Изобретение относится к обработке металлов давлением, в частности, к профилегибочному оборудованию, и может быть использовано в металлургии III и IV переделов обработки металла. Широкое использование изобретение может найти в промышленности стройматериалов для формования различных материалов, в машиностроении для обработки различных материалов, в полиграфической и др. отраслях.
Известно кузнечно-прессовое оборудование для производства гнутых профилей из листового (а. с. 412962, опублик, 30.01.74, а.с. 1219206, опублик. 23.03.86) или полосового материала (а.с. 1335359, опублик. 07.09.87), содержащее станину, установленные в корпусах приводные валы с профилегибочными элементами, механизм изменения межосевого расстояния валов, обеспечивающий настройку только по толщине листа или полосы и имеет ограниченные возможности использования.
Известен также стан (чертеж N 569510019, СБ. СКМЗ, 1882) для гибки профнастила, содержащий станину, привод, корпуса клетей; горизонтальные приводные валы с подушками в комплекте с профилегибочными элементами.
Известное устройство не обеспечивает прокатку короткомерных заготовок по длине из-за большого расстояния между клетями и имеет ограниченные возможности применения.
Известен "Стан профилекромкогибочной линии панелей", ЭКБ ВПО Союзстройконструкция, СБ чертеж. КТ 122. 04.00.00СБ, 1972.
Стан содержит смонтированные на раме привод, монолитные подшипниковые неразъемные корпуса с последовательно установленными в них секциями горизонтальных приводных и неприводных валов профилегибки и кромкогибки и осями промежуточных шестерен для передачи вращения неприводным валам.
Известное оборудование осуществляет прокатку и кромкогибку заготовок под трехслойную панель "Сэндвич" с наполнителем из пенополиуретана.
Наличие неразъемных корпусов под опоры горизонтальных приводных и неприводных валов не обеспечивает регулировочного перемещения валов друг относительно друга, ограничивая тем самым технологические возможности стана.
Задачей изобретения является создание компактного устройства с расширенными технологическими возможностями, расширенным сортаментом обрабатываемых заготовок, удобного в эксплуатации: станок позволяет вести обработку заготовок (листа), различных по толщине, возможность получения изделий с различной высотой зига, получение различных погонажных изделий из штрипса (уголка, швеллера, трубы и т.п.), позволяет вести прокатку горячекатанной заготовки в холоднокатанную, позволяет вести обработку заготовок в горячем состоянии.
Для решения поставленной задачи в зигстанке, содержащем смонтированный на раме привод, подшипниковые корпуса с последовательно установленными в них парами горизонтальных приводных и неприводных валов с профилегибочными элементами и осями промежуточных шестерен для передачи вращения неприводным валам, корпуса выполнены разъемными по базовой плоскости в виде брусьев с расположением плоскости разъема между горизонтальными валами и установлены с возможностью регулирования зазора между профилегибочными элементами, при этом по плоскости разъема корпусов размещены промежуточные вставки, а корпуса, профилегибочные элементы, шестерни и промежуточные вставки выполнены сменными, причем шестерни станка имеют крупный модуль.
Каждый корпус может быть выполнен с возможностью поворота на 180о, а отверстия в нем под горизонтальные валы расположены несимметрично по высоте относительно базовых плоскостей разъема.
Зигстанок может быть снабжен кинематически связанными с промежуточными шестернями вертикальными приводными и неприводными валами с профилегибочными элементами, установленными последовательно и попарно на раме станка с возможностью изменения межосевого расстояния, при этом профилегибочные элементы выполнены сменными, а промежуточные шестерни выполнены с крупным модулем и сменными.
Корпуса по линии разъема при этом могут быть установлены по линии разъема под углом 1-2о, а приводные и неприводные горизонтальные и вертикальные валы и соответствующие им профилегибочные элементы выполнены полыми.
Кроме того, корпуса с секциями горизонтальных валов и промежуточных шестерен, образующие модуль, могут быть выполнены с возможностью установки один за другим.
Выполнение корпусов, разъемных по конструкции, с расположением плоскости разъема между валами, обеспечивает изменение межосевого расстояния валов для регулирования настройки под толщину обрабатываемой заготовки с зазором 0,5-2 мм (регулировочными винтами и штифтами).
Возможность настройки при этом минимального расстояния между валами позволяет вести обработку маломерных по длине заготовок.
