Изобретение относится к непрерывной разливке стали, может быть применено в машиностроении при изготовлении роликов машины непрерывного литья заготовок.
Известен ролик машины непрерывного литья заготовок (а. с. N 1379081, кл. B 22 D 11/12, 1988), содержащий бочку с опорными цапфами и бандаж, состоящий из нескольких колец, причем каждое кольцо выполнено с выступом. Контактная площадь выступа составляет 0,05.0,2 площади торца кольца.
Однако в данном техническом решении не регламентируется соотношение толщины кольца и диаметра бочки, поэтому высокая стойкость ролика при его эксплуатации не обеспечивается.
Известен ролик машины непрерывного литья заготовок (а. с. N 1196117, кл. B 22 D 11/12, 1985), содержащий бочку с опорными цапфами и бандаж, состоящий из колец. Между кольцами на бандаже с зазором насажены втулки, ширина которых составляет 5.20 толщин стенки втулки.
Однако указанные втулки не являются бандажными кольцами и не выполняют их функций. Соотношение же толщины бандажного кольца и его ширины в данном техническом решении также не регламентируется, поэтому высокая стойкость роликов при их эксплуатации не обеспечивается.
Известен ролик (а. с. N 1224026, кл. B 21 B 27/02, 1986), содержащий бочку с опорными цапфами и бандаж, выполненный толщиной 0,15.0,175 диаметра бочки.
При насадке таких тонкостенных бандажей на бочку в материале бандажа возникают значительные внутренние напряжения, которые в процессе эксплуатации ролика приводят к появлению поверхностных трещин, что и является причиной низкой стойкости роликов данной конструкции. Другой недостаток известной конструкции значительные осевые напряжения в материале бандажа, вызванные тем, что бандаж выполнен сплошным (не разделен на отдельные кольца).
Наиболее близким техническим решением является ролик машины непрерывного литья заготовок, содержащий бочку с опорными цапфами и бандаж, состоящий из нескольких колец. Кольца бандажа выполнены толщиной 0,05.0,07 диаметра бочки, и шириной 2.7 толщины кольца.
Опыт ряда металлургических предприятий (в частности Череповецкого и Магнитогорского металлургических комбинатов и завода "Азовсталь") показал, что такие узкие кольца невозможно с достаточной надежностью насадить на бочку ролика. Вследствие этого в процессе эксплуатации возникает проскальзывание бандажа относительно бочки, что и является причиной преждевременного выхода ролика из строя.
Цель изобретения повышение стойкости ролика.
Поставленная цель достигается тем, что ролик, преимущественно для машины непрерывного литья заготовок, содержит бочку с опорными цапфами и бандаж, состоящий из нескольких колец. Кольца бандажа выполнены шириной 7,1.16,5 толщины кольца и/или толщиной 0,071 0,149 диаметра бочки, и/или шириной 0,05. 0,18 длины бочки.
При насадке бандажа на бочку ролика внутренние напряжения не достигают опасной величины, поэтому трещины на поверхности бандажа отсутствуют. В то же время обеспечивается достаточно надежное соединение бандажа с бочкой, вследствие чего проскальзывание бандажа относительно бочки в процессе эксплуатации ролика не наблюдается. Указанные факторы и являются причиной повышения стойкости ролика предложенной конструкции.
Ролик предложенной конструкции преимущественно предназначен для машин непрерывного литья заготовок. Он содержит бочку с опорными цапфами и бандаж, состоящий из нескольких колец. Кольца бандажа выполнены шириной 7,1.16,5 толщины кольца.
Указанный диапазон установлен на основе анализа опытных данных, полученных на Череповецком металлургическом комбинате (табл.1).
Как следует из табл. 1, существенное повышение стойкости (в пределах 15. 35%) возможно лишь в том случае, когда кольца бандажа выполнены шириной 7,1. 16,5 толщины кольца. Кольца бандажа выполнены толщиной 0,071.0,149 диаметра бочки.
