Изобретение относится к технике выращивания профилированных кристаллов из расплава и может быть использовано для получения кристаллов тугоплавких оксидов, применяемых в виде готовых конструкционных узлов и изделий в различных приборах и устройствах.
Известен способ получения монокристаллических изделий из расплава [патент США N 3915662, кл. B 01 j 17/20, дата публикации 28 октября 1975 г.] , включающий изменение поперечного сечения кристалла в виде трубы, которая и используется в качестве затравки.
Недостатком способа является ограничение применения. Он позволяет изменить поперечное сечение только трубы. Кроме того, использование в качестве затравки ранее выращенной трубы приводит к низкому выходу годного, так как при контакте трубы - затравки с торцом формообразователя площадь контакта велика, что нередко приводит к возникновению блочной структуры, прорастающей в растущий кристалл, или к термоудару и, как следствие, к возникновению внутренних напряжений, приводящих к растрескиванию трубы или наращиваемого слоя (дна). К тому же любая асимметрия теплового поля может также инициировать возникновение блочной структуры в месте контакта трубы с формообразователем. В результате - низкое качество изделия и снижение выхода годного.
Наиболее близким техническим решением является способ получения кристаллических изделий с изменяемой формой поперечного сечения из расплава [патент США N 3868228, B 01 j 17/18, дата публикации 25 февраля 1975 г.] - прототип, включающий затравливание кристалла, его разращивание, вытягивание из расплава через формообразователь и изменение формы растущего кристалла.
Недостатком прототипа является невозможность получения нужного сортамента выращиваемых изделий, так как в этом способе осуществляется только переход от элемента с одним постоянным поперечным сечением к элементу с другим постоянным поперечным сечением.
Технический результат предлагаемого изобретения состоит в расширении сортамента выращиваемых изделий и в увеличении выхода годного за счет повышения качества кристаллических изделий.
Технический результат достигается тем, что в способе получения кристаллических изделий из расплава, включающем затравливание кристалла, его разращивание, вытягивание через формообразователь и изменение формы растущего кристалла, кристалл вытягивают поэтапно в виде непрерывной последовательности кристаллических элементов с различным профилем из системы подвижных и неподвижных формообразователей. На этапе вытягивания элемента кристалла с микрорельефом на боковой поверхности обеспечивают условие n/V>1/L, где n - частота вращения кристалла, об/мин, V - скорость вытягивания, мм/мин, L - высота мениска расплава между рабочими поверхностями формообразователя и фронтом кристаллизации, мм; на этапе вытягивания элемента кристалла с винтовым рельефом и на этапе вытягивания элемента кристалла спиралевидной формы обеспечивают условие n/V≤1/L; на этапе вытягивания элемента кристалла с непрерывно изменяемым профилем боковой поверхности обеспечивают условие n/V>1/L при относительном горизонтальном перемещении оси вращения кристалла и оси формообразователя по заданной программе; на этапе вытягивания элемента кристалла с постоянным вдоль оси роста поперечным сечением обеспечивают условие n = 0, а переход от одного элемента к другому осуществляют горизонтальным смещением формообразователей относительно друг друга и/или относительно оси вращения кристалла и/или изменением положения уровня расплава относительно рабочей поверхности формообразователя.
Переход к элементу с микрорельефом на боковой поверхности осуществляют при относительном горизонтальном перемещении оси вращения кристалла и оси формообразователя на величину a=rэ+0,5bэ, где a - расстояние между осью вращения кристалла и осью формообразователя, мм, bэ - толщина стенки трубчатого элемента, мм, rэ - внутренний радиус трубчатого элемента, мм, или a=Rэ-Rф, где Rэ - радиус стержневого элемента, мм, Rф - радиус формообразователя, мм. Переход к элементу с винтовым рельефом осуществляют при относительном горизонтальном перемещении оси вращения кристалла и оси формообразователя на величину a≤bэ или a≤Rэ, а переход к элементу спиралевидной формы осуществляют при относительном горизонтальном перемещении оси вращения кристалла и оси формообразователя на величину a>rэ+bэ или a>Rэ.
Предлагаемое изобретение позволяет выращивать широкий сортамент кристаллических изделий: разнообразные сложные формы, состоящие из варьируемых элементов с постоянным поперечным сечением, элементов с микрорельефом на боковой поверхности, элементов с винтовым рельефом, имеющих различный шаг, элементов спиралевидной формы и элементов с непрерывно изменяемым профилем боковой поверхности.
Выращивание производят в едином цикле, поэтапно, без отрыва кристалла от рабочей поверхности формообразователя. Такой способ выращивания значительно снижает или даже вообще исключает опасность возникновения блочной структуры или внутренних напряжений в кристалле в момент перехода от одного элемента к другому, тем самым повышая качество получаемого изделия. Отсутствие перезатравливания не искажает форму боковой поверхности, так как нет необходимости в сложном процессе совмещения уже выросшего элемента кристалла с формообразователем, имеющим отличную от формы кристалла рабочую поверхность.
