Изобретение относится к способам реактивации (регенерации) катализаторов нефтепереработки и нефтехимии.
Известен способ регенерации алюмокобальтмолибденового катализатора [1] направленный на удаление с катализатора налета железа и его соединений, дезактивирующих катализатор, Отработанный катализатор, предварительно прокаленный в токе смеси водяного пара и воздуха и охлажденный, промывают током воды, переносят в сеточные корзины, в которых неоднократно промывают холодной водой до получения чистых промывных вод и возвращения металлической окраски поверхности катализатора, затем сушат 1,5 сут на солнце и возвращают катализатор, включающий 16% воды в реактор. Для удаления воды катализатор в атмосфере азота нагревают от 25 до 200оС в течение 44 ч до достижения точки росы 22оС в N2. Регенерированный таким образом катализатор характеризуется удельной поверхностью 160 м2/г (свежий катализатор 180 м2/г), объемом пор 0,62 мл/г (0,63 мг/л ), активностью на стадии гидрирования 97,8% 300оС и 98,6% 340оС (свежий катализатор 98,8% 300оС и 98,9% 340оС, на стадии обессеривания 97,5% (97,5%). Содержание молибдена уменьшается с 5 до 4; Со с 1,5 до 0,5% отношение Со/Мо в катализаторе с 0,3 до 0,1. Способ позволяет регенерировать катализатор с физико-химическими характеристиками и реакционной активностью, не уступающими катализатору, регенерированному с помощью ситового отделителя Fe-примесей, и дополнительно исключает загрязнение окружающей среды Fе-отходами.
Недостатком известного способа является необходимость многократных промывок катализатора и большое количество сточных вод.
Известен способ регенерации катализаторов гидрообессеривания [2] Отработанный, содержащий Al2O3 и дезактивированный соединениями Ni и V катализатор гидрообессеривания сульфидируют H2S при 400-700оС (556оС) и подаче H2S ≥ 60 мл/г катализатора и затем выщелачивают кислым водным раствором Fe(3+)-cоли при температуре, необходимой для удаления эффективного количества V и Ni и увеличения диаметра пор катализатора и его поверхности (при 100оС в течение 20 мин). Лучше предварительно отработанный катализатор промыть растворителем с последующим рассеиванием, сушкой и прокаливанием при 400оС.
Известен способ регенерации отработанного промышленного Ni-Мо-катализатора, используемого для гидроочистки нефтяного сырья. Показано, что контролируемая прокалка отработанных катализаторов (при Т ≅ 480оС) с последующей пропиткой водными растворами Ni(NO3)2 и (NH4)2MoO4, сушкой и прокалкой на воздухе обеспечивает хорошую регенерацию катализатора и позволяет получить катализатор с активностью, приближающейся к значению, наблюдаемому для исходных катализаторов [3] Недостатком указанных способов является невозможность удаления примесей натрия и железа.
Известен способ регенерации Fe-содержащего катализатора переработки углеводородного сырья [4] Отработанный катализатор, содержащий до 35% углерода, до 30% серы и 1-1,5% ванадия, подвергают термообработке при температуре ≅ 400оС в течение 8 ч на воздухе в присутствии карбоната металла (Na,K) для удаления кокса. При этом получают катализатор, содержащий Fe2O3 и водорастворимые соли серы и ванадия. Этот катализатор направляют в стадию водной промывки для удаления солей серы и ванадия. Промывку ведут до получения нейтральной промывной воды. Катализатор подают в сепаратор, где отделяют твердый Fe2O3 и направляют его на сушку, а жидкость подают на регенерацию с помощью СО2, для получения карбоната металла. Недостатками этого способа является наличие большого количества сточных вод и сложность технологии.
