Изобретение относится к электродам для химических источников тока, конкретно к способу изготовления основания электрода топливного элемента.
Известны электроды [1] содержащие основание, на которое наносится активный слой из смеси катализатора и связующего. Основание электрода состоит из пористой никелевой подложки, выполняющей функции запорного слоя и токосъема; никелевой сетки, удерживающей активный слой и также выполняющей функции токосъема; рамки из компактного никеля, расположенной по периферии основания и служащей для герметизации электрода, токоотвода и подвода реагентов. Все эти элементы основания должны быть надежно соединены между собой, при этом в процессе соединения не должны нарушаться исходные параметры соединяемых деталей.
Известны способы соединения пористого и компактного никеля. Они предусматривают механическое [2] соединение слоев или их спрессовывание [3] Способы эти малоэффективны, так как не обеспечивают прочного скрепления и надежного контакта деталей, особенно в тяжелых эксплуатационных условиях (агрессивная среда (щелочь или кислота), температура (до 85оС), наличие окислителя (кислород или воздух)).
Наиболее близким к предлагаемому по технической сущности и достигаемым результатам является способ, описанный в [4] В соответствии с ним на слои пористого и компактного никеля наносят пасту из порошка муравьинокислого никеля в спиртовом растворе кумароловой смолы, а затем спекают их при температуре 700-900оС. Этот способ обеспечивает прочное соединение пористого и компактного никеля, однако ему присущи следующие недостатки: изменение пористости в процессе соединения, так как спекание происходит при температуре, превышающей температуру спекания пористого слоя (≈ 600оС); это ведет к ухудшению ионной проводимости через пористую подложку, что снижает электрохимические характеристики электрода; соединение является неплотным, его герметичность не обеспечивается ввиду невозможности нанесения ровного слоя густой пасты муравьинокислого никеля, а также вследствие того, что при нагреве муравьинокислый никель разлагается с выделением большого количества газов; происходит утолщение соединенных слоев, так как слой пасты составляет 300-500 мкм.
Целью изобретения является повышение стабильности электрохимических характеристик электрода, прочности и плотности (герметичности) соединения.
Для этого в способе изготовления основания электрода, предусматривающем соединение пористой никелевой подложки, никелевой сетки и рамки из компактного никеля путем нанесения на соединяемые поверхности состава, содержащего порошок муравьинокислого никеля, сборки деталей и термообработки, предлагается наносить на поверхность рамки и подложки суспензию в количестве 100-150 г на один квадратный метр соединяемой поверхности, содержащую в одном литре суспензии 10-20 г поливинилбутераля, 50-150 г порошка муравьинокислого никеля, 350-450 г порошка высокодисперного никеля, остальное этиловый спирт, сушить детали, никелевую сетку предварительно отжигать при 750-900оС в течение 80-100 мин и анодно обрабатывать в растворе соли никеля, а собранные детали диффузионно сваривать при 450-520оС в течение 20-35 мин.
Комплекс указанных операций приводит к следующим положительным результатам.
Смешивание порошков существенно снижает газовыделение и повышает их активность при диффузионной сварке, а это позволяет снизить температуру сварки до 450-520оС, при этом с пористой спеченной подложкой не происходит никаких изменений, поскольку температура спекания при ее изготовлении (≈ 600оС) выше, чем температура сварки; указанное количество порошков в суспензии и температурные пределы являются оптимальными для получения прочного и плотного соединения; при меньшем количестве муравьинокислого никеля активность смеси резко снижается, при большем наблюдается слишком обильное газовыделение во время сварки; температуре ниже 450оС не обеспечивает прочности, а повышение температуры свыше 520оС уже не влияет на качество соединения, однако возрастают энергетические потери при сварке. Нанесение порошка на соединяемые поверхности в виде суспензии позволяет получить тонкие и равномерные слои, механизировать проведение этой операции; раствор поливинилбутераля в спирте обладает склеивающими свойствами, слой суспензии хорошо ложится на соединяемые поверхности, а после сушки прочно удерживается на них, смесь порошков не осыпается; указанные количества ингредиентов в суспензии обеспечивают получение суспензии оптимальной консистенции, так как при меньшей концентрации поливинилбутераля ухудшаются склеивающие свойства, при меньших количествах порошков суспензия слишком жидкая и стекает с поверхностей до сушки, кроме того, при меньшей концентрации порошка ухудшается плотность соединения подложки и рамки, а при концентрациях больших суспензия получается густой и неравномерно ложится на поверхности; количество наносимой суспензии на единицу поверхности обеспечивает прочное и плотное соединение при соблюдении вышеуказанных концентраций. Отжиг никелевой сетки в указанных режимах повышает ее пластичность, что обеспечивает хорошее прилегание к подложке и рамке во время сварки; при меньшей температуре и продолжительности сетка недостаточно пластична, при большей возможно соединение проволок в плетениях, это повышает упругость сетки, что нежелательно при сварке; анодная обработка сетки придает шероховатость ее поверхности, вследствие этого сетка прочно приваривается к пористой подложке и рамке и обеспечивает прочное закрепление и удержание активного слоя при длительном ресурсе.
