Изобретение относится к производству длинномерных волокнистых материалов и касается конструктивных усовершенствований при укладке газовыми струями волокнистых лент на приемный транспортер.
В традиционных укладочных устройствах используется ряд отстоящих друг от друга прядильных узлов для транспортировки волокнистого материала от прядильного сопла. Узлы прядильных органов расположены по ходу движения транспортера с целью укладывания определенного количества перекрывающихся слоев волокнистого материала. Волокнистый материал транспортируется к собирающему полотну в струе газа, отделяется от газового потока и электростатически прикрепляется к поверхности собирающего полотна. Отработанный газ удаляют от полотна различными средствами. Во многих случаях это выполняют путем отсасывания газового потока через отверстия полотна транспортера (1).
Однако, если волокнистый материал относительно плотен так, что он закупоривает отверстия в полотне, или если собирающее полотно непроницаемо для потока газа (например, выполнено из резины), газовая струя не может быть полностью удалена путем отсасывания ее через полотно. Если узлы прядильных органов расположены достаточно далеко друг от друга, газовые струи, создаваемые прядильными соплами, не будут взаимодействовать или мешать друг другу и газ просто рассеется по мере его прохождения вдоль собирающего полотна. Однако, если узлы прядильных органов расположены слишком близко друг к другу, газовые струи, создаваемые прядильными соплами, будут взаимодействовать и мешать друг другу и отрицательно скажутся на укладывании волокнистого материала в соседних позициях вдоль собирающего полотна. Последнее обстоятельство в значительной степени отражается на однородности ленты. Чем ближе расстояние между укладывающими струям, тем сильнее сбои, вызываемые неконтролируемыми турбулентными потоками.
В то время, как известное устройство работает удовлетворительно, когда укладывающие струи находятся далеко друг от друга, оно функционирует не столь удовлетворительно, когда укладывающие струи расположены близко друг к другу, что было бы желательно по нескольким причинам: расход материала уменьшен, когда сопло и закрытый узел прядильного органа выполнены меньшими по габаритам, однородность ленты повышается путем увеличения количества позиций укладывания количества перекрывающихся слоев волокнистого материала, которые образуют прядильную ленту, и производительность узла прядильного органа повышается путем увеличения количества позиций укладывания или их пропускной способности.
Очевидно, что необходимо устройство для управления газом, которое уменьшает или предотвращает взаимодействие между газовыми струями соседних близко расположенных друг к другу укладывающих струй.
В соответствии с изобретением разработано устройство для укладывания волокнистой ленты, которое содержит двухторцовые горизонтально установленные прядильные узлы, испускающие струи органического материала для формирования плотной нетканой волокнистой ленты, два аэродинамических прядильных сопла, в каждом прядильном узле формирующие струи элементарных волокон, заземленный ленточный транспортер для приема струй волокон и средства для отвода отработанного газа из зоны формирования лент, причем последние выполнены в виде по меньшей мере одной дефлекторной пластины, размещенной над полотном транспортера между соседними прядильными узлами, расстояние между точками выхода струй которых не больше пятикратного расстояния от них до полотна транспортера.
На фиг. 1 показано поперечное сечение двухторцового прядильного узла с двумя выходящими из него близко расположенными друг к другу укладывающими струями; на фиг. 2 - упрощенное изображение двухторцового узла прядильного органа, иллюстрирующее турбулентные потоки, создаваемые двумя близко расположенными друг к другу укладывающими струями, когда струи воздействуют на собирающее полотно транспортера; на фиг. 3 - средство для отвода газов, вид сверху, относительное расположение дефлекторных пластин между соседними позициями укладывания вдоль направления движения собирающего полотна; на фиг. 4 - то же, вариант исполнения, вид сбоку, траектории потоков, создаваемых перевернутыми V-образными желобами; на фиг. 5 - то же, изометрический вид сверху.
