Изобретение относится к способам получения из расплава полых профилированных кристаллических тел с точно заданными размерами канала и может быть использовано в различных областях прецизионной техники, в частности для изготовления монокристаллических капилляров и волноводов.
Известен способ выращивания кристаллических тел с поперечным сечением заданной формы (в том числе и трубок), в котором кристаллическое тело вытягивают из пленки расплава, расположенной на горизонтальной поверхности, задающей форму поперечного сечения выращиваемого кристалла (I). Указанный способ имеет следующие недостатки. Одним из условий выращивания является поддержание таких температурных условий и скорости вытягивания, чтобы пленка расплава покрывала всю поверхность и толщина ее не превышала 0,25 мм. В противном случае кристаллическое тело не повторяет формы горизонтальной поверхности, на которой находится пленка расплава. Точное соблюдение постоянства размеров поперечного сечения кристаллизуемого тела требует установления фронта кристаллизации на неизменном по высоте уровне, достигаемого прецизионным поддержанием постоянных тепловых условий и скорости вытягивания. В реальных условиях наблюдаются случайные изменения тепловых условий, вызванные особенностями работы регуляторов температуры (постоянная температура поддерживается не у фронта кристаллизации в расплаве, а у какой-нибудь детали технологической оснастки, к которой подведена термопара) и регуляторов скорости вытягивания, изменениями напряжения в сети питания нагревателей и изменениями температуры и скорости протекания охлаждающих жидкостей кристаллизационных установок, а также конвекцией в расплаве, приводящие к колебаниям положения фронта кристаллизации по высоте. Кроме того, при кристаллизации материалов с примесями (например, сплавов металлов) наблюдаются периодические колебания фронта кристаллизации, вызванные перераспределением примеси между жидкой и твердой фазами. Все это приводит к изменениям размеров поперечного сечения кристаллизуемого тела в процессе выращивания, а иногда, когда фронт кристаллизации поднимается настолько высоко, что силы поверхностного натяжения расплава уменьшают площадь его поверхности, - к нарушению формы поперечного сечения (например, происходит скругление острых краев при выращивании трубок с прямоугольным поперечным сечением) или к полному заплыванию канала. Таким образом для получения полых тел с точно заданными формой и размерами канала предлагаемым способом требуется дополнительная химическая и механическая обработка. Последующая обработка, особенно механическая, вызывает нежелательные изменений свойств материала, а в некоторых случаях она невозможна, если размеры канала малы. Кроме того при обработке большое количество полученного кристаллического материала идет в отход.
Известно устройство для реализации способа (I) содержит тигель с расплавом и формообразователь из смачиваемого расплавом материала с верхней горизонтальной поверхностью выше уровня расплава в тигле, края которой определяют размеры и форму выращиваемого кристалла. Верхняя горизонтальная поверхность формообразователя соединена капиллярами с расплавом в тигле, по которым расплав подается на нее за счет сил поверхностного натяжения для образования пленки расплава. При выращивании кристалла из пленки расплава, образованной на верхней горизонтальной поверхности формообразователя, его поперечные размеры меняются вследствие изменений тепловых условий, так как затвердевание расплава происходит выше формообразователя, а поперечные размеры пленки расплава в этом случае определяются равновесием сил поверхностного натяжения и зависят от положения фронта кристаллизации Это приводит к тому, что получить кристаллическое тело с точно заданными размерами канала с помощью такого устройства невозможно. Необходимо такое устройство, в котором размеры поперечного сечения пленки или столбика расплава не зависели бы от положения фронта кристаллизации хотя бы в некоторых пределах.