Выращивание элемента кристалла с микрорельефом на боковой поверхности осуществляют при соблюдении условия n/V>1/L и перемещении оси вращения кристалла и оси формообразователя на величину a=rэ+0,5bэ для трубчатого элемента или a= Rэ - Rф для стержневого элемента. В этом случае рабочая поверхность формообразователя представляет собой элемент формы, то есть часть площади поперечного сечения кристалла. Расплав заключен между формообразователем и некоторым локальным участком поверхности кристалла. При вращении и вытягивании кристалла каждый участок формирующейся поверхности последовательно вводится в расплав и выходит из расплава. Проходя через расплав, поверхность ранее закристаллизованного слоя сначала сплавляется на некоторую величину, а затем происходит наращивание нового слоя. Так как вдоль периметра поверхности формообразователя реализуется граничное условие зацепления за кромки в течение всего процесса вытягивания, то наращивание поверхности вытягиваемого кристалла в виде трубы или стержня на величину кристаллизующегося слоя происходит в момент контакта кристалла с мениском расплава на торце формообразователя.
Для того, чтобы перейти к вытягиванию элемента кристалла с винтовым рельефом, необходимо сместить ось вращения кристалла и ось формообразователя на величину a≤bэ для трубчатого элемента или a≤Rэ для стержневого элемента и перейти к условию n/V≤1/L. В этом случае при каждом обороте вращающегося кристалла закристаллизовавшаяся часть не совпадает с жидким мениском на рабочей поверхности формообразователя именно на величину a≤bэ или a≤Rэ, что и формирует винтовой рельеф. Для формирования спиралевидного кристалла устанавливают величину a>rэ+bэ или a>Rэ. При этом условие n/V≤1/L необходимо для того, чтобы закристаллизовавшийся слой на следующем обороте кристалла не контактировал с мениском, то есть не подплавлялся, и тем самым не искажал форму винтового рельефа или спирали. Требуемый шаг винтового рельефа или спирали получается подбором скорости вытягивания и частоты вращения (h=V/n).
