Изобретение относится к металлургии, в частности к выпуску стали и шкала из сталеразливочного агрегата.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ отделения шлака от металла в ковше, включающий создание слоя шлака на поверхности металла, подачу охладителя на поверхность слоя шлака, формирование барьера, делящего поверхность слоя шлака на два участка, один из которых прилегает к шлаковому стоку, подачу шлака на один из участков при одновременном сливе шлака по шлаковому стоку в шлаковую чашу (авторское свидетельство СССР N 620505, кл. С 21 С 1/02, 1976).
Недостатком известного способа является невысокое качество металла.
Целью изобретения является повышение качества металла при его сливе из плавильного агрегата в ковш.
Поставленная цель достигается тем, что в способе отделения шлака от металла в ковше, включающем создание слоя шлака на поверхности металла, подачу охладителя на поверхность слоя шлака, формирование барьера, делящего поверхность слоя шлака на два участка, один из которых прилегает к шлаковому cтоку, подачу шлака на один из учаcтков при одновременном сливе шлака по шлаковому стоку в шлаковую чашу, подачу охлахладителя начинают в момент достижения шлаком верха ковша. В качестве охладителя используют распыленную воду, при этом подачу шлака осуществляют одновременно с подачей охладителя на участок, прилегающий к шлаковому стоку.
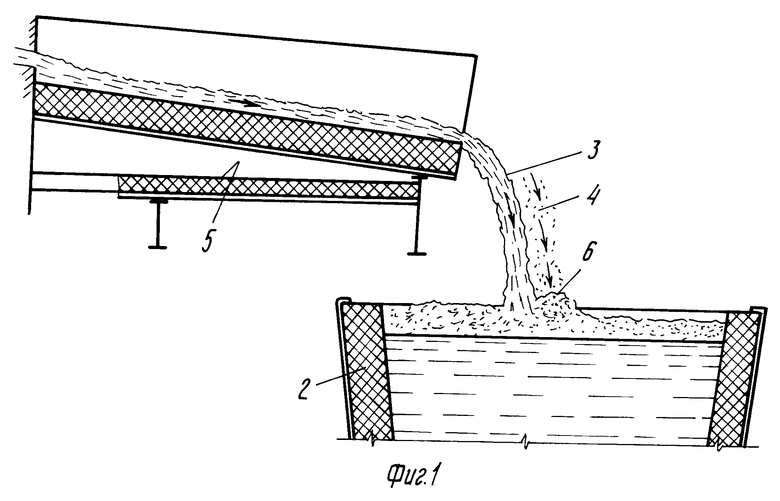
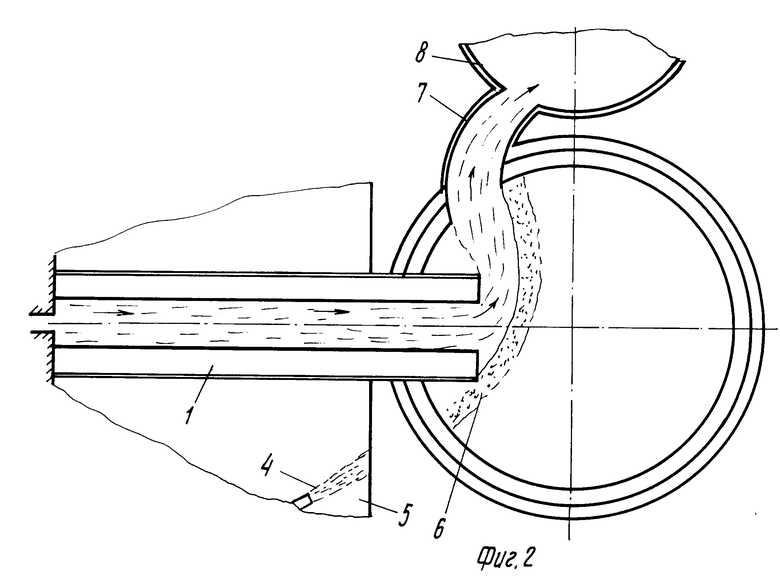
На фиг. 1 изображен продольный разрез по выпускному желобу и по сталеразливочному ковшу; на фиг. 2 вид сверху на выпускной желоб и сталеразливочный ковш.