Ближайшим известным решением аналогичной задачи по технической сущности и достигаемому эффекту является способ регенерации катализатора гидроочистки [5] Предложен способ регенерации отработанного катализатора гидроочистки, представляющий собой 2-стадийный процесс, после которого регенерированный катализатор может быть использован в процессах гидроочистки металлосодержащих масел. На 1-й стадии отработанный катализатор (закоксованный с нанесенными Мо, W, Ni или Со на Al2O3) подвергают нагреву до температуры 370-540оС в кислородсодержащей атмосфере с целью удаления отложений кокса. При этом получают материал, характеризующийся следующими данными: удельная поверхность 50-300 м2/г, удельный объем пор 0,2-1,0 см3/г, средний диаметр пор 40-150  . На 2-й стадии проводят нагрев до температуры 650-815оС и выдерживают при этой температуре в течение 1-5 ч с целью увеличения среднего размера пор. Удельная поверхность регенерированного таким образом катализатора составляет 20-200 м2/г, удельный объем пор 0,2-0,8 см3/г, средний диаметр пор 50-200
. На 2-й стадии проводят нагрев до температуры 650-815оС и выдерживают при этой температуре в течение 1-5 ч с целью увеличения среднего размера пор. Удельная поверхность регенерированного таким образом катализатора составляет 20-200 м2/г, удельный объем пор 0,2-0,8 см3/г, средний диаметр пор 50-200  , причем 50% объема пор приходится на поры с диаметром 60-300
, причем 50% объема пор приходится на поры с диаметром 60-300  . Недостатком известного способа является недостаточная глубина удаления соединений железа и натрия.
. Недостатком известного способа является недостаточная глубина удаления соединений железа и натрия.
Основной задачей предлагаемого решения является полный выжиг остаточного кокса за счет прокалки в присутствии водяного пара, удаление соединений железа и натрия, что приводит к повышению стабильной активности катализатора.
Предлагаемый способ реактивации отработанного катализатора гидроочистки нефтяных фракций включает прокаливание катализатора во вращающейся барабанной печи в присутствии 10-15% водяного пара при температуре 500-600оС в течение 0,5-2,0 ч с последующей обработкой его азотной или уксусной кислотой при рН 2,5-5,0.
При этом происходит лучший контакт поверхности гранул с окислительной средой. Прокалку осуществляют в барабанной печи с разделительными секциями. После прохождения зоны прокалки катализатор через систему бункеров, транспортеров и элеваторов может быть возвращен в барабанную печь для повторения операции. Целью обработки гранул катализатора раствором азотной или уксусной кислоты является восстановление активной фазы металлов. При обработке гранул катализатора раствором кислоты при рН 2,5-5,0 увеличивается удельная поверхность катализатора за счет более полного удаления остаточного кокса из узких пор гранул.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что реактивацию отработанного алюмоникельмолибденового катализатора гидроочистки осуществляют путем прокаливания его во вращающейся барабанной печи при температуре 500-600оС в течение 0,5-2,0 ч с последующей обработкой гранул азотной или уксусной кислотой при рН 2,0-5,0. Таким образом, заявляемый способ соответствует критерию изобретения "новизна".
П р и м ер 1. Отработанный катализатор (NiO 4,5% МоО3 13,0% Na2O 1,2% Fe2O3 1,3% удельная поверхность 90 мг/г, Kпр 1,8 кг/мм) в количестве 100 кг сушат во вращающейся барабанной сушилке с целью обтирки гранул друг об друга. При этом происходит удаление соединений железа с внешней поверхности гранул. Затем ступенчато температуру в сушилке повышают до 500оС при подаче водяного пара в количестве 12% в течение 2 ч. После выжига остаточного кокса катализатор обрабатывают азотной кислотой при рН 2,5 и сушат подогретым воздухом при 100оC в течение 4 ч. Реактивированный катализатор отсевают от пыли и крошки и затаривают в бочки.
П р и м е р 2. Отработанный катализатор реактивируют по примеру 1, однако подачу водяного пара осуществляют в количестве 10% при 600оС в течение 0,5 ч и обработку уксусной кислотой проводят при рН 5,0.
