Изобретение относится к обработке металлов давлением, в частности к профилегибочному оборудованию, и может быть использовано в металлургии II, III и IV переделов. Широкое применение изобретения можно найти в машиностроении для механической обработки различных материалов, а также в устройствах для проведения испытаний. Согласно общепринятому определению «стенд» - установка для проведения испытаний» см. Захаров Б.В. и др. Толковый словарь по машиностроению, Москва, Русский язык, 1987(1).
Известные «Профилегибочные агрегаты» по технологическому процессу осуществления сборки (разборки) в них корпусов с подшипниками и валами, их монтажу (демонтажу) и степени их трудоемкости, связанные с их конструкцией, металлоемкостью, жесткостью и точностью установки валов с технологическим инструментом, возможностью регулирования их положения и зазоров между инструментом, способу, времени перевалки (переходу) с одного вида продукции на другой различают на несколько типов, как это отображено на фиг.1-4.
Известна «Профилегибочная машина» (см. фиг.1) модели К140-2(3) фирмы «Elastogran», ФРГ, 1972 г. в, установленная в ОАО «Челябинский завод профилированного стального настила» в г.Челябинске для производства гнутых профилей под многослойные панели типа «Сэндвич» с наполнением из пенополиуретана. Она содержит массивную раму, монолитные подшипниковые корпуса, горизонтальные приводные валы в комплекте с профилегибочным инструментом с приводом и передачей вращения через промежуточные и рабочие шестерни. Данная конструкция монолитных корпусов имеет меньшую металлоемкость, обеспечивает высокую жесткость машины, точность установки валов с профилегибочным инструментом, а вследствие этого высокие качественные показатели выпускаемой продукции. Вес машины около 20 т.
Известная «Профилегибочная машина» имеет ограниченное применение в виду того, что регулировка зазоров между смежным профилегибочным инструментом не осуществима и в случае износа инструмента производится полная замена на новый инструмент. Кроме того, размер «с» между центрами корпусов подшипников остается неизменным. Перевалка (переход) с одного вида продукции на другой имеет очень ограниченное применение, так как процесс сборки (разборки) и монтажа (демонтажа) корпусов с подшипниками и валами очень затруднителен, требует больших затрат времени и труда, поэтому практически не производится.
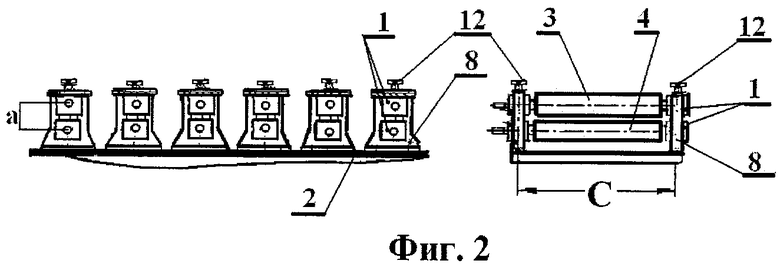
Известен профилегибочный агрегат ОАО «Испат-Кармет», установленный в 90-е годы в Казахстане (г.Темиртау) (см. фиг.2), который решает проблему быстрой перевалки путем размещения сразу 3-х, 4-х клетей на монтажных промежуточных плитках, с последующим их монтажом на стационарную раму. Размер «с» между центрами корпусов подшипников остается неизменным и в этом случае, что также не позволяет менять длину рабочих валов, а это в свою очередь ограничивает номенклатуру выпускаемых изделий на этих агрегатах. Перевалка в этом случае осуществляется оперативно, но однако оборудование требует больших затрат на его изготовление, наличие значительных складских площадей для хранения валковой оснастки, поскольку в этом случае на каждый вид продукции изготавливаются и комплектуются вновь клети с подшипниковыми корпусами и их опорами, монтажными плитами и т.д. Вес комплекта оборудования достигает 150-200 т.