Известен способ получения полых кристаллических тел с поперечным сечением заданной формы, в котором кристаллическое тело выращивают из пленки расплава, расположенной на горизонтальной поверхности, имеющей конфигурацию внешних краев, задающую внешние форму и размер кристалла, и участок несмачиваемого расплава, выступающего над горизонтальной поверхностью материала, задающего форму и размеры канала (2). Участок не смачиваемого расплавом материала препятствует заплыванию канала при малых его размерах. В остальном указанный способ имеет те же недостатки, что и описанный выше, то есть вследствие изменения тепловых условий в процессе выращивания получаемое кристаллическое тело характеризуется отклонением размеров канала от горизонтальной плоскости с одновременным вращением выращиваемого тела или тигля для обеспечения тепловой симметрии. Положение фронта кристаллизации может меняться от поверхности расплава в тигле до некоторого верхнего положения, когда происходит отрыв расплава от выращиваемого кристалла, так как размеры поперечного сечения столба расплава определяются равновесием сил поверхностного натяжения и меняются по высоте. Это приводит к тому, что вследствие изменений тепловых условий меняется положение фронта кристаллизации по высоте и выращиваемый кристалл характеризуется отклонением размеров поперечного сечения от заданных. Полученный таким способом кристалл нуждается в последующей обработке. Указанные недостатки можно было бы устранить, если бы расплав плотно прилегал к несмачиваемому стержню на некоторой длине, тогда изменения положения фронта кристаллизации не приводили бы к нарушению размеров канала и позволяли бы получать кристаллы с высокой чистотой поверхности внутри канала.
Известно (устройство) 3 для реализации предлагаемого способа, содержащее контейнер для расплава и формообразователь в виде расположенного в центре стержня, не смачиваемого расплавом, подвижный шток с затравкодержателем для вытягивания кристалла. Такое устройство рассчитано на формирование столба расплава за счет сил поверхностного натяжения и вследствие этого не обеспечивает постоянства поперечных размеров при изменении положения фронта кристаллизации по высоте при нарушении тепловых условий, и получение кристаллических изделий с точно заданными размерами канала и высоким качеством поверхности. Указанные недостатки можно устранить введением в устройство технических средств, обеспечивающих создание давления в расплаве у фронта кристаллизации для плотного прилегания расплава к несмачиваемому центральному стержню. В этом случае размеры поперечного сечения получаемого кристалла не зависели бы от положения фронта кристаллизации в некоторых пределах.
Таким образом, технические недостатки приведенных способов и устройств приводят к необходимости дальнейшей обработки выращенных кристаллических изделий с целью доведения их до точно заданных размеров и определенной чистоты поверхности, то есть к потерям материала и дополнительным затратам времени и средств, снижающих производительность труда в целом.
Целью изобретения является экономия материалов и повышение производительности труда.
С этой целью предлагается формировать столб расплава, плотно прилегающий к центральному не смачиваемому расплавом стержню формообразователя, выступающему над верхней горизонтальной поверхностью формообразующего устройства, также не смачиваемого расплавом и находящегося ниже уровня расплава в тигле, т. е. на столб расплава снизу воздействовать дополнительным давлением, и выращивание кристалла ведут при температуре горизонтальной поверхности не ниже, а верхнего торца выступающего стержня не выше температуры кристаллизации расплава, Ткр, когда фронт кристаллизации располагается по высоте в пределах между указанной горизонтальной поверхностью и верхним торцом формообразующего стержня. Для подавления капиллярных эффектов в щели формообразователя необходимо создать давление, обеспечиваемое столбом расплава высотой h1, определяемой из следующего выражения:
h1 = 2 σ cos θ/ρ gt, где σ - поверхностное натяжение расплава;
θ - краевой угол смачивания расплавом материала формообразователя;
ρ - плотность расплава;
g - ускорение силы тяжести;
t - толщина щели.
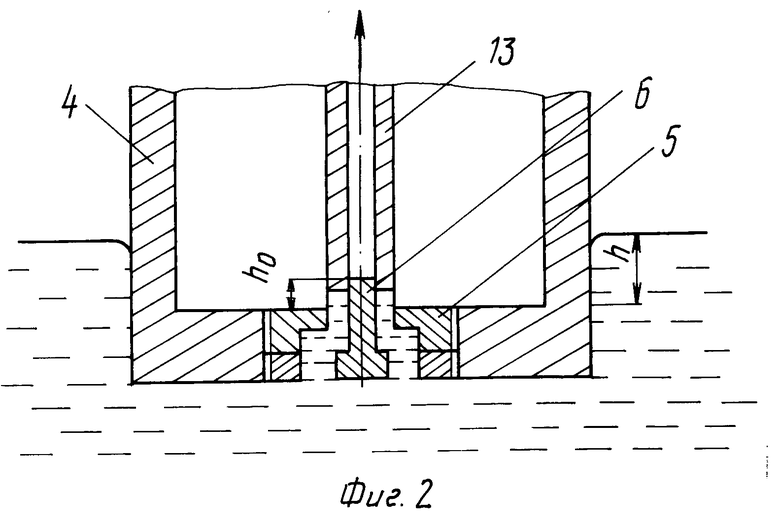
Для плотного прилегания столба расплава к стержню создается дополнительное давление, обеспечиваемое столбом расплава высотой h в пределах: h1 < h < ho + h1, где ho - высота центрального стержня над горизонтальной поверхностью формообразователя.