Устройство состоит из выпускного желоба 1, расположенного над сталеразливочным ковшом 2. При сходе печного шлака струей 3 подачей струей 4 распыленной воды с площадки 5 создают из затвердевшего печного шлака порог 6, препятствующий распространению печного шлака по всему зеркалу металла в ковше 2, направляя шлак по шлаковому стоку 7 в шлаковую чашу 8. Перемещением струи 4 порог 6 наводят по всему диаметру ковша 2.
Нераскисленный печной шлак, стекающий в ковш, уже имеет пониженную температуру и для его затвердевания необходимо совсем незначительное дополнительное охлаждение. Ориентировочно можно утверждать, что для создания и поддержания порога, например, при выпуске печного шлака из 250-тонной мартеновской печи достаточно распылить 3-4 ведра воды. Поскольку охлаждение распыленной воды происходит только на поверхности шлака, то нет никакой опасности проникновения влаги через шлак в металл и насыщения его водородом.
Для распыления воды можно использовать форсунку для распыления мазута. При давлении воздуха до 5 атм длина струи получается до 10 м с диаметром струи не более 0,5 м. При этом вода распыляется до тумана. Интенсивность охлаждения можно регулировать изменением количества воды.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ ФУТЕРОВКИ ВЫПУСКНОГО ЖЕЛОБА СТАЛЕПЛАВИЛЬНОГО АГРЕГАТА И СТАЛЕРАЗЛИВОЧНОГО КОВША | 1990 |
|
RU2033591C1 |
| СТАЛЕВЫПУСКНОЙ ЖЕЛОБ ДЛЯ СМЕШИВАНИЯ СТАЛИ С РАФИНИРОВОЧНЫМ ШЛАКОМ | 1996 |
|
RU2101125C1 |
| Способ получения слитков спокойной стали и устройство для его осуществления | 1990 |
|
SU1792795A1 |
| Способ разливки стали сверху | 1989 |
|
SU1811968A1 |
| Желоб для выпуска металла и отделения печного шлака | 1989 |
|
SU1770712A1 |
| Способ выпуска расплава из подового сталеплавильного агрегата | 1983 |
|
SU1135766A1 |
| Способ внепечной обработки стали и мартеновская печь | 1980 |
|
SU910793A1 |
| Устройство для слива стали из сталеплавильного агрегата | 1975 |
|
SU529358A1 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВКИ | 1990 |
|
RU2033867C1 |
| Двухручьевой желоб | 1980 |
|
SU892174A1 |
Использование: металлургия, в частности выпуск стали и шлака из сталеплавильного агрегата. Сущность: при начале схода шлака из печи, в момент достижения уровнем шлака уровня верха ковша, что соответствует толщине свода, достаточной для теплоизоляции металла, на поверхности шлака вблизи выпускного желоба создают порог из охлажденного шлака путем подачи на эти участки воды, распыленной сжатым воздухом. Интенсивность охлаждения можно легко регулировать изменением количества воды. Струи воды можно направлять с рабочей площадки с колебанием по всему диаметру ковша. Охлаждение водой прекращают в момент прекращения схода шлака. 2 ил.
СПОСОБ ОТДЕЛЕНИЯ ШЛАКА ОТ МЕТАЛЛА В КОВШЕ, включающий создание слоя шлака на поверхности металла, подачу охладителя на поверхность слоя шлака, формирование барьера, делящего поверхность шлака на два участка, один из которых прилегает к шлаковому стоку, подачу шлака на один из участков при одновременном сливе шлака по шлаковому стоку в шлаковую чашу, отличающийся тем, что, с целью повышения качества металла при его сливе из сталеплавильного агрегата в ковш, подачу охладителя начинают в момент достижения шлаком верха ковша, в качестве охладителя используют распыленную воду, при этом подачу шлака осуществляют одновременно с подачей охладителя на участок, прилегающий к шлаковому стоку.
| Способ десульфурации чугуна | 1976 |
|
SU620505A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