Элемент кристалла с непрерывно изменяемым профилем боковой поверхности получают при условии n/V>1/L, вводя относительное горизонтальное перемещение оси вращения кристалла и оси формообразователя, представляющего собой элемент формы, по заданной программе. Выбор условия n/V>1/L обусловлен теми же причинами, что и для вытягивания элемента с микрорельефом на боковой поверхности с такого же формообразователя. Горизонтальное перемещение по заданной программе одновременно с вращением и вытягиванием кристалла определяет требуемую форму боковой поверхности кристалла, которая может собой представлять любую фигуру вращения.
Для вытягивания элемента кристалла с постоянным вдоль оси роста поперечным сечением выполняют условие n=0. Формообразователь, используемый в этом случае, имеет рабочую поверхность, соответствующую поперечному сечению требуемого элемента.
Горизонтальное смещение формообразователей с различной формой и размерами рабочей поверхности относительно друг друга до момента контакта между собой менисков расплава на этих формообразователях или изменение уровня расплава относительно рабочих поверхностей формообразователя приводит к изменению площади мениска расплава, контактирующего с уже выросшим элементом кристалла. Возникшее при этом изменение поперечного сечения кристалла для элементов с микрорельефом на боковой поверхности, с винтовым рельефом, спиралевидной формы и с постоянным вдоль оси роста поперечным сечением остается неизменным до очередного смещения формообразователей или изменения положения уровня расплава.
Экспериментально было установлено, что выращивание кристалла сложной формы без его отрыва от мениска на рабочей поверхности формообразователя, то есть без его последующего перезатравливания, резко повышает структурное совершенство (качество) готового изделия и тем самым увеличивает выход годного.