Нижний предел высоты столба расплава h1 определяет прохождение расплава через щель в формообразователе, при h < h1 расплав не проходит в щель и не образует вокруг центрального стержня объема, подлежащего кристаллизации. Верхний предел высоты столба расплава ho + h1 определяет оптимальное давление расплава при крайнем верхнем допустимом положении фронта кристаллизации, при h > ho + h1 силы поверхностного натяжения не способны удержать расплав в виде вертикального столбика вокруг формообразующего стержня и он разливается по горизонтальной поверхности формообразователя. Столб расплава высотой h, обеспечивающий необходимое давление, создается погружением формообразующего устройства ниже уровня расплава в тигле.
Известное устройство для реализации способа (2) содержит тигель с расплавом и формообразователь из смачиваемого расплавом материала с верхней горизонтальной поверхностью выше уровня расплава в тигле, края которой определяют размеры и форму выращиваемого кристалла. На горизонтальной поверхности формообразователя имеется участок не смачиваемого расплавом, выступающего над горизонтальной поверхностью материала. Верхняя горизонтальная поверхность соединяется с расплавом в тигле посредством каналов, по которым расплав подается на нее за счет капиллярных эффектов. При выращивании кристаллов с помощью такого устройства участок не смачиваемого расплавом материала препятствует уменьшению размеров канала меньше заданных размеров при изменении температурных условий, не возможно отклонение размера в сторону их увеличения, то есть размер получения кристалла зависит от положения фронта кристаллизации по высоте, и выращенные кристаллические изделия требуют дополнительной обработки.
Наиболее близким к предлагаемому является способ (3) для получения из расплава трубок, согласно которому объем расплава, подлежащий кристаллизации, формируют под действием поверхностного натяжения вокруг не смачиваемого расплавом стержня, выступающего над уровнем расплава в тигле, создают градиент температуры по высоте этого столба расплава, выращивают кристалл с верхней холодной стороны столба расплава с заданной скоростью путем последовательного наращивания тела одновременно во всеx точках.
Выращиваемое кристаллическое тело вытягивают, предварительно создав температурный градиент на высоте сформированного столба расплава, с верхней холодной стороны, с заданной скоростью путем последовательного наращивания тела одновременно во всех точках горизонтальной плоскости с постоянным пополнением столба расплава через щель в формообразователе. Благодаря плотному прилеганию расплава к центральному стержню размеры и форма поперечного сечения канала в полученном кристаллическом теле и качество поверхности в нем не зависят от положения фронта кристаллизации по высоте между горизонтальной поверхностью формообразователя и верхним торцом стержня и определяются только размерами, формой поперечного сечения и чистотой поверхности формообразующего стержня. Положение фронта кристаллизации, определяемое высотой, на которой температура равна температуре кристаллизации Ткр, зависит от температурных условий выращивания: температур на горизонтальной поверхности формообразователя и на верхнем торце формообразующего стержня (первая всегда выше второй благодаря температурному градиенту по высоте столба расплава). Повышение температур приводит к подъему фронта кристаллизации, понижение - к его опусканию. Опускание фронта кристаллизации ниже горизонтальной поверхности формообразования при понижении температуры на ней ниже Ткрприводит к сцеплению кристалла с формообразователем и его механическому разрушению, а подъем фронта кристаллизации выше верхнего торца стержня при возрастании температуры на нем выше Ткр - к уменьшению размеров канала. Положение фронта кристаллизации находится в заданных пределах при изменении температуры, например на Δ Т, на горизонтальной поверхности формообразователя от Ткр до Ткр + Δ Т, где Δ Т=ho (dT/dX), а dT/dX - градиент температуры на высоте столба расплава. При таких условиях случайные изменения тепловых условий в процессе выращивания не отражаются на размере и качестве поверхности в кристаллическом теле.