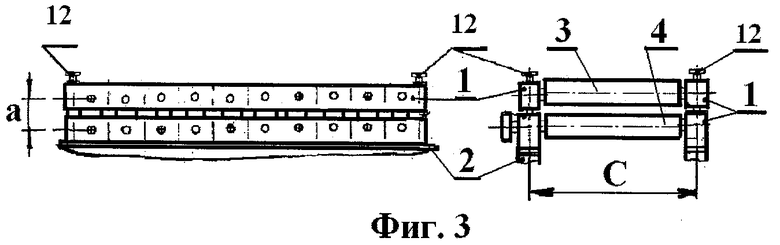
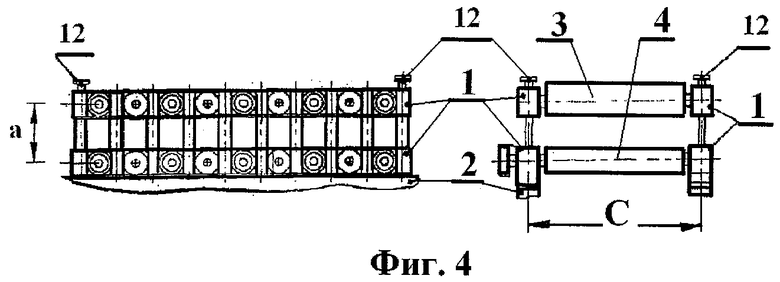
Известны профилегибочные агрегаты по изобретениям «Зигстанок» по патенту РФ №2034674 1992 года и «Профилегибочный блок» по патенту РФ №2222401; 2002 г., отраженные соответственно на фиг.3 и 4.
Известные профилегибочные агрегаты, предназначенные для выпуска профнастила С-10 по ГОСТ 24045-94 на предприятиях г.Челябинска и Челябинской области, специальных сложных гнутых и сварных профилей рамной опалубки «TRIO» по аналогу фирмы «PERI» (Германия), содержат раму, привод на нижние валы, разъемные корпуса в виде брусьев или сборные из пластин с фиксаторами с комплекте с профилегибочным инструментом, рабочими и паразитные шестернями с возможностью регулирования зазора между смежным инструментом. При этом размер «а» между осями нижних и верхних валов регулируется винтами и промежуточными вставками, что обеспечивает установку необходимых зазоров между профилегибочным инструментом при прокатке гнутых профилей.
Известные профилегибочные агрегаты по изобретениям «Зигстанок» и «Профилегибочный блок» не уступают по жесткости конструкции, точности установки валов с инструментом и качеству выпускаемой продукции «Профилегибочной машине». Вес данных устройств еще меньше, чем «Профилегибочной машины», и достигает 10 т.
Профилегибочный агрегат по патенту РФ №2222401 выбран в качестве прототипа.
Несмотря на то, что перевалка (переход) с одного вида продукции на другой осуществляется оперативно, преимущественно путем смены валов в сборе с инструментом и подшипниковыми корпусами, но для ее осуществления требуется изготавливать новые корпуса подшипников с соответствующей их комплектацией подшипниками и крепежными изделиями на каждый вид выпускаемой продукции. Для перевалки также требуется наличие больших площадей для хранения секций корпусов подшипников в сборе с валковой оснасткой. Размер «с» между центрами корпусов подшипников остается неизменным, что не позволяет менять длину рабочих валов, а это в свою очередь ограничивает номенклатуру выпускаемых изделий на этих агрегатах.
Задачей изобретения является создание компактного устройства с меньшей металлоемкостью с сохранением жесткости конструкции, состоящего из простых технологичных деталей с расширенными пусконаладочными, ремонтно-восстановительными, технологическими возможностями, а главное удобного в сборке (разборке), монтаже (демонтаже), обслуживании и эксплуатации» с расширенным сортаментом обрабатываемых заготовок и с быстро осуществляемым переходом с выпуска одного вида изделий на другой, удовлетворяя спрос покупателя в необходимый момент времени.