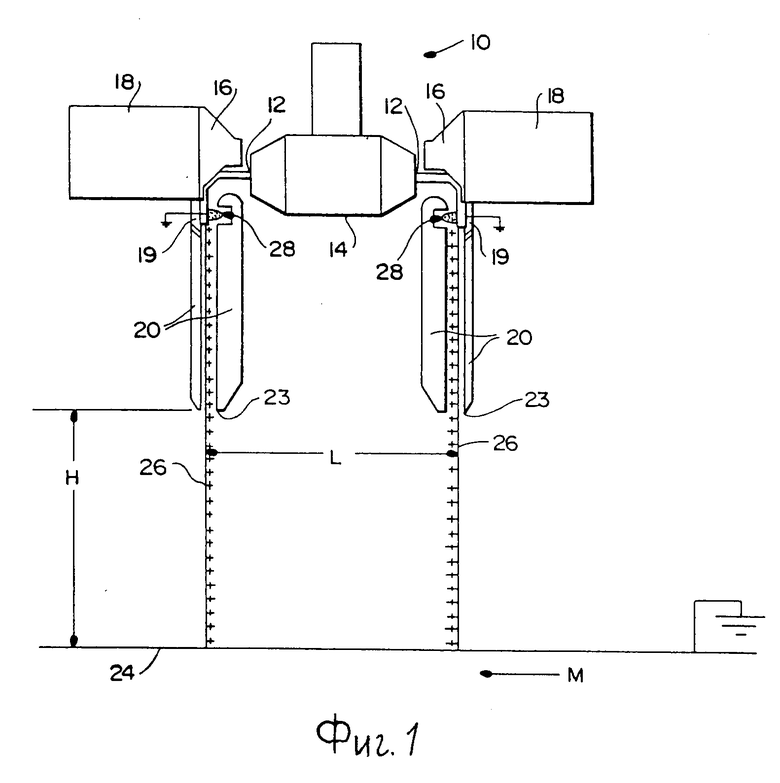
На фиг. 1 изображен двухторцовый прядильный узел с двумя выходящими из него близко расположенными друг к другу укладывающими струями 26. Укладывающие струи 26 транспортируют волокнистый материал на заземленное собирающее полотно 24 ленточного транспортера, движущееся в направлении М. Двухторцовый узел 10 содержит блок 14 прядильного органа, снабженный парой аэродинамических прядильных сопел 12, которые направляют газ и волокнистый материал на расположенные внутри вращающиеся дольчатые дефлекторы 16, приводимые электродвигателями 18. Вращающиеся дольчатые дефлекторы 16 направляют газ в волокнистый материал вниз к собирающему полотну 24 транспортера как пару укладывающих струй 26. Укладывающие струи 26 окружены аэродинамическими экранами 20 с целью защиты струй до того, как они выйдут из выходных точек 23.
С целью обеспечения более близкого расположения друг к другу укладывающих струй 26 каждая укладывающая позиция выполнена двухторцовым блоком "два в одном". Этот блок позволяет расположить укладывающие струи 26 гораздо ближе друг к другу (ближе, чем расстояние три фута, практикуемое обычно в коммерческой практике при использовании отдельных одиночных блоков). При эксплуатации укладывающие струи 26 формируются беспорядочно окрученными органическими волокнами (в предпочтительном варианте полиэтилена), с высокой скоростью транспортирующими газ из каждого прядильного сопла 12 двухторцового прядильного узла 10. Узел 10 содержит пару внутренних вращающихся дефлекторов 16, разделенных на три части для того, чтобы направлять волокнистый материал вниз и расплавлять органические волокна, образуя взаимосвязанную ленту. Дефлектор 16 вызывает вибрацию ленты в поперечном направлении и распределяют разрыхленную массу поперек движущегося собирающего полотна 24. Волокнистый материал беспорядочно скручен, а образующаяся в результате лента положительно заряжается коронным разрядом, создаваемым ионной пушкой 28 и пластиной 19 антикатода, для облегчения прикрепления ленты к заземленному собирающему полотну 24 транспортера.
