Изобретение относится к обработке металлов давлением, в частности к профилегибочному оборудованию, и может быть использовано в металлургии III и IV переделов. Широкое применение изобретение может найти в промышленности стройматериалов для формования различных смесей и материалов, в машиностроении дли мехобработки различных материалов, в полиграфической и др. отраслях.
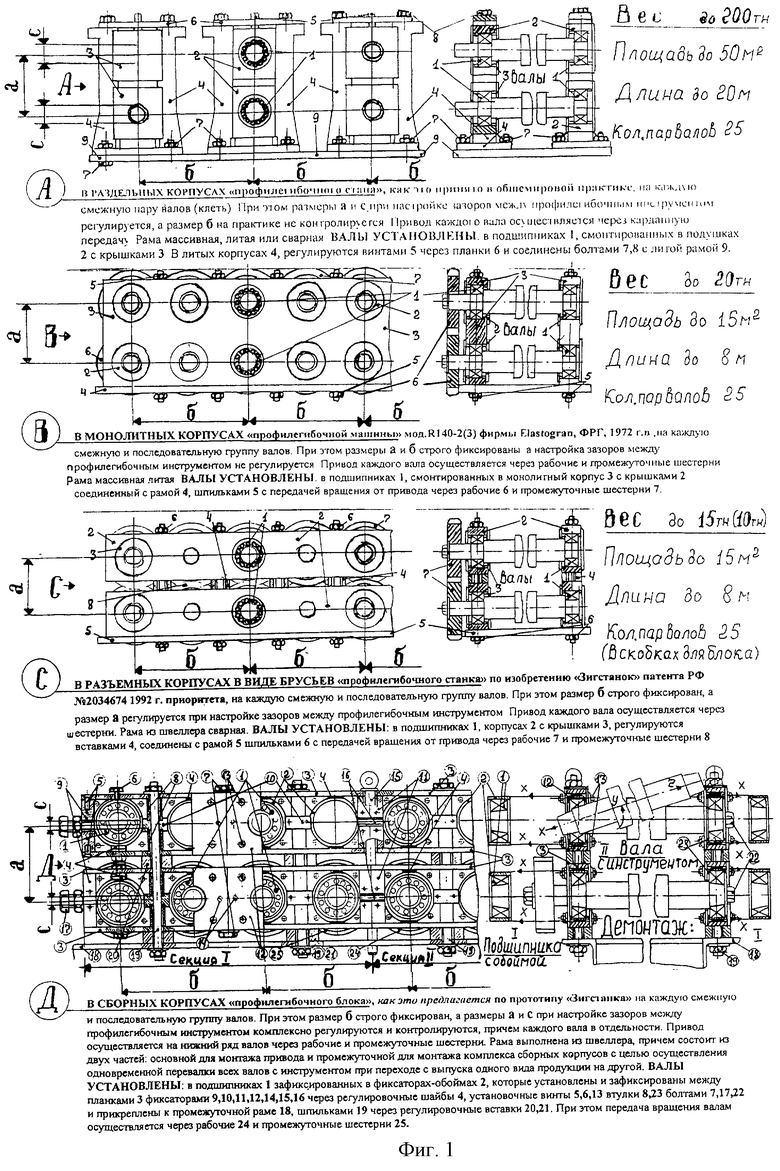
Известные "Профилегибочные агрегаты" по видам и исполнению в них корпусов подшипников и связанные с их конструкцией металлоемкостью, жесткостью и точностью установки валов с технологическим инструментом возможностью регулирования их положения и зазоров между инструментом, способу, времени (трудоемкости) перевалки (переходу) с одного вида продукции на другой различают на несколько типов, как это отображено на фиг.1 в вариантах А, В, С, Д.
Известные "Профилегибочные станы", указанные в варианте А фиг.1 отечественного и импортного исполнения, установлены в России (Челябинск, Магнитогорск, Липецк, Череповец, Самара, Орск, Киреевск, Первоуральск, Хабаровск и т.д.), Казахстане (г. Темиртау) для гибки изделий погонажного характера: уголок, швеллер, труба и т.п., а также профнастила, содержат массивную станину, привод, раздельные массивные корпуса для каждой пары валов (клетей) и горизонтальные, вертикальные приводные валы с подушками для подшипников в комплекте с профилегибочным инструментом.