Техническим результатом предлагаемого изобретения является
- сокращение материальных и финансовых затрат на изготовление прокатной продукции;
- сокращение производственных площадей на размещение оборудования и валковой оснастки к нему;
- сокращение трудоемкости и сроков при перевалке (переходе с выпуска одного вида продукции на другой);
- расширение возможности изготовлении различных видов выпускаемой на нем продукции (путем смены различных по диаметру и длине валам в сборе с инструментом), при этом привод, редуктора, рама, подшипники и их корпуса остаются постоянно в металлоконструкции агрегата, что является весьма значительным преимуществом перед подобным отечественным и импортным оборудованием.
Технический результат достигается тем, что в прокатном стенде, содержащем секции разъемных, монолитных корпусов подшипников или собранных из пластин с фиксаторами, смонтированных на раме, с последовательно установленными в корпуса парами валов, в сборе с технологическим инструментом, которым передается вращение от привода через паразитные и приводные шестерни или звездочки, согласно изобретению секции корпусов подшипников выполнены быстросъемными, подвижными (с возможностью перемещения) на раме в горизонтальной плоскости перпендикулярно оси прокатки, валы в сборе с технологическим инструментом выполнены с возможностью монтажа или демонтажа в подшипниковые корпуса стенда при переходе с выпуска одного вида продукции на другой.
Для решения поставленной задачи предлагаемый прокатный стенд содержит смонтированный на основной раме электропривод с редукторами, корпуса подшипников в виде брусьев или корпуса в виде блока, собранного секциями из пластин, соединенных между собой с помощью фиксаторов, с последовательно установленными в них парами приводных и не приводных валов с технологическим инструментом для передачи ему вращения от привода через паразитные и приводные шестерни или звездочки, при этом корпуса подшипников смонтированы на подвижной опоре в виде швеллера с кареткой и опорными катками, которые свободно передвигаются по направляющему швеллеру в горизонтальной плоскости, перпендикулярно оси прокатки.
Причем все металлоконструкции стенда, кроме валов в сборе с инструментом, демонтажу не подлежат и используются в широком диапазоне выпускаемой продукции, что значительно экономит производственные площади, материальные и финансовые средства в производственном процессе.
Вес данного оборудования 15 т за счет уменьшения веса составной рамы, диаметров валов, а следовательно, и диаметра инструмента и снижения металлоемкости сборных корпусов.
Исполнение подвижных корпусов, способных свободно перемещаться на подвижной опоре на каретке с катками, которые могут быть собраны смежными секциями, позволяет производить свободно и легко монтаж (демонтаж) валов в сборе с технологическим инструментом в подшипниковые корпуса, т.е. весьма значительно сокращают трудозатраты, финансовые ресурсы, время, а значит, и цену производимой продукции и, таком образом, существенно удовлетворяют потребителей продукции в необходимый момент времени.
Кроме этого размер «с» между центрами корпусов подшипников может меняться в широком диапазоне, что позволяет менять длину рабочих валов, а это в свою очередь расширяет номенклатуру выпускаемых изделий на этих агрегатах.
Проведенный поиск показал отсутствие аналогичных решений и позволил сделать вывод о том, что заявленная конструкция не следует явным образом из существующего уровня техники, т.е. она соответствует критериям «новизна», и «изобретательский уровень».
Заявленный прокатный стенд, состоящий из простых технологичных деталей, может быть выполнен дешевым промышленным способом и найти широкое применение в металлургии II, III, IV переделов, в машиностроении для обработки материалов, в устройствах для проведения испытании, т.е. соответствует критерию «промышленная применимость».
Сущность изобретения поясняется чертежами, на которых изображены известные профилегибочные агрегаты и предлагаемый прокатный стенд, собранный со смежными секциями подвижных и неподвижных подшипниковых корпусов.