В предпочтительном варианте множество двухторцовых прядильных узлов 10 установлено над собирающим полотном 24 для формирования множества слоев нетканой волокнистой ленты. Выходные точки 23 двухторцовых прядильных узлов 10 в предпочтительном варианте удалены друг от друга на расстояние приблизительно 10,5 дюйма в горизонтальном направлении движения машины и приблизительно на 10 дюймов от поверхности собирающего полотна 24. На фиг. 1 расстояние между выходными точками 23 в горизонтальном направлении движения машины обозначено буквой L, а расстояние между каждой выходной точкой 23 и поверхностью полотна 24 обозначено буквой Н. Как отмечалось выше, при нормальных обстоятельствах такое расположение создает нестабильное взаимодействие газовых струй, которое приводит к уменьшению однородности ленты и создает проблемы непрерывности работы машины.
Укладывающие струи 26 на фиг. 2 показаны более детально как разрыхленная масса 30 волокнистого материала, транспортируемая газом 32. Разрыхленная масса 30 и транспортирующий газ 32 выходят из нижней части аэродинамических экранов 20 (т.е. выходных точек 23). На чертеже далее показаны траектории потока, создаваемые в момент, когда две соседних близко расположенных друг к другу укладывающих струй 26 воздействуют на поверхность полотна 24. Когда разрыхленная масса 30 и транспортирующий газ 32, образующие каждую укладывающую струю, воздействуют на полотно 24, приблизительно половина транспортирующего газа отклоняется примерно на 90о вверх по стрелке 34 по отношению к движущемуся полотну и приблизительно половина транспоpтиpующего газа отклоняется примерно на 90о вниз по стрелке 36 по отношению к движущемуся полотну. Электростатически заряженная разрыхленная масса 30 формирует волокнистую ленту на поверхности полотна 24.
Когда газовые струи 34 и 36 сталкиваются вдоль поверхности полотна, образуется турбулентный фонтан или струйка движущегося вверх отработанного газа 38. Образующийся в результате фонтан турбулентного отработанного газа 38 рециркулирует в траекторию потока укладывающих струй 26, содержащих разрыхленную массу 30 и транспортирующий газ 32. Эта рециркуляция создает сильную нестабильность и сбои в однородности волокнистой ленты. Эти сбои будут происходить не только между близко расположенными друг к другу укладывающими струями одного и того же двухторцового узла прядильного органа, но и между укладывающими струями различных двухторцовых узлов прядильных органов (не показаны), поскольку их используют последовательно для укладывания волокнистого материала вдоль собирающего полотна 24.
Согласно фиг. 3 над собирающим полотном 24 показаны средства для отвода отработанного газа и четыре аэродинамических экрана 20 в паре двухторцовых прядильных узлов. Эти средства содержат пару блочных дефлекторных лопаток 40 и позиционную дефлекторную лопатку 42, размещенную между аэродинамическими экранами 20. Блочные лопатки 40 размещены между соседними аэродинамическими экранами 20 одного и того же двухторцового узла 10 прядильного органа, в то время как позиционная лопатка 42 размещена между соседними аэродинамическими экранами 20 разных двухторцовых узлов прядильных органов. В предпочтительном варианте позиционная дефлекторная лопатка 42 размещена примерно посередине между соседними аэродинамическими экранами 20, в то время как блочные дефлекторные лопатки размещены ближе к расположенному вверх по отношению к движению собирающего полотна аэродинамическому экрану 20, чем к расположенному вниз по отношению к движению собирающего полотна аэродинамическому экрану 20. Размещение блочных лопаток таким образом в большей степени экранирует укладываемые струи 26 и помогает центрировать и сдерживать создаваемый фонтанирующий поток. Вдоль собирающего полотна 24 вверх и вниз по отношению к его движению могут быть использованы дополнительные двухторцовые узлы прядильных органов и лопатки 40 и 42. Последние выполняются из токонепроводящего материала, преимущественно листового акрила.