Использование в конструкции станка сменных промежуточных вставок по плоскости разъема, профилегибочных элементов и шестерен станка обеспечивает расширение технологических возможностей путем получения изделий с различным по высоте зигом. Шестерни станка имеют крупный модуль для обеспечения работоспособности зубчатого зацепления станка при нарушении межосевого расстояния шестерен при технологической регулировке зазоров между профилегибочными элементами валов.
Несимметричное расположение по высоте отверстий под горизонтальные валы в корпусах, выполненных в виде брусьев с возможностью кантования на 180о по базовым плоскостям разъема, обеспечивает получение 4-х различных вариантов межосевого расстояния горизонтальных валов, расширяя тем самым технологические возможности станка.
Введение в станок кинематически связанных с промежуточными шестернями приводных вертикальных валов с профилегибочными элементами, установленными последовательно и попарно с возможностью изменения межосевого расстояния, расширяет технологические возможности за счет производства различных погонажных изделий из штрипса (уголок, швеллер, труба и т.д.).
Установка корпусов по линии разъема под углом 1-2о к горизонту позволяет осуществлять прокатку горячекатанной заготовки в холоднокатанную (листа, полосы и т. п. ) с повышением качества (с уменьшением ее сечения и повышения прочностных свойств).
Выполнение горизонтальных и вертикальных приводных валов полыми с возможностью их охлаждения позволяет вести обработку заготовок в горячем состоянии.
Модульное выполнение конструкции обеспечивает создание профилепрокатного шестеренного стана или формующего агрегата для изготовления крупного по высоте профнастила или погонажных изделий из штрипса, путем установки модулей друг за другом на общей раме с увеличением количества редукторов.
Проведенный поиск показал отсутствие аналогичных решений и позволил сделать вывод о том, что предлагаемая конструкция не следует явным образом из существующего уровня техники, т.е. она соответствует критериям "новизна" и "изобретательский уровень".
Предлагаемый зигстанок может быть выполнен промышленным способом и найти широкое применение в металлургии III и IV переделов обработки металла, в промышленности стройматериалов для формования различных материалов, в машиноcтроении для обработки различных материалов, в полиграфической и др. отраслях, т.е. соответствует критерию "промышленная применимость".
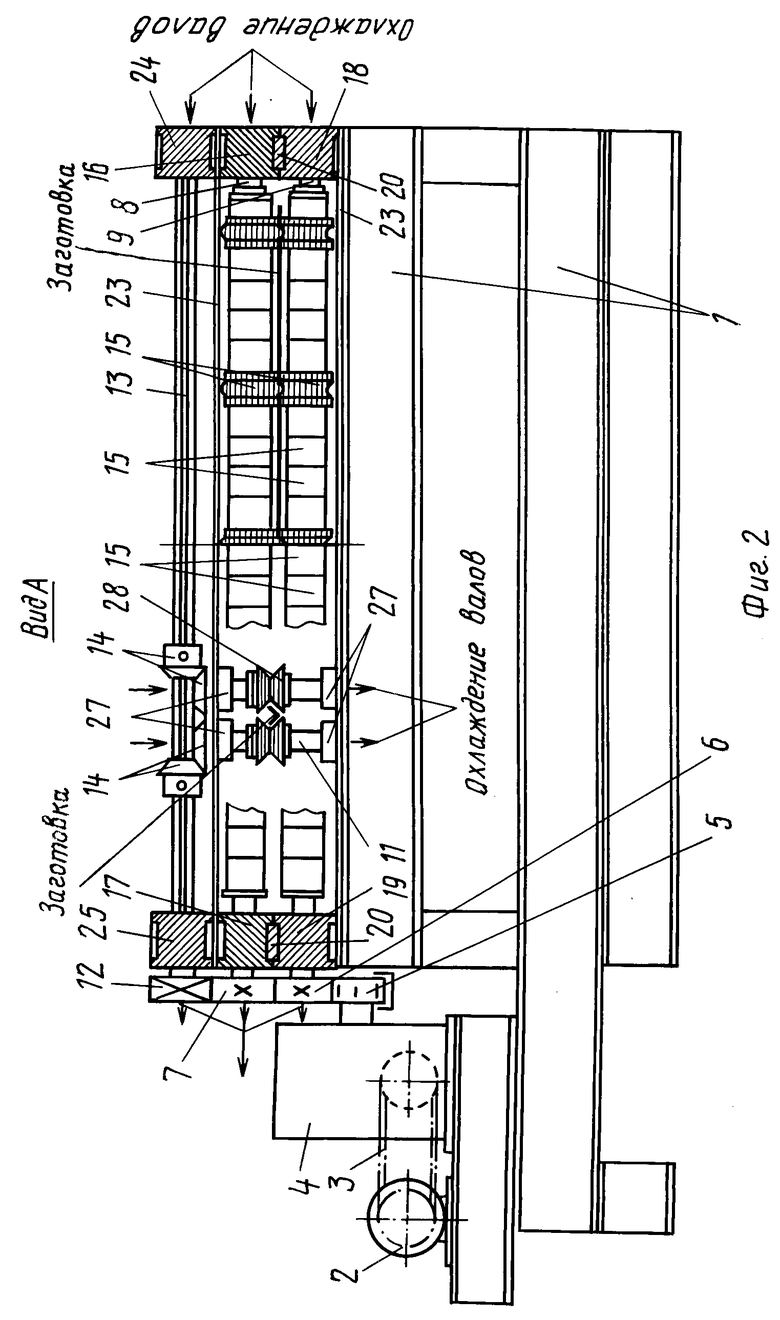
На фиг. 1 изображен зигстанок, вид сверху; на фиг.2 вид по стрелке А на фиг. 1, на фиг.3 вид по стрелке Б на фиг.1; на фиг.4 схемы возможного расположения корпусов на раме станка.