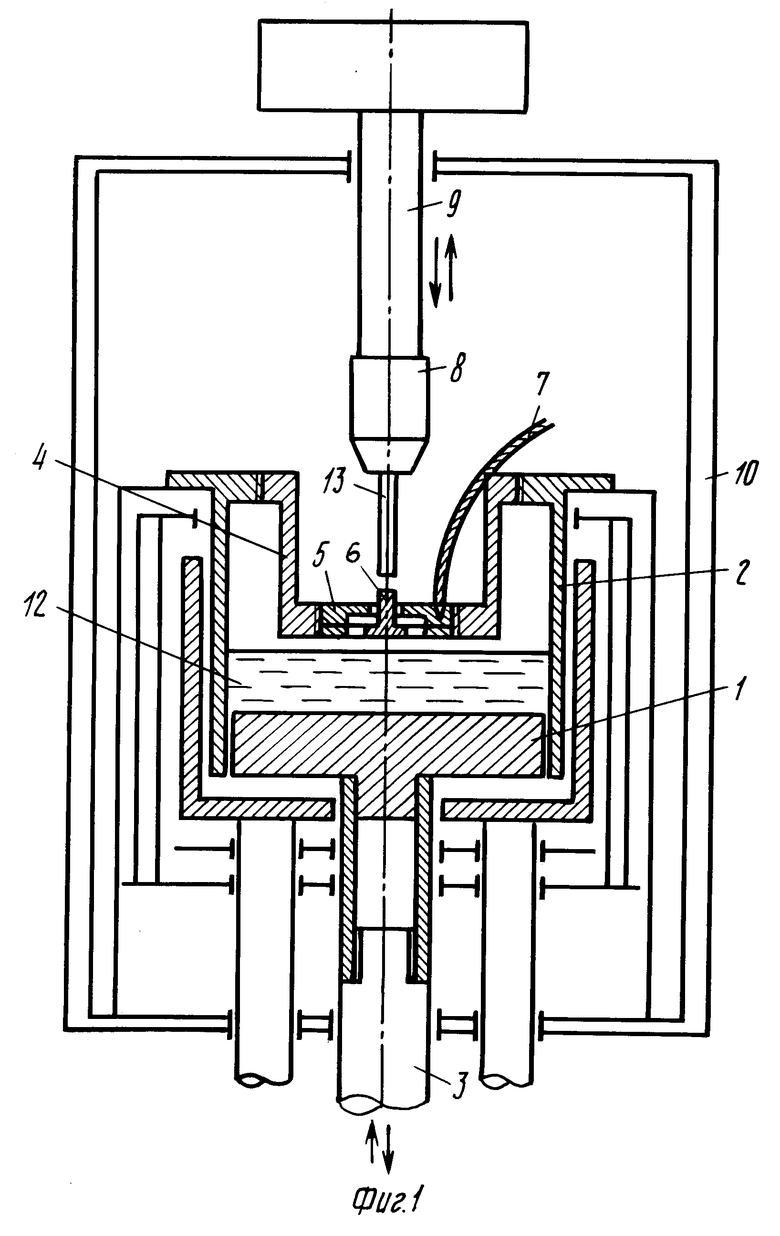
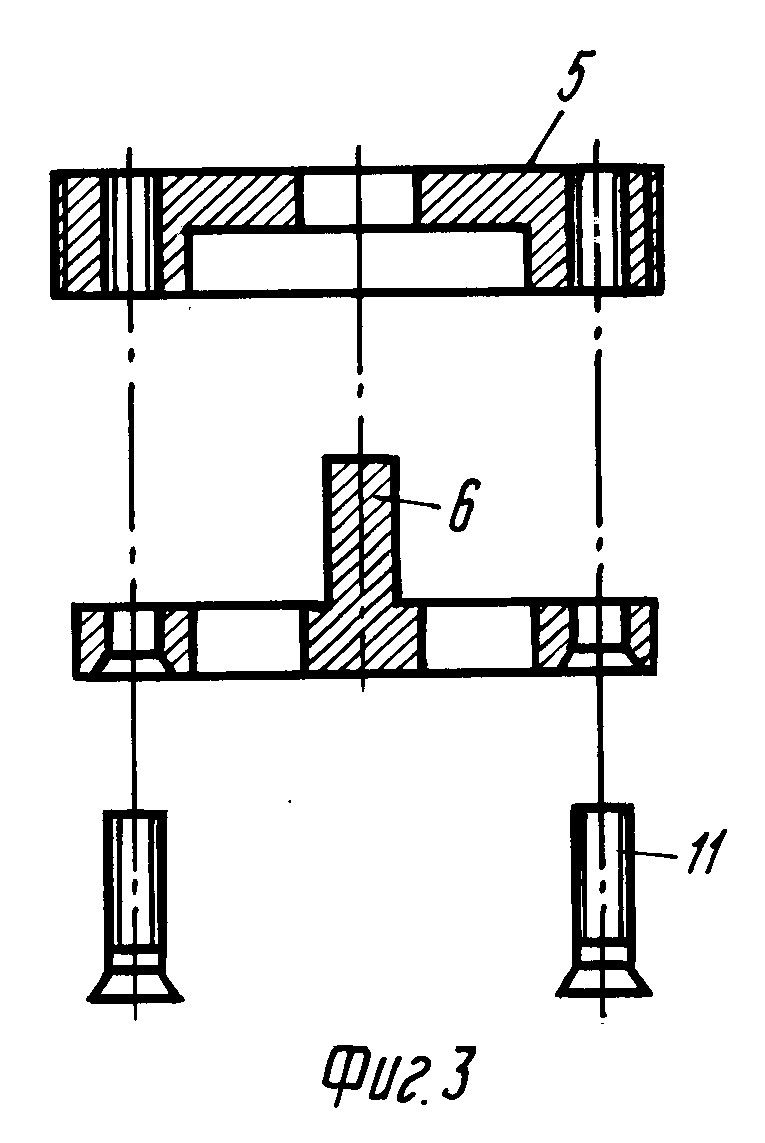
На фиг. 1 изображена схема устройства для выращивания кристаллов, поперечный разрез; на фиг. 2 - схема работы устройства при выращивании полых кристаллических тел, разрез; на фиг. 3 - схема соединения составных частей формообразователя для получения полых кристаллов с каналами любой заданной формы.
Устройство (фиг. 1) содержит поршень 1 со скользящей насадкой по цилиндрическому контейнеру 2, закрепленный на подвижном штоке 3, графитовый стакан 4, формообразователь 5 с выступающим над ним центральным стержнем 6, термопару 7, затравкодержатель 8 на подвижном штоке 9 и печь 10. Формообразователь состоит из двух частей (фиг.3), соединяемых друг с другом с помощью винтов 11, и ввинчивается в дно стакана 4. Замена составных частей формообразователя позволяет перестраивать устройство для выращивания кристаллических тел с различным поперечным сечением. Формообразователь изготовлен из не смачиваемого расплавом материала, например графита, для сплавов на основе меди. Для получения кристаллов в виде трубок и капилляров верхняя часть формообразователя 5 имеет круглое отверстие, задащее внешний размер кристаллического изделия, а нижняя - стержень 6 с диаметром, задающий размер канала (фиг. 3). Для получения волноводов отверстие и стержень имеют соответствующую прямоугольную форму, т. е. стержень может иметь любую форму поперечного сечения, которая определяет форму поперечного сечения канала. В собранном формообразователе стержень 6 выступает над верхней горизонтальной поверхностью на величину ho = 1-4 мм. Меньшая высота выступа не обеспечивает удержания фронта кристаллизации в пределах между горизонтальной поверхностью формообразователя и верхним торцом стержня при реально наблюдающихся случайных изменениях температуры (±3оС). При высоте выступа более 4 мм уменьшение размеров кристалла в процессе его остывания выше фронта кристаллизации приводит к заклиниванию на формообразующем стержне, деформации и механическому разрушению изделия.
Предлагаемое устройство работает следующим образом.