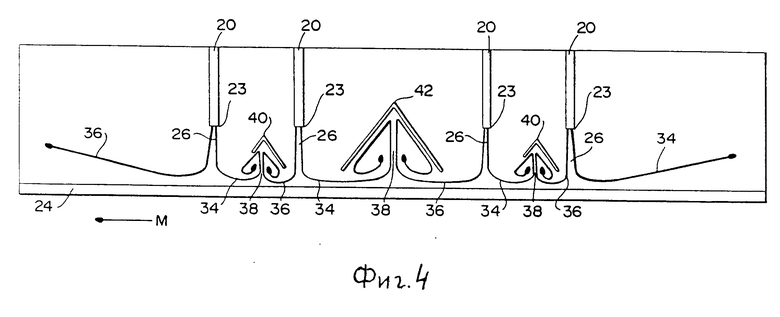
На фиг. 4 изображено средство для отвода отработанного газа, вид сбоку. Каждый из четырех отдельных аэродинамических экранов 20 образует укладывающую струю 26 в выходной точке 23, содержащую разрыхленную массу волокнистого материала и транспортирующий газ. Каждая из направленных вниз укладывающих струй 26 воздействует на собирающее полотно 24. Как описывалось выше, отклоняющиеся отработанные газы 34 и 36 сталкиваются и фонтанируют вверх, образуя струю 38. Когда фонтанирующая струя 38 поднимается, она собирается и сдерживается внутри подвешенных блочных лопаток 40 и позиционный лопатки 42. В предпочтительном варианте блочные дефлекторные лопатки 40 представляют собой перевернутый V-образный желоб, направленная вниз по отношению к движению собирающего полотна пластина которого короче, чем пластина, направленная вверх. Это позволяет направлять укладывающие струи 26 под небольшим углом вверх по отношению к движению собирающего полотна 24, при этом направленная вверх укладывающая струя не ударяется о верхнюю поверхность направленной вниз пластины блочной лопатки 40. Желоб открыт с каждого конца и имеет угол между пластинами около 70о. Ширина блочных лопаток 40 в поперечном направлении составляет около 24 дюймов, а расстояние между кончиком направленной вверх пластины блочных лопаток 40 и поверхностью собирающего полотна 24 составляет около 5 дюймов. Кроме того, блочные лопатки 40 имеют внутренний размах около 5,5 дюйма. В предпочтительном варианте позиционная лопатка 40 имеет внутренний размах около 12 дюймов и угол между пластинами, составляющий около 90о. Ширина позиционной лопатки 42 в поперечном направлении составляет около 28 дюймов, а вертикальное расстояние между кончиками пластин позиционной лопатки 42 и поверхностью собирающего полотна 24 составляет около 4 дюймов. Позиционная лопатка 42 также открыта с обоих концов. Следует понимать, что для использования в рамках изобретения пригодны лопатки другой геометрии, если они собирают и сдерживают фонтанирующую струю 38 и удаляют ее из зоны фоpмирования ленты. В частности, плоская горизонтальная пластина обеспечит некоторую степень стабильности одной укладывающей струи по отношению к другой. При эксплуатации лопатки 40 и 42 отклоняют фонтанирующую струю 38 и удаляют ее из зоны формирования ленты до того, как она может рециркулировать в укладывающие струи 26, содержащие разрыхленную массу 30 и транспортирующий газ 32. Отклоненная фонтанирующая струя 38 удаляется в поперечном направлении и из открытых концов лопаток 40 и 42. Таким образом предотвращают сбой однородного формирования волокнистой ленты на собирающем полотне 24 фонтанирующей струей 38.