Зигстанок включает раму 1, привод, установленный на раме 1, выполненный в виде электродвигателя 2, клиноременной передачи 3, червячных редукторов 4 (в частности 3-х), на выходных валах которых установлены шестерни 5 для передачи вращения через зубчатые шестерни 6 и 7 на горизонтальные приводные валы 8,9. При этом шестерни 7 взаимодействуют с (паразитными) промежуточными шестернями 10 для передачи крутящего момента неприводным горизонтальным валам 8,9 и передачи вращения с одинаковой угловой скоростью на вертикальные валы 12 за счет контактирования промежуточных шестерен 10 с шестернями 11, смонтированными на приводных валах 13 с размещенными на них коническими передачами 14. Шестерни 5,6,7,10,11,14 выполнены с крупным модулем, что обеспечивает работоспособность зубчатого зацепления при нарушении межосевого расстояния шестерен при технологической регулировке зазоров между профилегибочными элементами 15 горизонтальных валов, выполненными в виде сменных профильных дисков с дистанционными втулками.
Горизонтальные валы 8,9 (приводные и неприводные) с профилегибочными элементами (15) и оси промежуточных шестерен (10) расположены в монолитных корпусах 16-19 секциями, последовательно по длине корпуса.
Горизонтальные валы установлены в подшипниках, легкоразборных бочкообразных, роликовых, радиальных.
Корпуса установлены на раме с 2-х сторон и выполнены разъемными в виде брусьев 16-18, 17-19.
По линии разъема между корпусами 16-18, 17-19 установлены сменные промежуточные вставки 20 с зазором 0,5-2,0. Разъемные элементы корпуса по линии разъема могут быть установлены под углом 1-2о к горизонту, например, с помощью клина.
Изменение межосевого расстояния между горизонтальными 8,9, приводными и неприводными валами, осуществляется посредством регулировочного винта 21 и штифта 22, взаимодействующего с ним, установленных в разъемных корпусах.
В корпусах 16-18, 17-19 отверстия под горизонтальные валы 8,9 могут быть выполнены несимметрично по высоте относительно базовых плоскостей разъема.
По этим плоскостям возможны 4 варианта кантования корпусов на 180о.
В случае применения полых горизонтальных и вертикальных валов 8,9,12 смазку подшипников осуществляют посредством масляного тумана, вырабатываемого генератором, установленным на раме станка (не показан), а для охлаждения валов используют систему охлаждения станка (не указано).
На корпусах 16,17 размещены плиты 23 и корпуса 24,25 под горизонтальные приводные валы 13, установленные в бочкообразных роликовых радиальных подшипниках.
Корпуса 24,25, плита 23, корпуса 16,17,18,19 и промежуточные вставки 20 закреплены на раме 1 станка через плиту 23 винтами 26.
Плиты 23 являются базой для размещения на них корпусов 27 под подшипники вертикальных приводных валов 12. Подшипники роликовые, прямые. Корпуса 27 установлены с возможностью изменения межосевого расстояния вертикальных валов 12 с помощью пазов, выполненных в плитах 23 симметрично относительно оси. Фиксирование корпусов 27 осуществляется резьбовой парой "винт-гайка".