На фиг.1 изображена «Профилегибочная машина» модели К140-2(3) фирмы «Elastogran», ФРГ, 1972 г., установленная в цехе ОАО «Челябинский завод профилированного стального настила».
На фиг.2 изображен профилегибочный агрегат, установленный на производственных площадях ОАО «Испат-Кармет» в Казахстане (г.Темиртау).
На фиг.3 изображен профилегибочный агрегат по изобретению «Зигстанок» (патент РФ №2034674).
На фиг.4 изображен «Профилегибочный блок» - прототип (патент РФ №2222401).
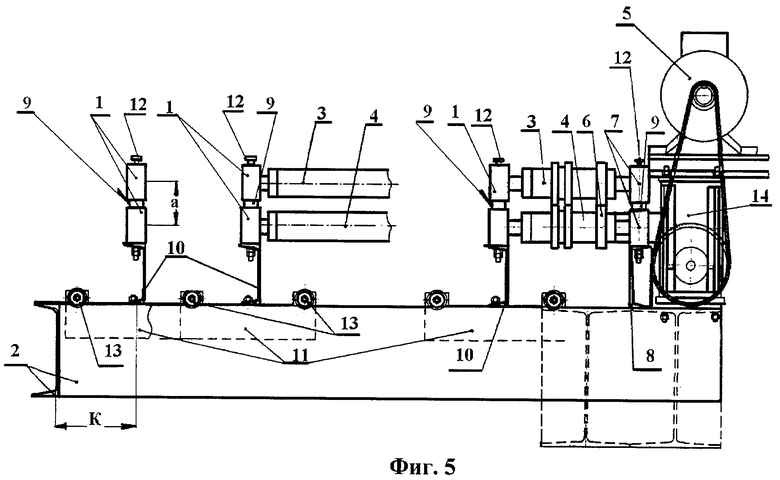
На фиг.5 изображен заявленный прокатный стенд, главный вид (по ходу прокатки).
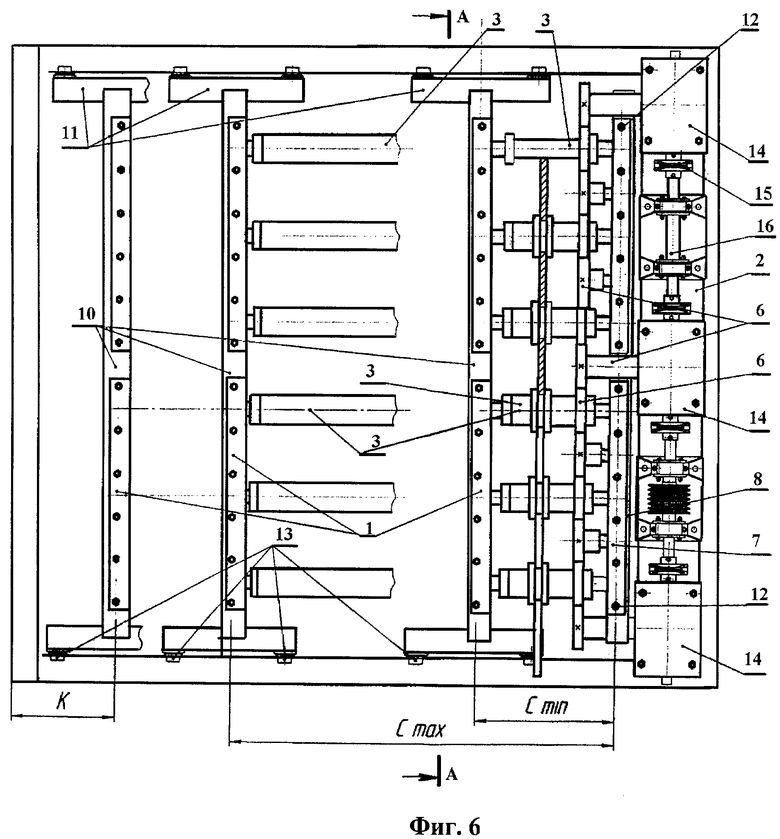
На фиг.6 изображен заявленный прокатный стенд, вид в плане.