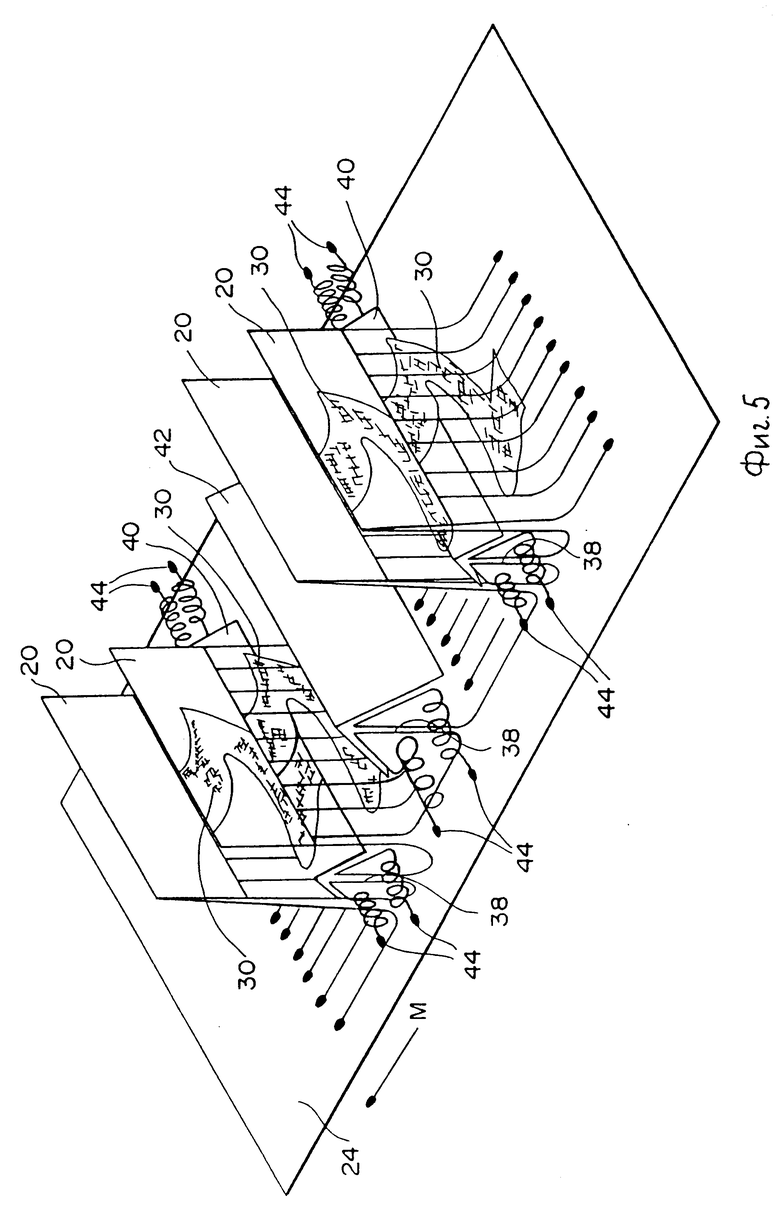
Отклоненные фонтанирующие струи 38 на фиг. 5 показаны удаляемыми в поперечном направлении и выпускаемыми из лопаток 40 и 42 по траектории 44 спирального потока. Управление турбулентными фонтанирующими струями 38 позволяет однородно укладывают разрыхленную массу 30 волокнистого материала на собирающее полотно 24. Наилучшие результаты получают, когда блочные лопатки 40 используются наряду с позиционной лопаткой 42, однако изобретение может быть успешно реализовано без использования позиционной лопатки 42, а только с блочными лопатками 40.
П р и м е р 1. Формирование ленты с использованием единичного прядильного органа.
Каждое прядильное сопло из единичного блока вырабатывает приблизительно 170 фунтов/ч раствора полимера и 60 фут 3/мин транспортирующего газа. Образующаяся в результате лента электростатически заряжена, что способствует ее прикреплению к собирающему полотну. Ленты подвергали вибрации в поперечном направлении при номинальной частоте 70 Гц и каждая укладывающая струя была направлена под таким углом, что она сталкивалась с полотном под номинальным углом 5о по отношению к направлению его движения. Придавая небольшой угол струям в направлении движения полотна, можно значительно уменьшить воздействие пограничного слоя текучей среды на полотно. Расстояние от выходной точки укладывающей струи до собирающего полотна составляло приблизительно 12 дюйм. Как показывали измерения, ленты, произведенные таким образом, в типичном случае имели средний индекс однородности 22.