Таким образом, предлагаемый способ позволяет получать широкий сортамент кристаллических изделий разнообразных сложных форм и при этом значительно увеличить выход годного за счет повышения качества изделий.
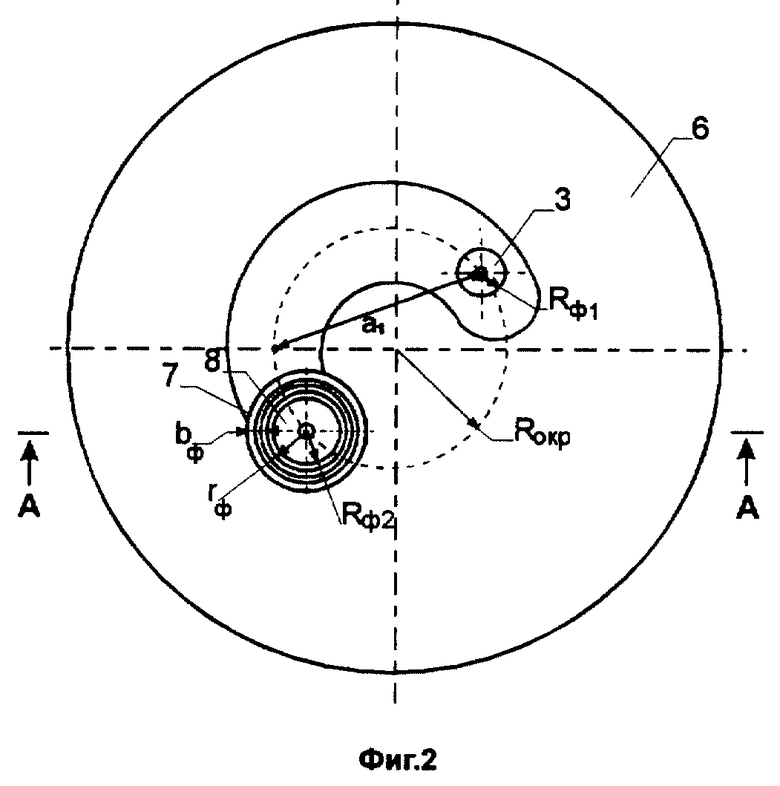
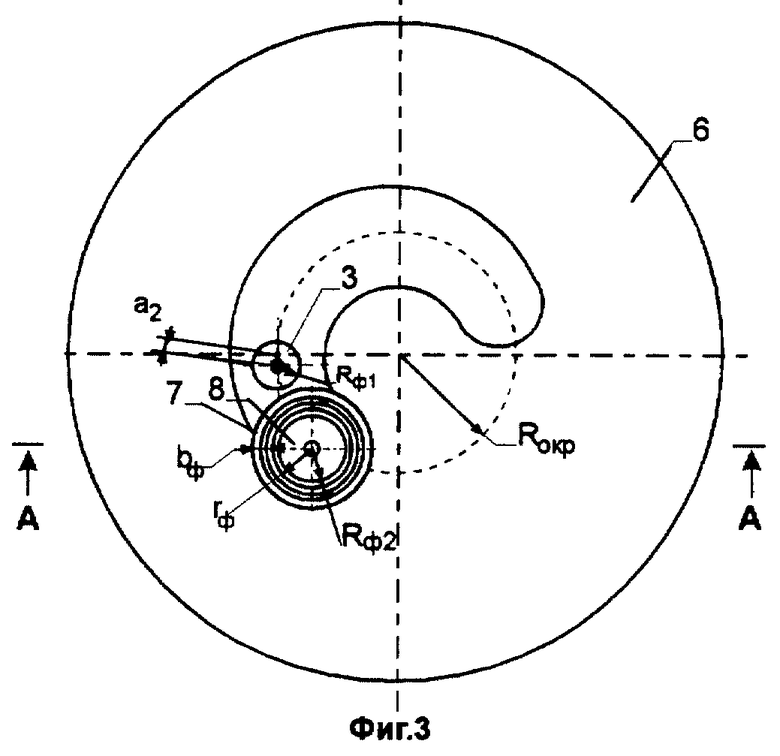
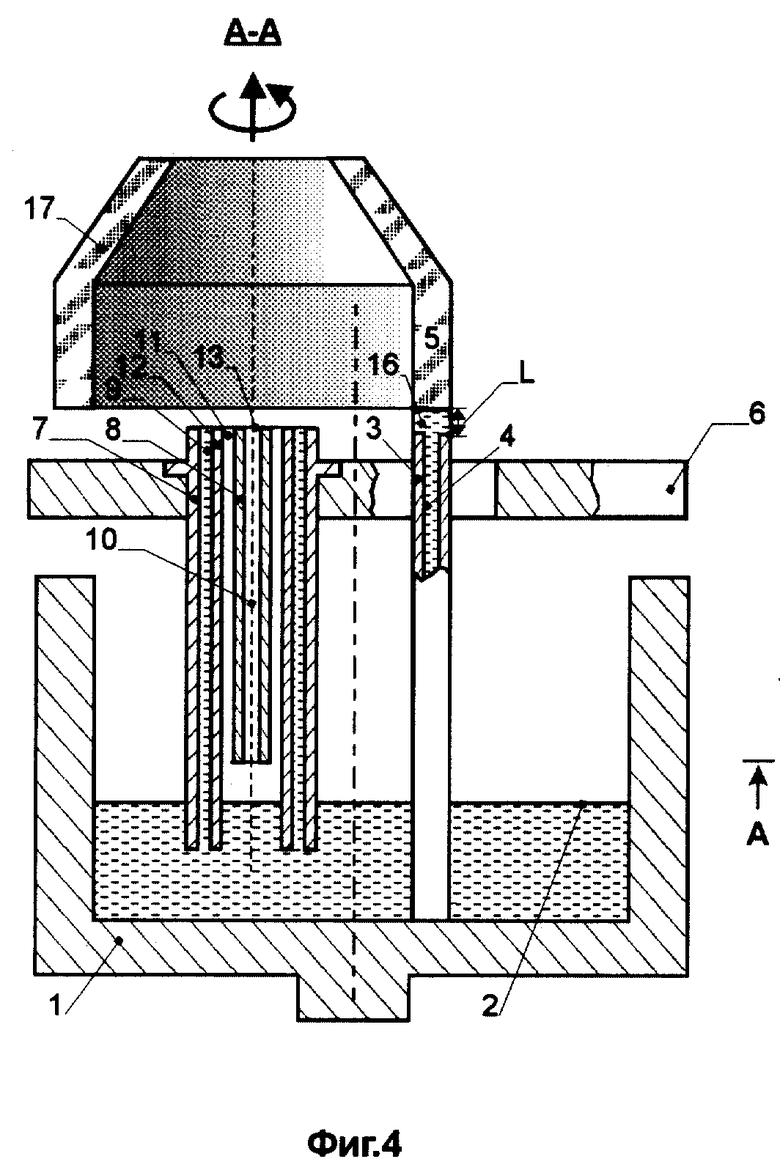
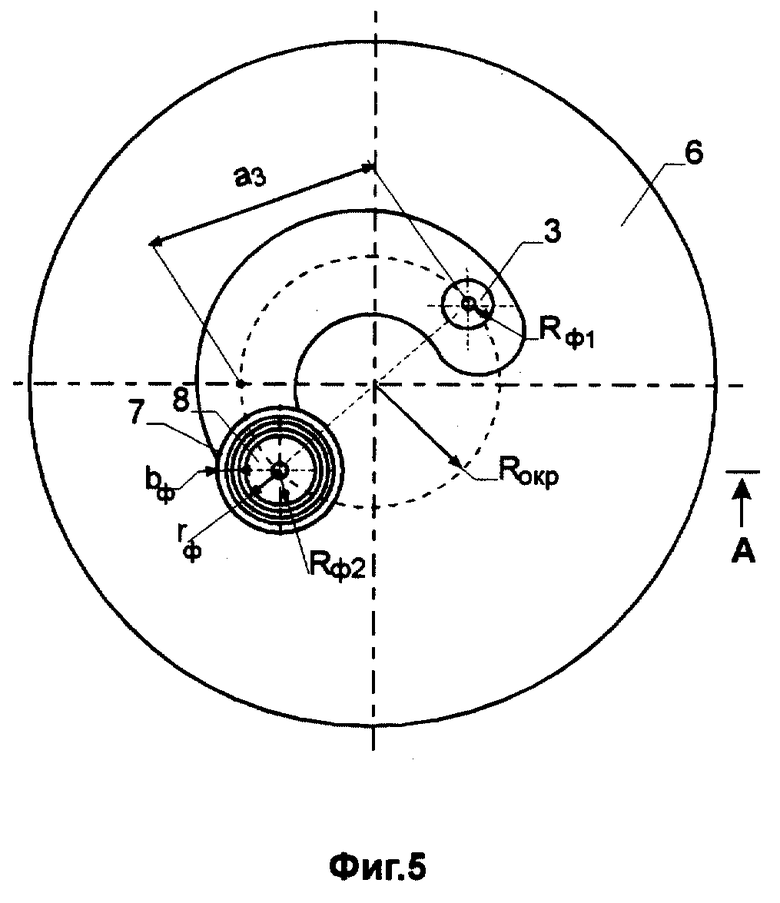
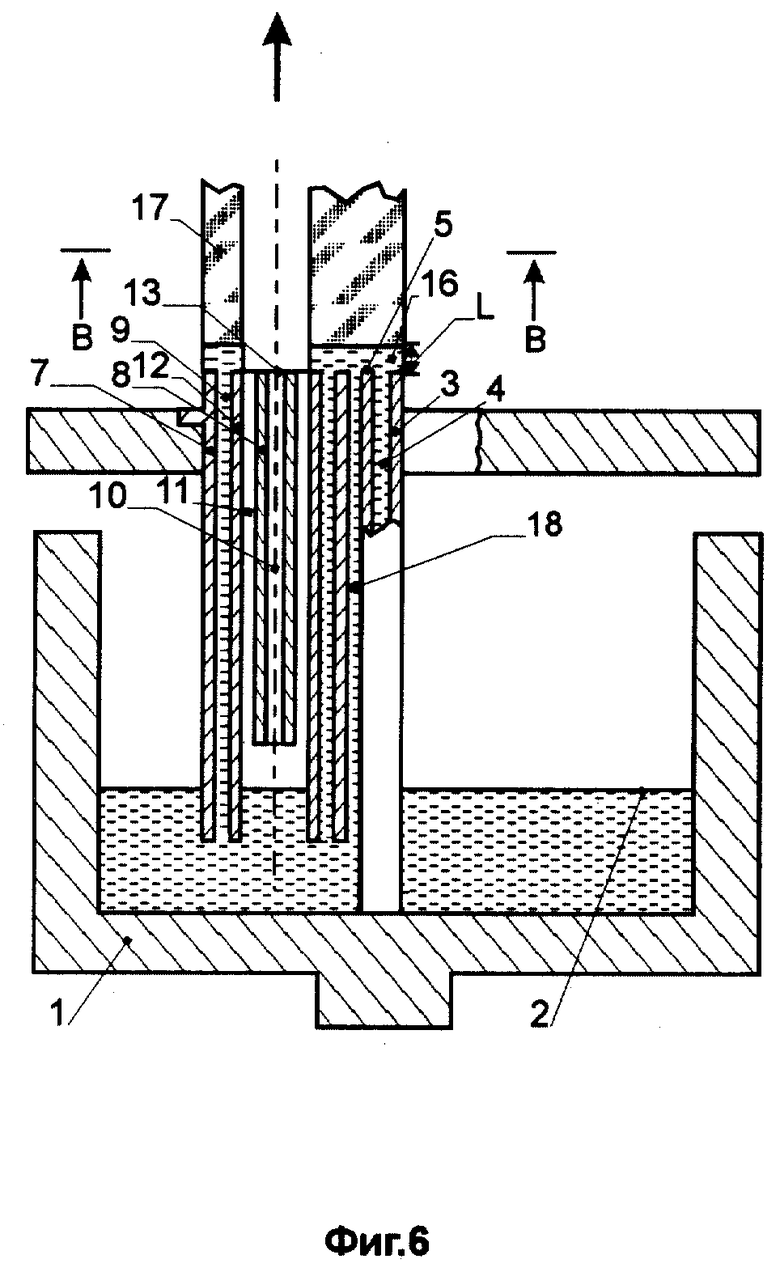
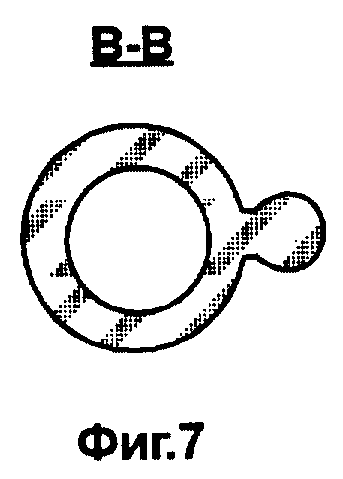
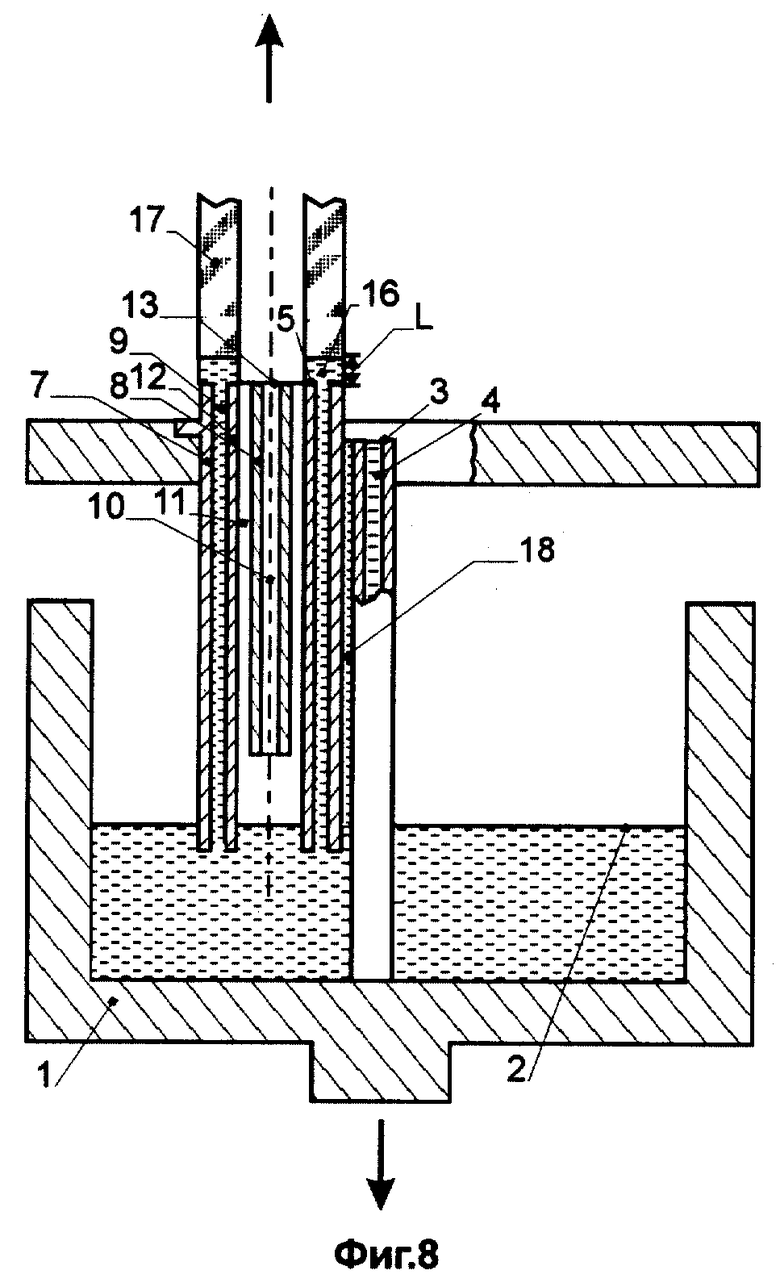
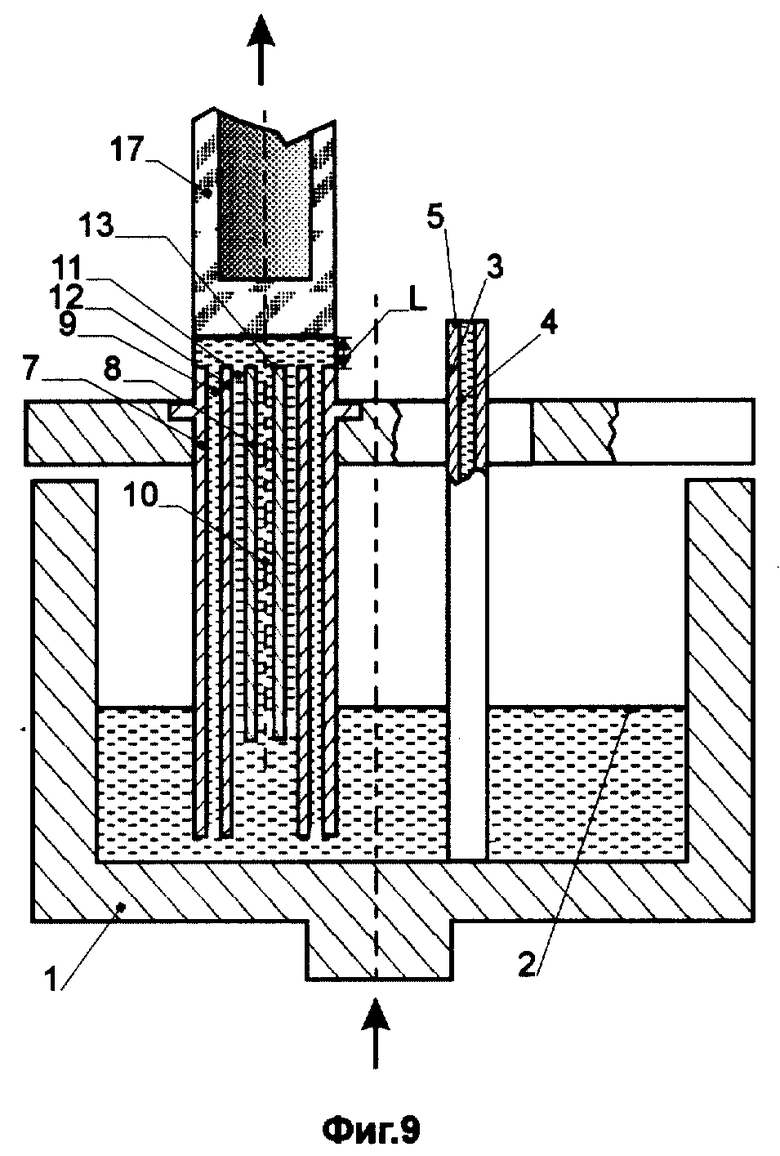
На фиг. 1 представлена схема одного из устройств для реализации способа получения кристаллических изделий из расплава, представляющих собой непрерывную последовательность элементов с различным профилем в момент получения стержня радиусом Rэ1, изогнутого в виде спирали (элемент I); на фиг. 2 - то же, вид сверху; на фиг. 3 - схема устройства в момент получения винтового рельефа на стержневом элементе радиусом Rэ1 (элемент III) или для получения стержня с микрорельефом на боковой поверхности радиусом Rэ2=Rэ1+a2 (элемент IV) (вид сверху); на фиг.4 - схема устройства в момент получения трубы с микрорельефом на боковой поверхности внутренним радиусом rэ1 и толщиной стенки bэ1=2Rф1 (элемент VI); на фиг. 5 - то же, вид сверху; на фиг. 6 - схема устройства в момент получения трубы внутренним радиусом rэ2 и толщиной стенки bэ2 с выступом на внешней стороне (элемент VII); на фиг. 7 -поперечное сечение кристалла в виде трубы с выступом; на фиг. 8 - схема устройства в момент получения трубы внутренним радиусом rэ2 (элемент IX); на фиг. 9 - схема устройства в момент получения стержня радиусом Rэ3 = rф+bф (элемент X); на фиг. 10 - вид выращенного изделия из десяти элементов.
Способ получения кристаллических изделий реализуется на одном из устройств, включающем выполненный с возможностью вращения и вертикального перемещения тигель 1 с расплавом 2 (обозначено положение уровня расплава), в котором установлен формообразователь 3 с капиллярным каналом 4, рабочая поверхность которого 