Известные "Профилегибочные станы" не обеспечивают прокатку поштучной короткометражной заготовки по длине из-за большого, а на практике неконтролируемого, расстояния между клетями б, и по этой же причине последовательно установленные валы могут иметь несоосность в горизонтальной плоскости, что иногда приводит к недопустимой кривизне и искажению формы получаемых изделий и имеют ограниченные возможности для применения. Металлоемкость станов большая и достигает 200 т. Перевалка раздельная по клетям с большими затратами времени и труда.
Известна "Профилегибочная машина", указанная в варианте В фиг.1 модели R140-2(3) фирмы EIASTOGRAN, ФРГ, 1972, установленная в ОАО "Челябинский завод профилированного стального настила" в г. Челябинске для производства гнутых профилей под многослойные панели типа "сандвич" с наполнением из пенополиуретана, содержит массивную раму, привод, монолитные корпуса, горизонтальные приводные валы в комплекте с профилегибочным инструментом с передачей вращения через промежуточные и рабочие шестерни. Данная конструкция монолитных корпусов имеет меньшую металлоемкость, обеспечивает высокую жесткость машины, точность установки валов с профилегибочным инструментом, а вследствие этого высокие качественные показатели выпускаемой продукции. Вес машины около 20 т, что на порядок ниже "Профилегибочных станов".
Известная "Профилегибочная машина", однако, имеет ограниченное применение ввиду того, что регулировка зазоров между смежным профилегибочным инструментом не осуществима и в случае его износа производится полная замена на новый без ремонта старого. Перевалка (переход) с одного вида продукции на другой имеет очень ограниченное применение в связи с трудностями ее осуществления на практике и ограничено размером а.
Известен "Профилегибочный станок", указанный в варианте С фиг.1 по одноименному изобретению "ЗИГСТАНОК" патента РФ 2034674, 1992 года, выбранный в качестве прототипа, используемый фирмой "ЛИК" в г.Челябинске на АОЗТ "ЧОМЗ", фирмами "Преимущество" и "АРС-Прогресс" г.Тюмени, фирмой "Ресурс" г.Сатка Челябинской обл. в выпуске профнастила С-25, С-18, С-44, НС-60, С-10 по ГОСТ 24045-94, содержит раму, выполненную из швеллера, привод на верхней на верхние и нижние валы, разъемные корпуса в виде брусьев в комплекте с профилегибочным инструментом, рабочими и промежуточными шестернями, с возможностью регулирования зазора между смежным инструментом с расширенным сортаментом выпускаемой продукции.
Известный "Профилегибочный станок" не уступает по жесткости конструкции, точности установки валов с инструментом и качеству выпускаемой продукции "профилегибочной машине". Вес данного устройства еще меньше, чем "профилегибочной машины", и достигает 15 т.
Однако данный "Профилегибочный станок" на практике его использования с 1992 по настоящее время показал ряд его существенных недостатков: корпуса, выполненные в виде брусьев, оказались очень трудоемкими в изготовлении, дорогостоящими, имеют низкую технологичность, требуют при их изготовлении использования специального расточного оборудования с привлечением специалистов наивысшей квалификации. Остались прежними трудности и сложности в пуско-наладочных, ремонтно-восстановительных работах при установке группы валов в корпуса подшипников. При износе малой части профилегибочного инструмента или неточности его изготовления приходится полностью разбирать станок и производить переточку всего профилегибочного инструмента, поскольку валы не регулируются по отдельности в вертикальной плоскости. Перевалка (переход) с одного вида продукции на другой осуществляется двумя способами: путем смены инструмента на валах или путем смены валов в сборе с профилегибочным инструментом.
Задачей изобретения исходя из практики использования "ЗИГСТАНКОВ" является создание компактного устройства с меньшей металлоемкостью с сохранением жесткости конструкции, состоящего из простых технологичных деталей с расширенными пуско-наладочными, ремонтно-восстановительными, технологическими возможностями, удобного в обслуживании и эксплуатации, с расширенным сортаментом обрабатываемых заготовок и с быстро осуществляемым переходом с выпуска одного вида изделий на другой, удовлетворяя спрос покупателя в необходимый момент времени.
Для решения поставленной задачи "Профилегибочный блок" варианта Д фиг.1 содержит смонтированный на основной раме привод, на промежуточной съемной раме: корпуса подшипников с последовательно и смежно установленными в них парами приводных и неприводных валов с технологическим инструментом для передачи ему вращения от привода через промежуточные и рабочие шестерни или звездочки, при этом согласно изобретению корпуса выполнены в виде блока, собранного секциями I, II и т.д. из пластин, соединенных между собой с помощью фиксаторов. Вес данного оборудования еще меньше (до 10 т) за счет уменьшения диаметров валов, а следовательно, и диаметра инструмента, и снижения металлоемкости сборных корпусов.