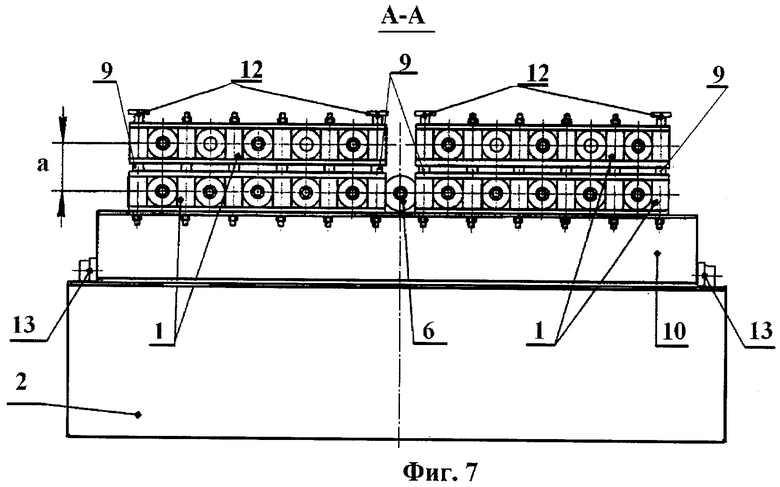
На фиг.7 изображен заявленный прокатный стенд, разрез А-А (со стороны подвижных корпусов).
На цветном фото изображены два прокатных стенда, на которых производится экспериментальная сборка и наладка оборудования.
Прокатный стенд, изображенный на фиг.5, включает в себя секции разъемных корпусов 1 подшипников или собранных из пластин с фиксаторами, смонтированных на раме 2, с последовательно установленными в корпуса 1 парами неприводных валов 3 и приводных валов 4 в сборе с технологическим инструментом, которым передается вращение от привода 5 через паразитные и приводные шестерни 6 или звездочки.
Секции корпусов 1 подшипников с одной стороны валов 3, 4 исполнены быстросъемными: подвижными на раме 2 или навесными по направлению оси валов 3 и 4 с возможностью их монтажа (демонтажа) в подшипниковые корпуса 1 стенда при (перевалке) переходе с выпуска одного вида продукции на другой. Валы 3 и 4 последовательно устанавливаются в неподвижные корпуса 7 подшипников, жестко соединенные между собой шпильками 12 к раме 2 через неподвижную опору корпусов 8 через регулировочные вставки 9 по необходимому размеру и зазору между инструментом.
При этом валы фиксируются в подшипниковых неподвижных корпусах 7 горизонтально (см. положение валов на фото агрегата, находящегося справа), которые скрепляются с корпусами торцевыми болтами и регулируются вставками 9 в горизонтальной плоскости по необходимому размеру и зазору между ними.
Подвижные корпуса 1 с подшипниками монтируются на подвижную опору 10, которая в свою очередь смонтирована на каретке 11 с катками 13, которые опираются на раму 2.
Далее подвижные корпуса 1 с регулировочными вставками 9 между ними, скрепленные шпильками 12, свободным усилием руки передвигаются вместе с подвижной опорой 10 на каретке 11 по раме 2 и легко насаживаются одновременно на все валы 3 и 4 и скрепляются торцевыми болтами валов.
В случае использования валов 3 и 4 другой длины, с другим инструментом, подвижная опора 10 с кареткой 11 и «плавающим» подшипниковым корпусом 1 перемещаются на заданное положение исходя из длины выбранных валов 3, 4, при этом отсоединяются торцевые болты и перемещаются в выбранное по валам 3, 4 положение.
Привод «Прокатного стенда», изображенный на фиг.5, включает в себя электродвигатель 5, который через клиноременную передачу, шкив редуктора и редуктор 14, через паразитные и приводные шестерни 6 передает вращение валам 3 и 4 с рабочим инструментом для прокатки, резки или гибки на «Прокатном стенде ».