5 представляет собой круг радиусом Rф1. На подставке 6 установлены формообразователи 7 и 8 с капиллярными каналами соответственно 9 и 10, вставленные коаксиально один в другой с капиллярным зазором 11. Рабочая поверхность 12 формообразователя 7 представляет собой кольцо внутренним радиусом rф и толщиной bф, а рабочая поверхность 13 формообразователя 8 - круг радиусом Rф2, причем длина формообразователя 8 меньше длины формообразователя 7. Затравкодержатель 14 с затравкой 15 установлен таким образом, что ось его вращения смещена относительно оси вращения тигля 1 на величину Rокр, где Rокр - радиус окружности, на которой размещены формообразователи 3, 7, 8. Выращивание кристалла осуществляется из мениска расплава 16 высотой L, расположенного между растущим кристаллом 17 и рабочей поверхностью одного или нескольких формообразователей.
Способ осуществляется следующим образом.
В начальный момент тигель 1 поворачивают так, чтобы расстояние от оси вращения затравкодержателя 14 до оси формообразователя 3 равнялось a1, где Rф1<a1<2Rокр, а вертикальным перемещением тигля устанавливают рабочие поверхности 5, 12, 13, формообразователей 3, 7, 8 в одной горизонтальной плоскости. Загружают в тигель 1 исходный материал так, чтобы при его расплавлении в расплав были погружены формообразователи 3 и 7. Затравку 17 устанавливают над формообразователем 3. При достижении температуры плавления кристалл 17 затравливают и разращивают путем вытягивания его из мениска расплава 16, образующегося между растущим кристаллом 17 и рабочей поверхностью 5 формообразователя 3. Затем затравкодержатель 14 начинают вращать вокруг его оси вращения. При соблюдении соотношения n/V ≤ 1/L выращивают элемент кристалла в виде изогнутого по спирали стержня радиусом Rэ1 = Rф1(элемент I). Радиус спирали - a1, шаг h=V/n. Затем останавливают вращение и выращивают прямой стержень радиусом Rэ1 (элемент II). Поворотом тигля 1 устанавливают смещение осей вращения затравкодержателя 