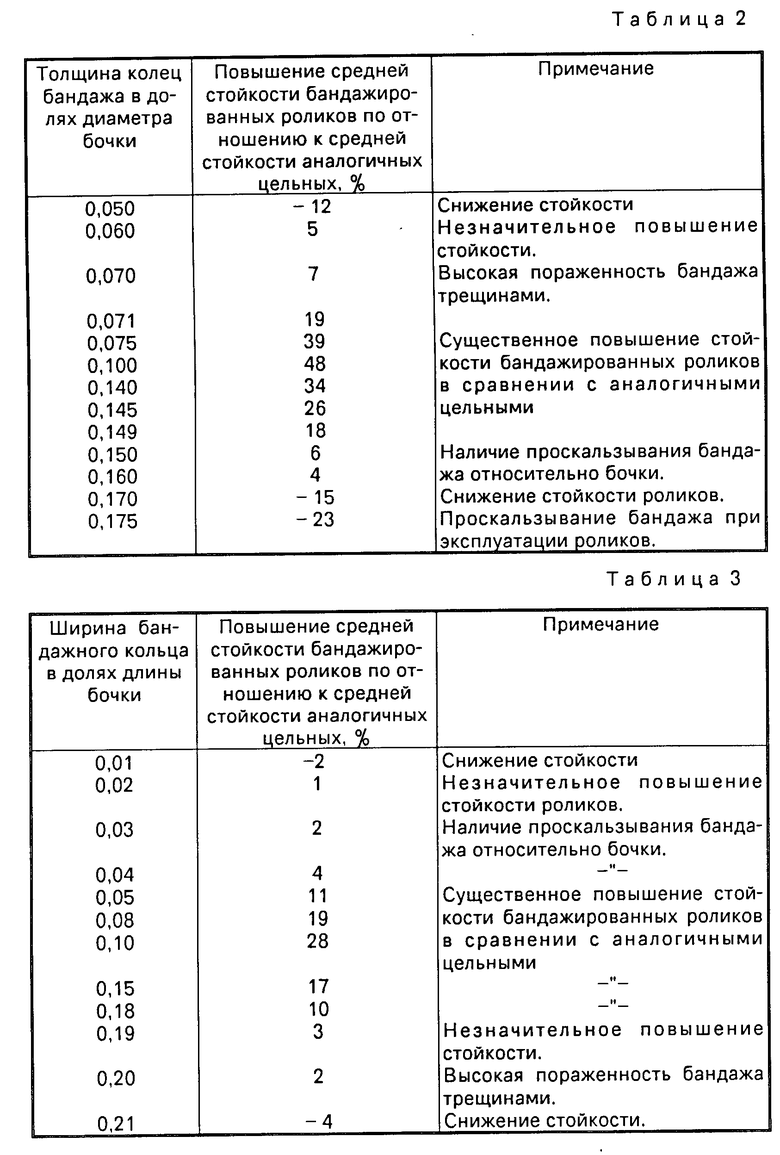
Указанный диапазон установлен на основе анализа опытных данных, полученных на Череповецком металлургическом комбинате (табл. 2).
Как следует из табл. 2, существенное повышение стойкости (в пределах 18. 48% ) возможно лишь в том случае, когда кольца бандажа выполнены толщиной 0,071.0,149 диаметра бочки. Кольца бандажа выполнены шириной 0,05.0,18 длины бочки. Указанный диапазон установлен на основе анализа опытных данных, полученных на Череповецком металлургическом комбинате (табл. 3).
Как следует из табл. 3, существенное повышение стойкости (в пределах 10. 28% ) возможно лишь в том случае, когда кольца бандажа выполнены шириной 0,05.0,18 длины бочки.
П р и м е р 1. Бочка ролика машины непрерывного литья заготовок выполнена из стали 45. Посадочный диаметр бочки 230 мм. Бандажные кольца выполнены из стали 25ХIMIФ. Наружный диаметр бандажа 270 мм. Ширина каждого кольца 200 мм. Толщина кольца равна (270-230)/2=20 мм. Таким образом, ширина кольца составляет 10 его толщин.
П р и м е р 2. Бочка ролика машины непрерывного литья заготовок выполнена из стали 45. Посадочный диаметр бочки 230 мм. Бандажные кольца выполнены из стали 25Х1М1Ф. Ширина каждого кольца 200 мм. Наружный диаметр бандажа 270 мм. Таким образом, толщина кольца равна 20 мм, что составляет 0,087 диаметра бочки.
П р и м е р 3. Бочка ролика машины непрерывного литья заготовок выполнена из стали 45. Посадочный диаметр бочки 230 мм. Бандажные кольца выполнены из стали 25Х1М1Ф. Наружный диаметр бандажа 270 мм, ширина каждого кольца 200 мм. Длина бочки ролика 1800 мм. Таким образом, ширина кольца составляет 0,11 длины бочки.
Технико-экономическое преимущество разработанного технического решения в сравнении с прототипом заключается в повышении надежности соединения бандажа с бочкой, вследствие чего стойкость роликов повышается на 10.30%
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНДАЖИРОВАННОГО ИНСТРУМЕНТА, ИМЕЮЩЕГО ФОРМУ ТЕЛА ВРАЩЕНИЯ | 1992 |
|
RU2053090C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО РОЛИКА | 1992 |
|
RU2011688C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО РОЛИКА | 1993 |
|
RU2051188C1 |
| ПРОМЕЖУТОЧНАЯ ОПОРА РОЛИКОВ УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1991 |
|
RU2017572C1 |
| СПОСОБ БАНДАЖИРОВАНИЯ ДЕТАЛЕЙ | 1997 |
|
RU2111831C1 |
| БАНДАЖНОЕ КОЛЬЦО РОЛИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124962C1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1997 |
|
RU2111084C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХСЛОЙНЫХ ЛИСТОВ И ПОЛОС | 1992 |
|
RU2014190C1 |
| РОЛИК ЗОНЫ ВТОРИЧНОГО ОХЛАЖДЕНИЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2010665C1 |
| РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2166404C1 |

Сущность изобретения: ролик для машины непрерывного литья заготовок содержит бочку и бандаж, состоящий из колец, которые выполнены шириной 7,1.. .16,5 толщины кольца и/или толщиной 0,071...0,149 диаметра бочки, и/или шириной 0,05...0,18 длины бочки. 3 табл.
РОЛИК ДЛЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащий бочку с опорными цапфами и бандаж, состоящий из нескольких колец, отличающийся тем, что кольца бандажа выполнены шириной 7,1 16,5 толщины кольца, и/или толщиной 0,071 0,149 диаметра бочки, и/или шириной 0,05 0,18 длины бочки.
| Ролик зоны вторичного охлаждения машины непрерывного литья заготовок | 1982 |
|
SU1091991A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |

