Он обеспечивает достаточную гидрофильность пробельных элементов, благодаря чему не требуется дополнительная гидрофилизация формы какими-либо другими растворами (величина краевого угла смачивания в 2 раза ниже по сравнению с раствором 3) и имеет невысокий показатель скорости коррозии (в 4 раза меньше, чем в растворе 3). Высокая устойчивость светочувствительного слоя к этому проявителю позволяет использовать его как для автоматизированного, так и для ручного (в кювете) способов проявления (для последнего предпочтительнее). При этом точность градационной передачи растровых и штриховых элементов изображения удовлетворяет существующим требованиям.
П р и м е р 2. Порядок изготовления печатной формы, как в примере 1.
Состав проявляющего раствора, мас.%:
Гидроокись натрия 0,7
Натрий лимоннокислый
трехзамещенный 1,5
Вода 97,8
Характеристика раствора представлена в таблице (раствоp 5).
Данный раствор может использоваться для проявления предварительно очувствленных пластин типа "УПА-1". "УПА-2" и "Оцазол". Он имеет высокую буферную емкость, обеспечивает хорошую гидрофильность пробельных элементов формы и невысокую скорость коррозии, предназначен для автоматизированного и ручного способов проявления.
П р и м е р 3. Порядок изготовления печатной формы, как в примере 1.
Состав проявляющего раствора, мас.%:
Гидроокись натрия 0,7
Калий-натрий виннокислый 1,5
Вода 97,8
Характеристика раствора представлена в таблице (раствор 6). Назначение раствора, как в примере 2.
П р и м е р 4. Порядок изготовления печатной формы, как в примере 1.
Состав проявляющего раствора, мас.%:
Гидроокись калия 0,7
Натрий лимоннокислый
трехзамещенный 2,0
Вода 97,3
Характеристика раствора представлена в таблице (раствор 7). Назначение раствора, как в примере 2. Рекомендуется использовать при автоматизированном способе изготовления форм.
П р и м е р 5. Порядок изготовления печатной формы, как в примере 1.
Состав проявляющего раствора, мас.%:
Гидроокись калия 0,8
Натрий лимоннокислый
трехзамещенный 0,1
Вода 99,1
Характеристика раствора представлена в таблице (раствор 8).
Данный раствор может использоваться для проявления пластин типа "Оцазол" в условиях автоматизированного и ручного способов изготовления форм. Он обеспечивает сохранение имеющейся на поверхности этих пластин под светочувствительным слоем гидрофильной пленки (величина краевого угла смачивания составляет 15о), экономичен с точки зрения расхода химикатов (концентрация соли в 10-20 раз ниже, чем в других составах).
П р и м е р 6. Порядок изготовления печатной формы, как в примере 1.
Состав проявляющего раствора, мас.%:
Гидроокись натрия 1,0
Калий-натрий виннокислый 5,0
Вода 94,0
Характеристика раствора представлена в таблице (раствор 9).
Данный раствор может использоваться для проявления пластин типа "УПА-1" и "УПА-2". Он имеет высокую буферную емкость, создает надежную гидрофильную пленку на пробельных участках формы (величина краевого угла смачивания составляет 15о), требует невысоких экспозиций (в 2 раза меньше по сравнению с раствором 3) и позволяет использовать большие скорости проявления в автоматизированных установках.
Указанные проявляющие растворы (таблица, растворы 4-9) имеют высокий водородный показатель рН, большую буферную емкость, создают гидрофильную пленку на пробельных участках печатной формы, оказывают незначительное коррозионное воздействие на алюминий (в 3-12 раз меньше, чем 0,5%-ный раствор гидроокиси натрия) и обеспечивают требуемую точность градационной передачи изображения при небольших экспозициях. Устойчивость светочувствительного слоя к данным растворам ниже, чем у прототипа, однако эта величина обеспечивает достаточный запас проявления (6-20-кратный при продолжительности проявления формы 15-60 с).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления офсетной печатной формы | 1986 |
|
SU1466957A1 |
| Светочувствительная композиция для офсетной печатной формы | 1991 |
|
SU1771449A3 |
| Способ изготовления монометаллической формы офсетной печати | 1985 |
|
SU1353667A1 |
| Светочувствительный состав | 1975 |
|
SU541138A1 |
| Способ плоской печати без увлажнения | 1986 |
|
SU1350044A1 |
| Состав для обработки медно-хромовых офсетных печатных форм | 1975 |
|
SU549360A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО ОЧУВСТВЛЕННОГО МАТЕРИАЛА ДЛЯ ОФСЕТНЫХ ПЕЧАТНЫХ ФОРМ | 1986 |
|
RU1417361C |
| Формная пластина для изготовления печатной формы прямой плоской печати | 1982 |
|
SU1050905A1 |
| Способ изготовления офсетной печатной формы | 1986 |
|
SU1419921A1 |
| Способ изготовления офсетной печатной формы | 1976 |
|
SU946990A1 |
Сущность изобретения: раствор для проявления содержит гидроокись щелочного металла 0,5 - 1,0%, соль карбоновой кислоты - окситрикарбоновой или диоксодикарбоновой 0,1 - 5,0% и воду - остальное. В качестве соли карбоновой кислоты раствор содержит, например, соль диоксидикарбоновой или окситрикарбоновой кислоты. 1 табл.
РАСТВОР ДЛЯ ПРОЯВЛЕНИЯ МОНОМЕТАЛЛИЧЕСКОЙ ОФСЕТНОЙ ПЕЧАТНОЙ ФОРМЫ преимущественно со светочувствительным слоем на основе ортонафтохинондиазидов, содержащий гидроксид щелочного металла и воду, отличающийся тем, что раствор дополнительно содержит соль карбоновой кислоты - окситрикарбоновой или диоксидикарбоновой, при следующем соотношении компонентов, мас.%:
Гидроксид щелочного металла - 0,5 - 1,0
Соль карбоновой кислоты - 0,1 - 5,0
Вода - Остальное
| Технология изготовления печатных форм | |||
| М.: Книга, 1990, с.34. |