Работа «Прокатного стенда», смонтированного на швеллерах, и привода, смонтированного на стационарной раме, осуществляется следующим образом.
Перед началом работы проверяют наличие смазки в подшипниках, правильность установки необходимых зазоров между рабочим инструментом, регулируют зазоры под обрабатываемую заготовку, меняя расстояние вставками 9, путем их подбора, далее затягивают шпильки 12. Включают электродвигатель 5. Крутящий момент через клиноременную передачу, червячные редукторы 14 и шестерни 6 передается на приводящие во вращение приводные валы 4 и неприводные валы 3, с установленным на них рабочим инструментом для прокатки, резки, гибки.
При необходимости перехода на изготовление гнутых профилей проката другого сортамента осуществляют легко и свободно перевалку (смену) инструмента двумя способами, с различной трудоемкостью и затратами по времени. При этом предварительно каретку 11 с катками 13 и подвижными корпусами 1 на подвижной опоре 10 откатывают в крайнее положение (размер «К»), для удобства демонтажа (монтажа) валов 3 и 4 в сборе с инструментом. При этом валы 3, 4 могут быть выполнены либо длинными, либо короткими с установкой их по размеру «С» минимум или «С» максимум.
I. Способ перевалки (средними затратами времени): путем смены одного инструмента на другой на валах 3 и 4. Это целесообразно при малом количестве инструмента и коротких валах.
II. Способ перевалки (низкой трудоемкости с наименьшими затратами времени): путем смены валов 3 и 4 в сборе с инструментом на другой комплект и монтаж их в «Прокатный стенд».
В качестве примера конкретного осуществления прокатного стенда заявитель приводит экспериментальные прокатные стенды, отраженные на цветном фото. Прокатные стенды осуществляют экспериментальную наладку оборудования для производства различных стальных гнутых профилей замкнутого и открытого сечений по предлагаемой разработке.
На фото слева изображен прокатный стенд с 4-мя секциями неподвижных и подвижных корпусов подшипников (изображены синем цветом), предусматривающий установку 20-ти пар валов в сборе с профилегибочным инструментом (круглые стального цвета), смонтированных на раме (изображены серым цветом). При этом 15 пар валов уже смонтированы в три секции неподвижных и подвижных корпусов подшипников и предварительно без регулировки зазоров готовы к работе.
Неподвижные корпуса подшипников смонтированы жестко на раме со стороны электропривода, редукторов, паразитных и рабочих шестерен, где видна группа специалистов, производящая монтаж и наладку оборудования. Подвижные корпуса подшипников смонтированы на подвижной опоре с кареткой (изображены желтым цветом) и катками (изображены красным цветом), которые свободно передвигаются на катках и опираются на раму с обратной стороны привода. На фото также изображена 4-ая секция подвижных корпусов подшипников, отведенная по раме на катках в крайнее положение, с целью свободного монтажа следующей группы 5-ти пар валов с профилегибочным инструментом.
На фото справа, аналогично первому прокатному стенду, также изображен другой прокатный стенд, но уже с 1 секцией неподвижных и подвижных корпусов подшипников, предусматривающий установку 10-ти пар валов в сборе с профилегибочным инструментом, из которых 6 пар валов смонтированы строго горизонтально в неподвижные корпуса подшипников. При этом аналогично подвижные корпуса подшипников смонтированы на подвижной опоре с кареткой (изображенной желтым цветом) и катками (изображенными красным цветом), которые свободно передвигаются на катках и опираются на раму с обратной стороны привода.
Оба прокатных стенда снабжены регулировкой скорости прокатки, сваркой мест смыкания профилей закрытого сечения, причем в движении, типа: прямоугольной или круглой трубы и т.п. Узлы и детали в т.ч. валы в обоих, агрегатах взаимозаменяемые и способны производить стальные гнутые профили проката из стали с толщиной от 0,3 до 6 мм любого открытого и закрытого сечения, с шириной готовых профилей от 50 до 1400 мм и высотой от 5 до 150 мм.