Выполнение корпусов, собранных в блок секциями I, II и т.д., из простых технологичных деталей в виде пластин и различных фиксаторов сохраняет жесткость конструкции, обеспечивает возможность точного регулирования зазора между смежным и последовательным технологическим инструментом каждого вала в отдельности, позволяет производить свободный монтаж и демонтаж подшипников, валов в сборе с технологическим инструментом без разборки блока, вести вместе со съемной рамой перевалку всего комплекта инструмента в сборе с валами (переход) с одного вида продукции на другой, сокращая время и трудозатраты с целью удовлетворения нужд потребителей продукции в необходимый момент времени.
Проведенный поиск показал отсутствие аналогичных решений и позволил сделать вывод о том, что заявленная конструкция не следует явным образом из существующего уровня техники, т.е. она соответствует критериям "новизна" и "изобретательский уровень".
Заявленный "Профилегибочный блок", собранный секциями I, II и т.д. и состоящий из простых технологичных деталей, может быть выполнен дешевым промышленным способом и найти широкое применение в металлургии III, IV переделов, в промышленности стройматериалов для формования различных смесей и материалов, в машиностроении для обработки материалов, в полиграфической промышленности и других отраслях, т.е. соответствует критерию "промышленная применимость".
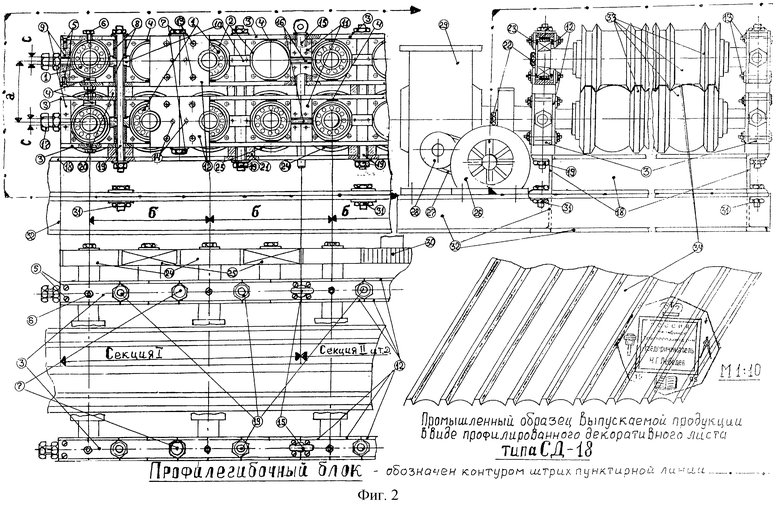
Сущность изобретения поясняется фиг. 1, 2, где на фиг.2 изображен "Профилегибочный блок", собранный секциями I, II и т.д. с видами: в профиль, в плане и с торца, с промышленным образцом выпускаемого профилированного листа типа СД-18.
Профилегибочный блок, собранный секциями I, II и т.д., изображенный на фиг. 2, включает в себя: приводные валы 36 и неприводные валы 35, на которые насажен профилегибочный инструмент 33, для получения при их вращении гнутого профиля 34. Валы 35, 36 смежно и последовательно установлены по необходимому размеру а и зазору Х между профилегибочным инструментом 33, с жесткой фиксацией по размеру б между ними в подшипники 1, которые в свою очередь жестко зафиксированы в разборных корпусах, собранных последовательно друг за другом секциями I, II и т.д. с возможностью регулирования каждого вала в пределах размера С в случае необходимости: при наладке, при ремонте (переточке) инструмента. Корпуса, в свою очередь, выполнены разборными и состоят из пластин 3, в которых зафиксированы подшипники 1 с помощью различных фиксаторов: 2, 9, 10, 11, 12, 14, 15, 16, фиксирующих их жесткое положение в горизонтальной, вертикальной плоскостях и в осевом направлении, через регулировочные шайбы 4, вставки 20, 21, установочные винты 5, 6, втулки 8, 23, болты 7, 13, 17, 22 и соединены со съемной рамой 18 шпильками 19.
Привод "Профилегибочного блока", изображенный на фиг.2, включает в себя электродвигатель 26, который через клиноременную передачу 27, шкив редуктора 28, редуктор 29 и его шестерню 30 смонтирован на основной раме 32, соединен со съемной рамой 18 болтами 31, передает вращение валам 35, 36 с инструментом 33 через рабочие и промежуточные шестерни 24, 25 профилегибочного блока.