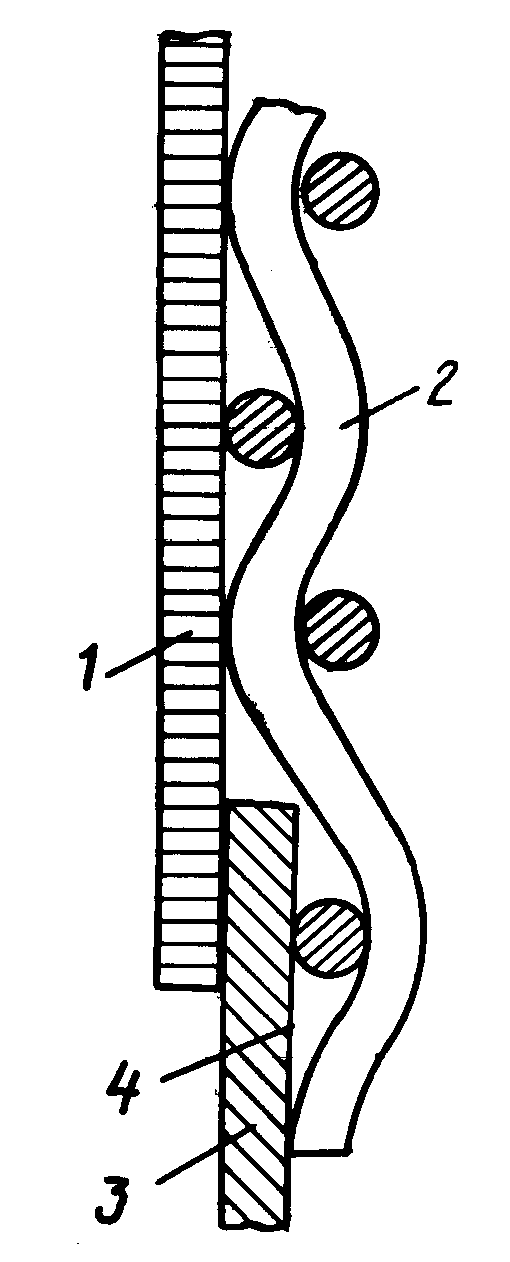
Способ поясняется чертежом, где изображены пористая подложка 1, сетка 2, рамка 3 из компактного никеля, слои 4 порошков.
Совокупность предложенных операций, как следует из вышеописанного, позволяет получить прочное, герметичное соединение подложки, рамки и сетки, при этом обеспечивается стабильность электрохимических характеристик ввиду более прочного соединения активного слоя с шероховатой поверхностью сетки и сохранения пористости подложки. Описанные операции и режимы их проведения не обнаружены в известных технических решениях. Таким образом, предлагаемый способ обладает существенными отличиями ввиду отсутствия решений со сходными признаками.
Предлагаемый способ включает следующие технологические операции: изготовление суспензии путем приготовления смеси порошка муравьинокислого никеля с порошком высокодисперсного никеля; приготовление раствора поливинилбутераля в этиловом спирте; перемешивание смеси порошков в растворе; нанесение суспензии на соединяемые поверхности подложки и рамки; сушка при комнатной температуре; предварительный отжиг никелевой сетки при 750-900оС в течение 80-100 мин и анодная обработка сетки в растворе соли никеля; сборка подложки, рамки и сетки; диффузионная сварка подложки, рамки и сетки при 450-520оС в течение 20-35 мин.