14 и формообразователя 3, равное a2≤Rэ1, начинают вращать затравкодержатель 14, соблюдая соотношение n/V≤1/L. При этом на поверхности элемента кристалла 17 образуется винтовой рельеф глубиной a2 и шагом h=V/n (элемент III). Увеличив частоту вращения затравкодержателя 14 до n>V/L, выращивают стержень с микрорельефом на боковой поверхности радиусом Rэ2=Rф1+a2(элемент IV). После этого перемещают формообразователь 3 путем поворота тигля 1 (по часовой стрелке) по заданной программе так, чтобы изменение расстояния от оси вращения затравкодержателя 14 до формообразователя 3 соответствовало росту элемента кристалла в виде полого конуса с толщиной стенки bэ1 = 2Rф1 (элемент V). После смещения формообразователя 3 на величину a3>Rф1 относительно оси вращения затравкодержателя прекращают поворачивать тигель 1. В этом случае будет расти элемент кристалла в виде трубы с микрорельефом на боковой поверхности внутренним радиусом rэ1 = a3-Rф1 и толщиной стенки 2Rф1 (элемент VI). Чтобы нарастить на выращенный кристалл 17 элемент в виде полой полусферы (элемент VII), поворачивают тигель 1 против часовой стрелки по заданной программе. Элементы V, VI, VII выращивают при условии n/V>1/L. Затем тигель 1 поворачивают против часовой стрелки до образования капиллярного зазора 18 между формообразователями 3 и 7. После этого тигель 1 останавливают и прекращают вращение затравкодержателя 14. Расплав из тигля 1 по капиллярному зазору 18 и капиллярному каналу 9 поднимается и растекается по рабочей поверхности 12 формообразователя 7, и происходит разращивание и стационарный рост элемента VII кристалла 17 в виде трубки внутренним радиусом rэ2 = rф с толщиной стенки bэ2 = bф с выступом на наружной стороне трубки, конфигурация которого определяется торцевой поверхностью формообразователя 3. Затем опускают тигель 1 до разрыва мениска расплава 16, расположенного между рабочей поверхностью 5 формообразователя 3 и растущим кристаллом 17, и выращивают элемент IX в виде