Для регулировки расстояния между валами с профилегибочными элементами 28 и дистанционными втулками используется градуировочная шкала 29 с нулевым делением на середине ширины рамы 1 между корпусами 16,17.
Монолитные корпуса с секциями горизонтальных валов с промежуточными шестернями образуют модули, которые могут последовательно устанавливаться на раме. Количество редукторов при этом увеличивается в соответствии с количеством модулей (не показано).
Работа зигстанка осуществляется следующим образом:
Перед началом работы проверяют наличие смазки, охлаждения (если требуется), правильность установки необходимых зазоров между профилегибочными элементами, регулируют зазоры под обрабатываемую заготовку регулировочными винтами, промежуточными сменными вставками, подбором сменных шестерен станка (по диаметру и числу зубьев). В случае необходимости осуществляют кантование корпусов на 180о по базовым плоскостям согласно схеме (фиг.4).
Включают двигатель станка 2. Крутящий момент через клиноременную передачу 3, червячные редукторы 4 (в данном случае 3) передается на шестерни 5 на выходном валу редуктора, на зубчатые шестерни 6-7, приводящие во вращение горизонтальные валы 8,9 с установленными на них профилегибочными элементами 15.
Шестерни 7, взаимодействуя с промежуточными (паразитными) шестернями 10, передают вращение всем валам кинематики станка (горизонтальным валам 8,9 и вертикальным валам 12) синхронно с одинаковой скоростью).
В зазор, образуемый вращающимися профилегибочными элементами 15, втягивается лист, при этом, вследствие прокатки профилегибочными элементами 15, на нем получаются зиги определенной высоты.
При необходимости перехода на изготовление листа с другой высотой зига осуществляют смену корпусов, промежуточных вставок по плоскости разъема, профилегибочных элементов и шестерен станка.
Вращение от паразитных шестерен 10 через приводные шестерни 11 передается горизонтальному валу 13 с передачей вращения на коническую пару 14, вертикальному валу 12 с профилегибочными элементами 28. Осуществляется гибка погонажных изделий (уголок, швеллер и т.п.) из штрипса. При необходимости перехода на изготовление погонажа с другими параметрами осуществляют изменение межосевого расстояния с регулировкой по шкале 29, осуществляя смену шестерен станка и профилегибочных элементов 28.
В случае обработки горячих заготовок к полым валам 8,9,12 и профилегибочным элементам 15 и 28 подводят охлаждающую жидкость от системы охлаждения станка, а генератор (не указан), установленный на станке, вырабатывает "масляный туман" для смазки подшипников валов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ БЛОК | 2002 |
|
RU2222401C2 |
| ПРОКАТНЫЙ СТЕНД | 2009 |
|
RU2438818C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 2000 |
|
RU2190490C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАНОК | 1992 |
|
RU2028847C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| КЛЕТЕВОЙ МОДУЛЬ ВОЛОЧИЛЬНО-ПРОКАТНОЙ УСТАНОВКИ | 2004 |
|
RU2275264C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2223834C1 |
| Устройство для заправки маслом нажимных валиков вытяжных приборов прядильных и подобных машин | 1962 |
|
SU151236A1 |



Использование: обработка металлов давлением. Задача: создание устройства с расширенными технологическими возможностими и расширенным сортаментом обрабатываемых заготовок. Сущность: зигстанок содержит смонтированные на раме привод, подшипниковые корпуса с последовательно установленными в них секциями горизонтальных приводных и неприводных валов с профилегибочными элементами и осями промежуточных шестерен. Корпуса выполнены разъемными в горизонтальной плоскости в виде брусьев с расположением плоскости разъема между горизонтальными валами и установлены с возможностью регулирования зазора между профилегибочными элементами. По плоскости разъема корпусов размещены промежуточные вставки; корпуса, профилегибочные элементы, шестерни и промежуточные вставки выполнены сменными, шестерни станка имеют крупный модуль. корпуса в станке могут быть выполнены с возможностью кантования на 180°, при этом отверстия в корпусах под горизонтальные валы расположены несимметрично по высоте относительно горизонтальных поверхностей корпуса. Зигстанок снабжен кинематически связанными с промежуточными шестернями вертикальными приводными и неприводными валами с профилегибочными элементами, установленными последовательно и попарно на раме станка с возможностью изменения межосевого расстояния, при этом профилегибочные элементы выполнены сменными, а промежуточные шестерни выполнены с крупным модулем и сменными. 5 з.п. ф-лы, 4 ил.
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