П р и м е р 1. Необходимо изготовить основание газодиффузионного электрода с активной площадью 15х8 см (120 см2). Изготавливают рамку из компактного никеля с окном 15х8 см, пористую никелевую спеченную подложку размером 15,5х8,5 см, вырубают сетку никелевую размером 15,5х8,5 см. Суммарная величина соединяемых поверхностей рамки и подложки составляет ≈ 20 см2. Готовят 0,1 л суспензии, для чего смешивают 10 г порошка муравьинокислого никеля с 40 г порошка высокодисперсного никеля, растворяют 1,5 г поливинилбутераля марки ПШ-1 (ГОСТ 9439-79) в 0,1 л этилового спирта, помещают смесь порошков в раствор, тщательно перемешивают. Отжигают никелевую сетку при 800оС в течение 90 мин в среде водорода; анодно обрабатывают сетку в водном растворе хлористого никеля в течение 2,5 мин при плотности тока 10 А/дм2. Наносят суспензию на кромку подложки шириной 5 мм со стороны сварки с рамкой в количестве 12 мг/см2, сушат на воздухе 5 мин; наносят суспензию в том же количестве на поверхность рамки, соединяемой с подложкой, сушат 5 мин; наносят суспензию в том же количестве на поверхность рамки, соединяемой с сеткой, сушат 5 мин. Производят сборку подложки, рамки и сетки в приспособлении, устанавливают в камере машины диффузионной сварки, сдавливают усилием 5 тс, производят сварку в среде водорода при 480оС в течение 30 мин. Получают прочное основание, выдерживающее 20 изгибов до отслоения сетки от подложки, с плотным, герметичным соединением рамки и подложки, выдерживающим перепад давления 150 кПа (1,5 кгс/см2). После нанесения активного слоя электрод испытывался в течение 3000 ч без отслоения активной массы.
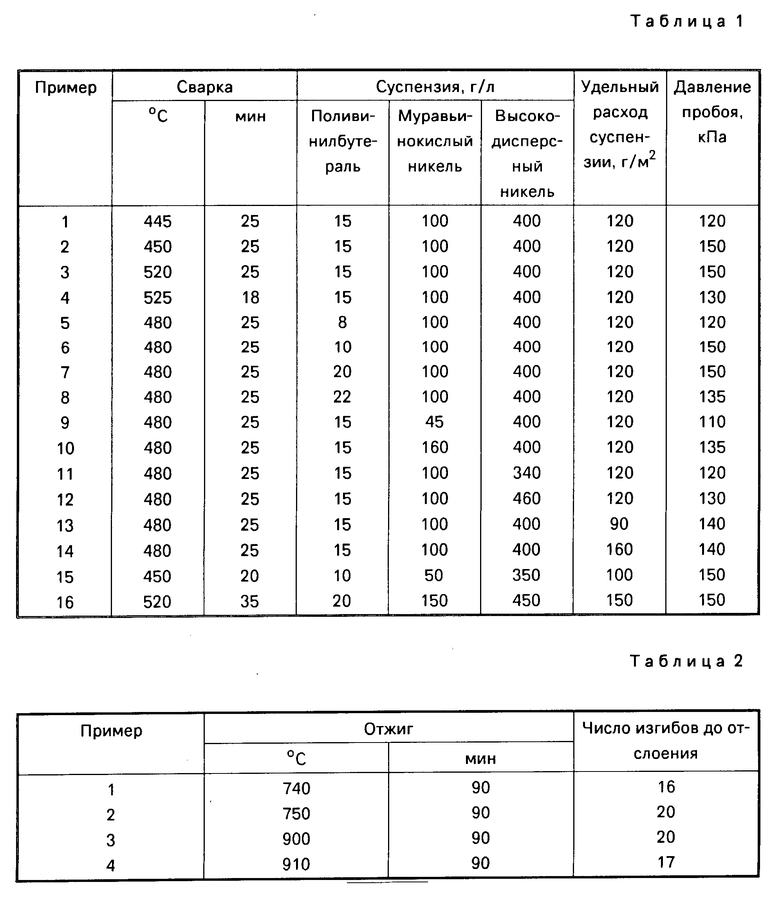
П р и м е р 2. Для получения сравнительных данных по влиянию режимов изготовления на качество получаемых оснований была изготовлена партия образцов, которые испытывались на герметичность. Данные по режимам изготовления и результаты испытаний сведены в табл.1. Остальные условия изготовления аналогичны примеру 1.