трубки внутренним радиусом rэ2 с толщиной стенки, равной bэ2. Поворачивая тигель 1 по часовой стрелке, отводят формообразователь 3 от формообразователя 7 так, чтобы между ними не было капиллярного зазора, а затем поднимают его так, чтобы формообразователь 8 также погрузился в расплав. В этом случае расплав поднимется по капиллярному зазору 11 и капиллярному каналу 10 на рабочую поверхность формообразователя 8. Из этого положения производят рост элемента X кристалла 17 в виде стержня радиусом Rэ3=rф+bф.
Пример.
Выращивалось изделие из лейкосапфира, состоящее из следующих элементов, последовательно переходящих один в другой: изогнутый в виде спирали стержень радиусом 2 мм (внутренний диаметр спирали 32 мм, шаг - 50 мм) (элемент I), прямой стержень радиусом 2 мм (элемент II), стержень радиусом 3 мм с резьбой (глубина резьбы - 2 мм, шаг - 2 мм) (элемент III), стержень с микрорельефом на боковой поверхности радиусом 3 мм (элемент IV), полый конус с углом при вершине 30 градусов, толщиной стенки 4 мм и максимальным внутренним радиусом - 18 мм (элемент V), труба с микрорельефом на боковой поверхности внутренним радиусом 18 мм и толщиной стенки 4 мм (элемент VI), полусфера внутренним радиусом 18 мм и толщиной стенки 4 мм (элемент VII), труба внутренним радиусом 4 мм и толщиной стенки 1 мм с выступом на внешней стороне стенки (элемент VIII), такая же труба без выступа (элемент IX), стержень радиусом 6 мм (элемент X). Изделие выращивалось на установке с индукционным нагревом в среде аргона. Рабочая поверхность формообразователя, установленного в тигле, представляла круг радиусом 2 мм. Рабочие поверхности формообразователей, установленных на подставке коаксиально один в другой, представляли соответственно круг радиусом 2 мм и кольцо внутренним радиусом 4 мм и наружным радиусом 6 мм. Капиллярный зазор между этими формообразователями составлял 1 мм. Высота мениска расплава при выращивании монокристалла лейкосапфира равнялась 0.20-0.25 мм.