Расплав 12 перемещением поршня 1 по контейнеру 2 с помощью штока 3 поднимается до тех пор, пока между стенками контейнера 2 и стакана 4 не возникнет столб высотой h (фиг.2), обеспечивающий дополнительное давление расплава. Высота столба расплава определяется по величине перемещения нижнего штока. Одновременно расплав заполняет формообразователь 5 и вокруг центрального стержня 6 формируется объем расплава для кристаллизации. С помощью штока 9 опускается затравкодержатель 8 с затравкой 13, затравка оплавляется, происходит ее сцепление с расплавом. После этого с помощью штока 9 начинается вытягивание кристалла с заданной скоростью. Температура в зоне кристаллизации контролируется термопарой 7. Изменения температуры, измеряемой термопарой, не превышающие ±3оС относительно температуры роста, приводят к изменению положения фронта кристаллизации не более ±0,5 мм, то есть в пределах выступа центрального стержня, и поэтому не влияют на размеры канала в получаемом кристаллическом теле, как они в этом случае определяются только размерами и формой сечения центрального стержня. Отклонения температуры величиной ±3оС обычно наблюдаются при изменениях напряжения питания нагревателей (включение и выключение других потребителей электроэнергии) и при изменении температуры и скорости протекания охлаждающей жидкости (воды).
Кристаллическое тело, получаемое при использовании предлагаемых способа и устройства, имеет канал с формой и размерами, точно повторяющими форму и размер сечения формообразующего стержня, незначительно уменьшенные при охлаждении до комнатной температуры на величину, определяемую разностью коэффициента теплового расширения выращиваемого материала и материала формообразователя. Поэтому форма, размеры и чистота поверхности внутреннего канала определяются формой, размерами и чистотой обработки поверхности центрального стержня формообразователя. Заменяя формообразователь, можно получать кристаллические тела с различной формой и размерами поперечного сечения.
П р и м е р 1. С помощью предлагаемых способа и устройства были получены монокристаллические капилляры с внутренним диаметром 1,0 мм и чистотой поверхности внутри канала 0,10, внешним диаметром 3 мм из сплава Cu-Al-Ni, содержащего, мас.%: Al 14,2; Ni 3: Cu остальное.
Для их получения расплав сплава Cu-Al-Ni перемещением поршня 1 по контейнеру 2 из графита поднимался с помощью штока 3 до образования столба расплава h = 7 мм между стенками контейнера 2 и стаканом 4 из графита при одновременном заполнении формообразователя из графита с выступающим над ним на 2 мм центральным стержнем диаметром 1,02 мм и чистотой обработки поверхности 0,10, диаметр формообразующего стержня 1,02 мм был выбран исходя из установленной экспериментально величины усадки кристаллизуемого материала по отношению к графитовой оснастке на 1,5% после остывания до комнатной температуры. Затем затравка опускалась до соприкосновения ее со столбом расплава вокруг формообразующего стержня и оплавления. После сцепления объема расплава, подлежащего кристаллизации, с затравкой в затравкодержателе 8 начиналось вытягивание кристалла с помощью подвижного штока 9 со скоростью 3-4 мм/мин. Температура, измеряемая термопарой, составляла 1052±2оС. В конце процесса выращивания кристалл отрывался от расплава снижением давления расплава при перемещении поршня вниз и включением ускоренного перемещения затравки.
Исследование полученных кристаллических изделий показало, что это монокристаллы трубчатой формы с диаметром канала 1,00 мм и чистотой поверхности, близкой к 0,10, не требующие дальнейшей обработки.
П р и м е р 2. С помощью предлагаемых способа и устройства были также получены волноводы из меди с сечением канала 3,6 х 1,8 мм, чистотой поверхности в канале 0,10 и толщиной стенок 1,0 мм. Центральный стержень из графита исходя из экспериментально установленной величины усадки меди по отношению к графитной оснастке на 1,5% имел сечение размеров 3,65 х 1,83 мм и чистоту обработки поверхности 0,10. Для получения указанных изделий расплав меди перемещением поршня 1 по контейнеру 2 из графита вверх с помощью штока 3 поднимался до образования столба расплава высотой h = 13 мм между стенками контейнера 2 и стакана 4 из графита при одновременном заполнении формообразователя из графита с выступающим над ним на 3 мм центральным стержнем и образования столба расплава. В соприкосновение со столбом расплава с помощью штока 9 приводилась затравка, закрепленная в затравкодержателе 8, затравка оплавлялась, происходило сцепление с объемом расплава, подлежащим кристаллизации. Вытягивание кристалла проводилось со скоростью 3-4 мм/мин при температуре, измеряемой термопарой 7, равной 1078±2оС. Колебания температуры на ±2оС не приводили к изменению размеров сечения канала в выращиваемом кристаллическом теле. В конце процесса выращивания кристалл отрывался от расплава снижением давления расплава при перемещении поршня вниз и включением ускоренного перемещения штока с затравкой. Полученные таким образом волноводы имели размеры сечения канала 3,60х1,80 мм и чистоту поверхности в нем, близкую к 0,10, и не требовали дальнейшей обработки.