Как следует из табл.1, лучшие результаты получены при режимах NN 2, 3, 6, 7, 15 и 16, которые не выходят за предложенные пределы. При использовании режимов изготовления, отличных от предложенных, наблюдается тенденция к снижению герметичности соединений.
П р и м е р 3. Для получения данных по влиянию режимов отжига сетки на прочность соединения ее с подложкой и рамкой была изготовлена партия образцов. Прочность определялась по числу изгибов образца до отслоения сетки от подложки. Результаты представлены в табл.2. Остальные условия изготовления аналогичны примеру 1.
Как следует из табл.2, лучшие результаты получены при режимах NN 2, 3, 6, 8 и 9; однако более продолжительный отжиг по режиму 6 уже не дает увеличения прочности, хотя затраты энергии и времени возрастают. При использовании режимов, отличных от предложенных, наблюдается ухудшение прочностных характеристик.
Использование предлагаемого способа позволяет существенно повысить прочность и герметичность соединений. Как следует из приводимого акта испытаний, эти свойства повышаются на 20-30% Испытания электродов, созданных на основаниях, изготовленных предлагаемым способом, показали более высокие стабильные характеристики в течение 3000 ч, что на 10-20% превышает параметры электродов, основания для которых были изготовления согласно прототипу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОАКТИВНОГО ВОДОРОДНОГО ЭЛЕКТРОДА ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1987 |
|
RU2042236C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНО-НИКЕЛЕВОГО ЭЛЕКТРОДА ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1992 |
|
RU2016442C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ И/ИЛИ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ПАСТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2131798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ГРАНУЛЯЦИИ ПЛАСТМАСС | 1991 |
|
RU2011496C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОПЛИВНОГО ЭЛЕМЕНТА С ТВЕРДЫМ ПОЛИМЕРНЫМ ЭЛЕКТРОЛИТОМ | 2006 |
|
RU2325012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНО-НИКЕЛЕВОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО АККУМУЛЯТОРА | 1998 |
|
RU2148284C1 |
| Способ диффузионной сварки | 2018 |
|
RU2720267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОКАТОДА ДЛЯ ЭЛЕКТРОННОГО ПРИБОРА И СОСТАВ ПРИПОЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕРМОКАТОДА | 1994 |
|
RU2079922C1 |
| Способ диффузионной сварки | 1989 |
|
SU1698019A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЖИТЕЛЬНОГО ЭЛЕКТРОДА ЩЕЛОЧНОГО ХИМИЧЕСКОГО ИСТОЧНИКА ТОКА | 1992 |
|
RU2022414C1 |

Использование: химические источники тока. Сущность: на соединяемые поверхности никелевой сетки и рамки наносят 100 - 150 г на 1 м2 суспензии состава (на 1 л) 10 - 20 г поливинилбутераля, 50 - 150 г порошка муравьинокислого никеля, 350 - 450 г порошка высокодисперсного никеля, остальное - этиловый спирт, сушат и диффузионно сваривают при 450 - 520°С в течение 20 - 35 мин, причем никелевую сетку предварительно отжигают при 750 - 900°С в течение 80 - 100 мин и анодно обрабатывают в растворе соли никеля. 1 ил., 2 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ОСНОВАНИЯ ЭЛЕКТРОДА ТОПЛИВНОГО ЭЛЕМЕНТА, включающий соединение пористой спеченной никелевой подложки, никелевой сетки и рамки из компактного никеля путем нанесения на соединяемые поверхности состава, содержащего порошок муравьинокислого никеля, сборки деталей и термообработки, отличающийся тем, что, с целью повышения прочности и плотности соединения и стабильности электрохимического характеристик электрода, на соединяемые поверхности подложки и рамки наносят суспензию в количестве 100 150 г на 1 м2 соединяемой поверхности, содержащую в 10-20 г поливинилбутераля, 50-150 г порошка муравьинокислого никеля, 350-450 г порошка высокодисперсного никеля, остальное этиловый спирт, сушат детали, никелевую сетку предварительно отжигают при 750-900oС в течение 80-100 мин и анодно обрабатывают в растворе соли никеля, а собранные детали диффузионно сваривают при 450-520oС в течение 20-35 мин.
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Авторское свидетельство СССР N 770411, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