На стадии выращивания элемента I скорость вытягивания составляла 1.5 мм/мин, частота вращения затравкодержателя составляла 0.33 об/мин. Ось вращения затравкодержателя была смещена относительно оси первого формообразователя на 18 мм. На стадии выращивания элемента II скорость вытягивания составляла 1.5 мм/мин, частота вращения - 0 об/мин. На стадии выращивания элемента III скорость вытягивания составляла 1 мм/мин, частота вращения - 0.5 об/мин, а ось формообразователя была смещена на 1 мм относительно оси вращения затравкодержателя. На стадии выращивания элемента IV скорость вытягивания составляла 1 мм/мин, частота вращения - 10 об/мин, а ось формообразователя была смещена относительно оси вращения затравкодержателя на 1 мм. На стадии выращивания элемента V скорость вытягивания составляла 0.8 мм/мин, частота вращения - 10 об/мин, а ось формообразователя программно смещалась относительно оси вращения затравкодержателя до величины этого смещения, равной 20 мм. На стадии выращивания элемента VI смещение первого формообразователя было прекращено, а скорость вытягивания и частота вращения затравкодержателя были те же, что и при выращивании элемента V. На стадии выращивания элемента VII скорость вытягивания составляла 0.7 мм/мин, частота вращения затравкодержателя 12 об/мин, а ось первого формообразователя программно перемещалась в обратном направлении до совмещения ее с осью вращения затравкодержателя. На стадии выращивания элемента VIII скорость вытягивания составляла 1.2 мм/мин, затравкодержатель не вращался, а ось первого формообразователя была сдвинута относительно оси второго формообразователя на 8 мм таким образом, чтобы между стенками первого и второго формообразователя образовался капиллярный зазор шириной в 1 мм. На стадии выращивания элемента IX скорость вытягивания и частота вращения затравкодержателя, взаимное горизонтальное расположение тигля и формообразователей были сохранены, а тигель опущен вниз на 5 мм таким образом, чтобы разорвать мениск расплава в капиллярном зазоре между формообразователями. На стадии выращивания элемента X скорость вытягивания кристалла составляла 1 мм/мин, затравкодержатель не вращался, тигель был развернут на 180 градусов и поднят вверх на 15 мм. Таким образом был получен требуемый кристалл, содержащий десять различных элементов требуемой формы и нужного качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ ИЗ РАСПЛАВА | 2004 |
|
RU2265088C1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ В ВИДЕ ПОЛЫХ ТЕЛ ВРАЩЕНИЯ | 2010 |
|
RU2451117C2 |
| Устройство для получения трубчатых кристаллов методом Степанова | 1990 |
|
SU1712473A1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ КРИСТАЛЛОВ В ВИДЕ СТЕРЖНЕЙ И ТРУБОК ИЗ РАСПЛАВА | 2000 |
|
RU2178469C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ С ОБРАТНОЙ СВЯЗЬЮ ПРОЦЕССОМ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ МЕТОДОМ КИРОПУЛОСА | 2014 |
|
RU2560395C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ РАСПЛАВА | 2003 |
|
RU2222647C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ РАСПЛАВА | 2003 |
|
RU2222646C1 |
| Способ затравливания при выращивании профилированных монокристаллов | 1981 |
|
SU1048859A1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ РАСПЛАВА | 2003 |
|
RU2230838C1 |
| УСТРОЙСТВО ДЛЯ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ ИЗ РАСПЛАВА | 2003 |
|
RU2222644C1 |
Изобретение относится к технике выращивания профилированных кристаллов тугоплавких оксидов для конструкционных узлов и изделий. Технический результат - расширение сортамента изделий и увеличение выхода годного за счет повышения качества. Способ включает затравливание кристалла, его разращивание, поэтапное вытягивание из расплава через формообразователь в виде непрерывной последовательности кристаллических элементов с различным профилем из системы подвижных и неподвижных формообразователей. На этапе вытягивания элемента кристалла с микрорельефом на боковой поверхности обеспечивают условие n/V>1/L, где n - частота вращения кристалла, V - скорость вытягивания, L - высота мениска расплава между рабочей поверхностью формообразователя и фронтом кристаллизации. Переход к элементу с микрорельефом на боковой поверхности осуществляют при а = rэ + 0,5bэ или а = Rэ - Rф, где а - расстояние между осью вращения кристалла и осью формообразователя, rэ - внутренний диаметр трубчатого элемента, bэ - толщина стенки трубчатого элемента, Rэ - радиус стержневого элемента, Rф - радиус формообразователя. Переход к элементу с винтовым рельефом осуществляют при а ≤ bэ или а ≤ Rэ. Переход к элементу спиралевидной формы осуществляют при а > rэ + bэ или а > Rэ. 3 з.п. ф-лы, 10 ил.
n/V > 1/L,
где n - частота вращения кристалла, об/мин;
V - скорость вытягивания, мм/мин;
L - высота мениска расплава между рабочими поверхностями формообразователя и фронтом кристаллизации, мм,
на этапе вытягивания элемента кристалла с винтовым рельефом и на этапе вытягивания элемента кристалла спиралевидной формы обеспечивают условие n/V ≤ 1/L, на этапе вытягивания элемента кристалла с непрерывно изменяемым профилем боковой поверхности обеспечивают условие n/V > 1/L при относительном горизонтальном перемещении оси вращения растущего кристалла и оси формообразователя по заданной программе, на этапе вытягивания элемента кристалла с постоянным вдоль оси роста поперечным сечением обеспечивают условие n = 0, а переход от одного элемента к другому осуществляют горизонтальным смещением формообразователей относительно друг друга и/или относительно оси вращения кристалла и/или изменением положения уровня расплава относительно рабочей поверхности формообразователя.
a = rэ + 0,5bэ,
где a - расстояние между осью вращения кристалла и осью формообразователя, мм;
bэ - толщина стенки трубчатого элемента, мм;
rэ - внутренний радиус трубчатого элемента, мм,
или
a = Rэ - Rф,
где Rэ - радиус стержневого элемента, мм;
Rф - радиус формообразователя, мм.
| US 3868228 A1, 25.02.1975 | |||
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ИЗ РАСПЛАВА | 1990 |
|
SU1820638A1 |
| СПОСОБ ВЫРАЩИВАНИЯ ПРОФИЛИРОВАННЫХ КРИСТАЛЛОВ | 1983 |
|
SU1131259A3 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛИЧЕСКИХ САПФИРОВЫХ ПОЛУСФЕРИЧЕСКИХ ЗАГОТОВОК | 1994 |
|
RU2078154C1 |
| КОМПОЗИЦИИ И УСТРОЙСТВА ДЛЯ СИСТЕМНОЙ ДОСТАВКИ УРИДИНА | 2019 |
|
RU2832150C2 |
| АНТОНОВ П.И | |||
| и др | |||
| Получение профилированных монокристаллов и изделий способом Степанова | |||
| - Л.: Наука, 1981, с.139. | |||