П р и м е р 2. Формирование ленты с использованием двухторцового узла прядильного органа.
Было проведено испытание с использованием двухторцового узла прядильного органа с соседними близко расположенными друг к другу укладывающими струями. Геометрия вращающегося сопла и прядильного органа была по существу такой, как описано выше, за исключением того, что укладывающая струя, находящаяся внизу по направлению движения полотна, была первоначально направлена вверх под углом примерно 5о, а укладывающая струя, находящаяся вверху по направлению движения полотна, была первоначально направлена вверх под углом примерно 7о. Однако вследствие действия притягивающих сил близко расположенных друг к другу укладывающих струй образующиеся в результате верхняя и нижняя укладывающие струи фактически сталкиваются с полотном под углом примерно 5о. Ткани подвергаются вибрации при 55 Гц, на каждой ткани был размещен электростатический заряд. Общая скорость потока полимерной массы через узел составляла 170 фунт/ч, а скорость потока транспортирующего газа в единицах объема составляла приблизительно 60 кубических футов в минуту. Расстояние между выходной точкой укладывающей струи и поверхностью собирающего полотна составляло приблизительно 10 дюймов. Взаимодействие между укладывающими струями было настолько сильным, что ткань зачастую поднималась вверх по соседству с выходной точкой укладывающей струи после столкновения с собирающим полотном. Во время этого испытания другие укладывающие струи в окружении отсутствовали, чтобы устранить вероятность дополнительных взаимодействий со стороны соседних укладывающих струй, обеспечить наилучшую возможность для стабильного формирования ленты. Индекс однородности по результатам этого испытания составлял 19,2 для нижней разрыхленной массы и 21,2 для верхней разрыхленной массы.
Следовательно, двухторцовые узлы прядильных органов будут создавать значительные помехи между соседними укладывающими струями, ведущие к неоднородности в укладывании волокна и последующей неоднородности ленты, если укладывающие струи горизонтально отстоят друг от друга вниз по ходу движения полотна на расстоянии, которое менее, чем в пять раз меньше вертикального расстояния между выходной точкой укладывающей струи и поверхностью собирающей ленты.
П р и м е р 3. Формирование ленты с использованием двухторцового узла прядильного органа с применением лопаток.
Было проведено испытание с двухторцовым узлом прядильного органа с использованием блочной лопатки между соседними укладывающими струями и над поверхностью собирающего полотна. Промежуток между укладывающими струями и конструкция узла прядильного органа были такими же, как описано выше, за исключением того, что нижняя по направлению движения полотна укладывающая струя была первоначально направлена вверх под углом примерно 0о, а верхняя укладывающая струя была первоначально направлена вверх под углом примерно 10о. Однако вследствие действия притягивающих сил между близко расположенными друг к другу укладывающими струями образующиеся в результате верхняя и нижняя укладывающие струи фактически сталкивались с полотном под углом примерно 5о. Ленты подвергались вибрации при 60 Гц и на каждой ленте был размещен электростатический заряд. Общая скорость потока полимерной массы через узел прядильного органа составляла номинально 155 фунт/ч, а скорость потока транспортирующего газа в единицах объема составляла около 55 фунт/мин. Расстояние от выходной точки укладывающей струи до поверхности собирающего полотна составляло около 10 дюймов. Блочная лопатка представляла собой перевернутый V-образный желоб с внутренним размахом 6,5 дюйма и углом между пластинами 70о. Ширина блочной лопатки в поперечном направлении составляла около 24 дюймов. Расстояние от кончика верхней пластины блочной лопатки до поверхности полотна составляло около 5 дюймов.