Приведенные примеры подтвердили, что предлагаемые способ и устройство позволяют получить из расплава профилированные кристаллические тела с точно заданными размерами канала круглой и прямоугольной форм поперечного сечения и высокой частотой поверхности, определяемыми размерами, формой поперечного сечения и чистотой обработки центрального стержня формообразователя. Поперечное сечение канала может быть не только круглым или прямоугольным, но иметь любую другую заданную форму в зависимости от формы поперечного сечения формообразующего стержня. Аналогично внешняя форма кристаллического тела тоже может быть любой в зависимости от формы отверстия в верхней части формообразователя. Такие кристаллические тела не требуют дальнейшей механической обработки с целью доведения их размеров и чистоты поверхности до требуемых при изготовлении изделий. Таким образом устраняются потери кристаллического материала, связанные с обработкой, и экономятся время на обработку, то есть существенно повышается производительность труда. Кроме того во многих случаях механическая обработка приводила бы к ухудшению свойств материала, и она невозможна при малых размерах сечения канала изделий и большой его длине.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ В ВИДЕ ПОЛЫХ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2451117C2 |
| СПОСОБ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ ИЗ РАСПЛАВА | 2004 |
|
RU2265088C1 |
| Устройство для получения трубчатых кристаллов методом Степанова | 1990 |
|
SU1712473A1 |
| Устройство для группового выращивания профилированных кристаллов на основе меди | 1987 |
|
SU1445277A1 |
| СПОСОБ ПОЛУЧЕНИЯ КРИСТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ РАСПЛАВА | 1997 |
|
RU2160330C2 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ МОНОКРИСТАЛЛОВ | 2003 |
|
RU2230839C1 |
| Способ получения торцевых поверхностей с кривизной на монокристаллах сапфира | 2020 |
|
RU2743354C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ ПОЛИКРИСТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ РАСПЛАВА | 1990 |
|
RU2042750C1 |
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ РАСПЛАВА | 1990 |
|
SU1820638A1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ МОНОКРИСТАЛЛОВ САПФИРА | 2005 |
|
RU2304641C2 |
Изобретение относится к способам получения из расплава кристаллических тел с точно заданными размерами канала и может быть использовано в различных областях презиционной техники, в частности для изготовления монокристаллических капилляров и волноводов. Цель изобретения - экономия материалов и повышение производительности труда. Для достижения данной цели путем получения изделий с точно заданными размерами непосредственно из расплава с использованием формообразующих устройств обеспечивается плотное прилегание столба расплава к формообразующему стержню, благодаря созданию дополнительного давления расплава, и выращивание кристалла ведется при температуре горизонтальной поверхности формообразователя не ниже, а верхнего торца выступающего над ней стержня не выше температуры кристаллизации расплава при расположении фронта кристаллизации по высоте в пределах между горизонтальной поверхностью формообразователя и верхним торцом выступающего над ней стержня. Устройство для реализации данного способа, включающее контейнер для расплава, подвижный шток с затравкодержателем и не смачиваемый расплавом формообразующий стержень, снабжено формообразователем из не смачиваемого расплавом материала, в котором стержень с любой заданной формой поперечного сечения выступает над его верхней горизонтальной поверхностью на 1 - 4 мм, и поршнем на штоке, поднимающим расплав для создания дополнительного давления. 2 н.п. ф-лы, 3 ил.
СПОСОБ ПОЛУЧЕНИЯ КРИСТАЛЛИЧЕСКИХ ПОЛЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Антонов П.И | |||
| и Степанов А.В | |||
| Получение кристаллов германия трубчатой формы | |||
| Известия АН СССР | |||
| - Неорганические материалы, 1966, т.2, N 5, с.950. | |||