Таким образом, прокатные стенды, отраженные на фото, наглядно демонстрируют значительные их преимущества в техническом, технологическом и экономическом плане, перед подобным отечественным и импортным оборудованием, а именно
- простоту конструкции и технологичности изготовления;
- малые затраты на его внедрение в производство;
- использование малых площадей для его размещения;
- короткие сроки времени на переход (на перевалку) с выпуска одного вида продукции на другой в необходимый момент времени;
- возможность изготовления различных видов продукции путем смены разных по длине и диаметрам валов в сборе с профилегибочным инструментом, при этом рама, привод, корпуса подшипников остаются постоянно в металлоконструкции профилегибочного агрегата и демонтажу не подлежат.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ БЛОК | 2002 |
|
RU2222401C2 |
| ЗИГСТАНОК | 1992 |
|
RU2034674C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2013 |
|
RU2547058C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2281824C2 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ И РЕЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2024 |
|
RU2841538C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 1998 |
|
RU2151660C1 |
Изобретение относится к обработке металлов давлением, в частности к прокатному, профилегибочному оборудованию, и может быть использовано в металлургии в устройствах для проведения испытаний. Прокатный стенд содержит секции разъемных корпусов подшипников монолитных или собранных из пластин с фиксаторами, смонтированных на раме с последовательно установленными в корпуса парами валов в сборе с технологическим инструментом, которым передается вращение от привода через паразитные и приводные шестерни или звездочки. Причем секции корпусов подшипников выполнены быстросъемными, имеют возможность перемещения на раме в горизонтальной плоскости перпендикулярно оси прокатки. Валы в сборе с технологическим инструментом выполнены с возможностью монтажа или демонтажа в подшипниковые корпуса стенда при переходе с выпуска одного вида продукции на другой. Расширяются технологические возможности. 7 ил.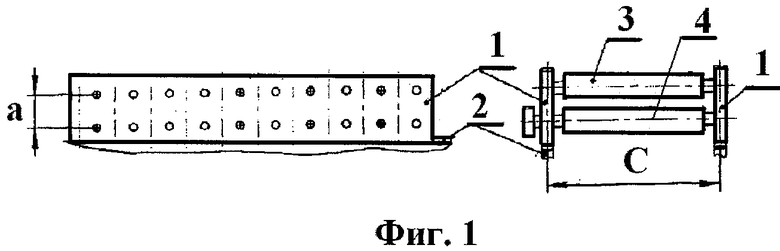
Прокатный стенд, содержащий секции разъемных корпусов подшипников, монолитных или собранных из пластин с фиксаторами, смонтированных на раме с последовательно установленными в корпусы парами валов в сборе с технологическим инструментом, которым передается вращение от привода через паразитные и приводные шестерни или звездочки, отличающийся тем, что секции корпусов подшипников выполнены быстросъемными, имеют возможность перемещения на раме в горизонтальной плоскости перпендикулярно оси прокатки, причем валы в сборе с технологическим инструментом выполнены с возможностью монтажа или демонтажа в подшипниковые корпусы стенда при переходе с выпуска одного вида продукции на другой.
| ПРОФИЛЕГИБОЧНЫЙ БЛОК | 2002 |
|
RU2222401C2 |
| Прокатная клеть со сменными валками | 1974 |
|
SU495806A3 |
| Клеть прокатного стана | 1981 |
|
SU1102649A1 |
| УСТРОЙСТВО для СМЕНЫ ВАЛКОВ | 0 |
|
SU259804A1 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛИРОВАНИЯ | 2000 |
|
RU2177850C1 |
| СПОСОБ ПРОПИТКИ ЛЕСОМАТЕРИАЛОВ | 2001 |
|
RU2187428C1 |