Между соседними двухторцовыми узлами прядильных органов была размещена также перевернутая V-образная позиционная лопатка. Позиционная лопатка находилась приблизительно посередине между соседними позициями укладывания. Позиционная лопатка имела приблизительный внутренний размах 12 дюймов с углом между пластинами 90о и была размещена таким образом, что расстояние от кончика пластин лопатки до поверхности полотна составляло около 4 дюймов. Ширина позиционной лопатки в поперечном направлении составляла около 28 дюймов.
В предпочтительном варианте размах и высота лопаток должны составлять по меньшей мере одну четвертую расстояния между укладывающими струями в направлении движения полотна. Требования к размаху обычно зависят от изменений скорости полотна, тогда как требования к высоте в большей степени зависят от изменений скорости потока укладывающих струй в единицах объема.
Взаимодействие между укладывающими струями было уменьшено таким образом, что точка столкновения волокнистого материала с полотном оставалась стабильной и электростатически заряженная лента прикреплялась, когда она достигала собирающего полотна и не поднималась вверх к выходной точке укладывающих струй. Позиционная лопатка и блочные лопатки удаляли фонтанирующий поток от создающих его струй и препятствовали образованию в них значительной нестабильности. Стабильность ткани от выходной точки укладывающих струй до собирающего полотна была такой же или лучше, чем при более широко расположенных укладывающих струях. Индекс однородности для этого испытания составлял 17,7 для нижней укладывающей струи и 16,3 для верхней укладывающей струи. Другие испытания показали, что индекс однородности зачастую на 10-20% выше по сравнению с волокнистыми лентами, сформированными обычными единичными прядильными органами.
Вышеприведенные примеры показывают, что помехи или взаимодействие между отработанными струями близко расположенных друг к другу укладывающих струй могут быть уменьшены или даже предотвращены. Использование блочных и позиционных лопаток позволяет повысить однородность ленты и производительность узла прядильного органа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НИТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2041300C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛЕКСИФИЛАМЕНТНОГО ПЛЕНОЧНО-ФИБРИЛЛЯРНОГО ПОЛИЭТИЛЕНОВОГО КАБЕЛЯ | 1990 |
|
RU2026899C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПАКОВКИ ВОЛОКНИСТОГО МАТЕРИАЛА | 1990 |
|
RU2005690C1 |
| МНОГОСЛОЙНАЯ СТРУКТУРА ДЛЯ БАЛЛИСТИЧЕСКОЙ ЗАЩИТЫ | 1997 |
|
RU2180954C2 |
| НЕПРЕРЫВНОЕ ВОЛОКНО И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1990 |
|
RU2024654C1 |
| ЭЛАСТОМЕРНЫЙ СОСТАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1991 |
|
RU2083606C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИКОМПОНЕНТНОГО ВОЛОКНА ТИПА "ЯДРО-ОБОЛОЧКА" | 1990 |
|
RU2044804C1 |
| КОМПОЗИЦИЯ ДЛЯ ФОРМОВАНИЯ ВОЛОКНА | 1990 |
|
RU2011701C1 |
| ТКАНЬ | 1989 |
|
RU2041984C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГРУБОЙ ХЛОПЧАТОБУМАЖНОЙ ТКАНИ | 1991 |
|
RU2009283C1 |


Использование: изобретение относится к производству длинномерных волокнистых материалов при укладке волокон газовыми струями и направлено на уменьшение или предотвращение помех между соседними близко расположенными друг к другу укладывающими струями. Сущность изобретения: усовершенствование представляет собой размещение перевернутой V-образной дефлекторной лопатки между соседними укладывающими струями таким образом, что турбулентные газовые струи, создаваемые каждой укладывающей струей, отклоняются из зоны укладывания ленты на движущемся собирающем полотне ленточного транспортера. Лопатка удаляет фонтан газа, образовавшийся в результате столкновения соседних близко расположенных укладывающих струй в направлении, поперечном направлению движения полотна. 5 з.п. ф-лы, 5 ил.
| Патент США N 3477103, кл | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