Работа "Профилегибочного блока", собранного секциями I, II и т.д., смонтированного на съемной раме 18 и привода, смонтированного на стационарной раме 32, осуществляется следующим образом.
Перед началом работы проверяют наличие смазки в подшипниках 1, правильность установки необходимых зазоров Х между профилегибочным инструментом 33, регулируют зазоры под обрабатываемую заготовку, меняя расстояние а вставками 20 и размер С шайбами 4 (при необходимости), путем их подбора, при этом размер б строго фиксируется диаметрами шестерен 24, 25. Далее затягивают гайки болтов 7, 9, 22, 31, шпильки 13, 19.
Включают электродвигатель 26. Крутящий момент через клиноременную передачу 27, 28, червячные редукторы 29 и их шестерни 30 передается на шестерни 24, 25, приводящие во вращение приводные валы 36 и неприводные валы 35 с установленным на них профилегибочным инструментом 33.
Шестерни 24, взаимодействуя с промежуточными шестернями 25, передают вращение нижним рабочим валам 36 синхронно с одинаковой скоростью.
В зазор X, образуемый вращающимся профилегибочным инструментом 33, втягивается заготовка в виде листа толщиной Х необходимой ширины в, при этом вследствие прокатки профилегибочным инструментом 33 на ней последовательно получаются гофры определенной заданной формы и высоты Н гнутого профиля 34.
При необходимости перехода на изготовление продукции с другой формой гофра, высоты Н и ширины В осуществляют перевалку (смену) профилегибочного инструмента тремя способами в зависимости от возможности с различной трудоемкостью и затратами по времени.
I Способ перевалки (перехода) (трудоемкий и с большими затратами времени): путем смены одного инструмента 33 на другой на валах 35, 36 и монтажа его вновь в профилегибочный блок секций I, II и т.д.
II Способ перевалки (перехода) (менее трудоемкий со средними затратами времени): путем смены валов 35, 36 в сборе с инструментом 33 на другие нужные формы и монтаж их вновь в профилегибочный блок секциями I, II и т.д.
III Способ перевалки (перехода) (малой трудоемкости с наименьшими затратами времени): путем демонтажа всего Профилегибочного блока, состоящего из секций I, II и т.д., смонтированного на съемной раме 18 в сборе с валами 35, 36 инструментом 33, шестернями 24, 25 на другой и монтаж его на раму привода 32, удовлетворяя тем самым спрос покупателя в необходимый момент времени.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНЫЙ СТЕНД | 2009 |
|
RU2438818C2 |
| ЗИГСТАНОК | 1992 |
|
RU2034674C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 2013 |
|
RU2547058C1 |
| ОДНОКЛЕТЕВОЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ЛИСТОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2019338C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2257273C1 |
| СПОСОБ ХОЛОДНОГО ПРОФИЛИРОВАНИЯ ДОБОРНЫХ ЭЛЕМЕНТОВ И АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573460C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
Изобретение относится к обработке металлов давлением, в частности к профилегибочному оборудованию, и может быть использовано в металлургии III и IV переделов. Профилегибочный блок содержит смонтированные на раме корпуса подшипников с последовательно и смежно установленными в них парами приводных и неприводных валов с технологическим инструментом, которому передается вращение от привода через промежуточные и рабочие шестерни или звездочки, при этом корпуса выполнены в виде блока, собранного в секции из пластин, соединенных между собой с помощью фиксаторов. Изобретение обеспечивает создание устройства с расширенными технологическими, монтажно-посадочными, ремонтно-восстановительными возможностями и расширенным сортаментом обрабатываемых заготовок. 2 ил.
Профилегибочный блок, содержащий смонтированные на раме корпуса подшипников с последовательно и смежно установленными в них парами приводных и неприводных валов с технологическим инструментом, которому передается вращение от привода через промежуточные и рабочие шестерни или звездочки, отличающийся тем, что корпуса выполнены в виде блока, собранного в секции из пластин, соединенных между собой с помощью фиксаторов.
| ЗИГСТАНОК | 1992 |
|
RU2034674C1 |
| RU 92005636 А, 10.10.1995 | |||
| Способ изготовления трубчатых гофрированных деталей и устройство для его осуществления | 1987 |
|
SU1588470A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| US 3481178 А, 02.12.1969. | |||