П р и м е р 3. Отработанный катализатор реактивируют по примеру 1. Однако подачу водяного пара в количестве 15% осуществляют при 560оС в течение 1,0 ч и обработку азотной кислотой проводят при рН 3,5.
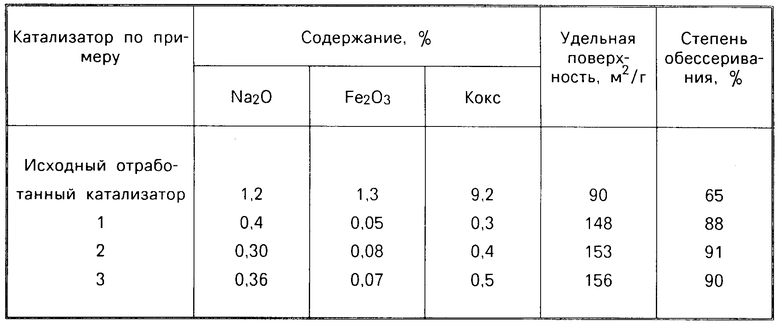
Полученные образцы-катализаторы были проанализированы на содержание железа, натрия и кокса, а также измерены удельная поверхность и определена каталитическая активность в процессе гидроочистки дизельного топлива (фр. 180-360оС, содержание серы 0,85%) при давлении 3,5 МПа, объемной скорости подачи сырья 4,0 ч-1 и температуре 360оС. Результаты приведены в таблице.
Из результатов испытаний видно, что осуществление реактивации по предлагаемому способу позволяет снизить содержание вредных примесей в катализаторе (железа и натрия), удалить кокс с поверхности гранул и тем самым восстановить активность образца катализатора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 1992 |
|
RU2008972C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 1991 |
|
RU2026111C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 1990 |
|
RU1783663C |
| СПОСОБ ПОЛУЧЕНИЯ НОСИТЕЛЯ ДЛЯ КАТАЛИЗАТОРОВ ГИДРОПЕРЕРАБОТКИ | 1992 |
|
RU2060821C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 1993 |
|
RU2061545C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ДЛЯ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 1993 |
|
RU2067023C1 |
| СПОСОБ ПОВЫШЕНИЯ АКТИВНОСТИ РЕГЕНЕРИРОВАННОГО КАТАЛИЗАТОРА ГИДРООЧИСТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2019 |
|
RU2737261C1 |
| КАТАЛИЗАТОР ГИДРОПЕРЕРАБОТКИ И СПОСОБ ГИДРОПЕРЕРАБОТКИ НЕФТЯНОГО И КОКСОХИМИЧЕСКОГО СЫРЬЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 1996 |
|
RU2102139C1 |
| Способ реактивации дезактивированного катализатора гидроочистки | 2020 |
|
RU2757365C1 |
| СПОСОБ ОБЛАГОРАЖИВАНИЯ НЕФТЯНОГО ОСТАТОЧНОГО СЫРЬЯ | 1990 |
|
SU1799029A1 |
Сущность изобретения: прокаливание отработанного катализатора проводят во вращающейся барабанной печи в присутствии 10 - 15% водяного пара при 500 - 600°С в течение 0,5 - 2,0 ч с последующей обработкой его азотной или уксусной кислотой при pH 2,5 - 5,0. 1 табл.
СПОСОБ РЕАКТИВАЦИИ ОТРАБОТАННОГО КАТАЛИЗАТОРА ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ путем прокаливания его при повышенной температуре, отличающийся тем, что прокаливание катализатора осуществляют во вращающейся барабанной печи в присутствии 10 15% водяного пара при 500 600oС в течение 0,5 2,0 ч с последующей обработкой его азотной или уксусной кислотой при рН 2,5 5,0.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Патент США N 4975399, кл | |||
| Мерная кружка для жидких тел | 1914 |
|
SU502A1 |
