Изобретение относится к катализаторам гидроочистки и гидрирования нефтяного и коксохимического сырья и способу его использования. В частности, к катализаторам гидрообессеривания прямогонных и вторичных бензиновых фракций, гидрообессеривания и деароматизации дизельных фракций, а также гидрообессеривания и гидрирования алифатических непредельных углеводородов бензол-толуол-ксилольной (БТК) фракции коксохимического производства.
Известны [1, 2] катализаторы гидроочистки бензиновых и дизельных фракций, а также БТК-фракции пироконденсата (содержание ароматических углеводородов 75-80% йодное число 20-40 г I2/100 г, содержание серы 0,02-0,03 мас.). К таким катализаторам относятся широко используемые в промышленности алюмокобальтмолибденовые катализаторы АКМ (содержание CoO 4 мас. MoO3 12 мас.) [1] и алюмоникельмолибденовые катализаторы АНМ: ГО-30-7, АНМ-5, КГО-5, ГО-70 (содержание NiO 3,5-5 мас. MoO3 12-20 мас.) [2]
Эти катализаторы используются как в гидроочистке бензиновых и дизельных дистиллятов, так и в гидроочистке БТК-фракции коксохимического производства. При температуре 350-400oC, давлении 4-5 МПа, объемной скорости подачи сырья ≈ 3 ч-1 катализаторы обеспечивают удаление сернистых соединений из БТК-фракции [1, 2] с ≈ 350 ppm до 1,5-2,0 ppm (степень обессеривания 99,0-99,6% ), снижение йодного числа с 20-30 до 0,05-0,8 г J2/100 г при снижении содержания ароматических углеводородов за счет их гидрирования на ≈ 5% на АКМ и 6-20% на АНМ-катализаторах.
В процессе гидрооблагораживания средних дистиллятов, а также смесей средних дистиллятов с бензиновыми фракциями при давлении 3-3,5 МПа, температуре 350-380oC, объемной скорости подачи сырья 2-2,5 ч-1 эти катализаторы обеспечивают снижение содержания серы с 10000-13000 ppm до 1500-2000 ppm, а йодного числа с 5-10 г I2/100 г до 2-3 г I2/100 г [3]
Эти известные катализаторы обладают следующими недостатками.
При гидроочистке высокоароматизированного сырья (БТК-фракции) с содержанием серы 550 ppm и выше катализаторы имеют недостаточно высокую гидрообессеривающую активность: степень гидрообессеривания при прочих равных условиях резко снижается с 99,0-99,6% до 95-96% При этом объемная скорость подачи сырья снижается с 3 до 1 ч-1.
При гидроочистке дизельных дистиллятов для снижения содержания в них серы менее 0,10 мас. приходится резко уменьшать объемную скорость и повышать температуру процесса, что сокращает срок службы катализатора и ограничивает возможность производства экологически чистых дизельных топлив, содержащих менее 0,05% (500 ppm) серы.
Из-за недостаточно высокой гидрирующей активности невозможно снизить содержание в дизельных дистиллятах ароматических углеводородов до 20% даже на АНМ-катализаторах.
Эти проблемы частично решают новые катализаторы гидроочистки [4] содержащие P2O5. Катализатор содержит до 5 мас. P2O5 в общепринятой алюмоникельмолибденовой матрице (оксид никеля 2-4% оксид молибдена 10-14% оксид алюминия остальное). Данный катализатор активен в процессе гидроочистки вакуумного дистиллята при температуре 360o)C, давлении 5,0 МПа, объемной скорости подачи сырья не менее 1 ч-1.
Наиболее близким к предлагаемому техническому решению является катализатор для гидроочистки смеси дизельного топлива и бензино-керосиновой фракции, содержащий (мас.): оксид никеля или кобальта 1,0-6,0, оксид молибдена 8,0-18,0, оксид фосфора 0,5-6,5, оксид редкоземельного элемента (РЗЭ) 0,1-4,8, оксид меди 0,05-5,0, оксид алюминия остальное до 100, а также способ гидропереработки, осуществляемый при T 260-360oC, P 1,05- 5,6 МПа, ОСПС 0,1-10 ч-1, соотношении H2/сырье 35,6-1780 нм3/м3 в присутствии Co(Ni)Mo-содержащих катализаторов в сульфидной форме [5]
Недостатками этого катализатора является невозможность получения на нем в стандартных условиях гидроочистки экологически чистых дизельных топлив, а также недостаточная деароматизирующая активность катализатора.
Настоящее изобретение направлено на повышение гидрообессеривающей активности катализатора гидропереработки, его гидрирующей активности по отношению к алифатическим непредельным углеводородам и селективности этого процесса, а также деароматизирующей активности при переработке дизельных фракций (в случае Ni-содержащих катализаторов).
Заявляется катализатор гидропереработки, содержащий оксид кобальта и/или оксид никеля, оксид молибдена, оксид фосфора, оксид меди, оксид цинка и оксид алюминия при следующем соотношении компонентов (мас.):
Оксид кобальта и/или оксид никеля 2-4
Оксид молибдена 10-14
Оксид фосфора 0,5-5
Оксид меди 0,05-0,5
Оксид цинка 0,05-0,5
γ -оксид алюминия Остальное
Катализатор данного состава может быть использован в процессе гидропереработки нефтяного и коксохимического сырья при температуре 300-400oC, давлении 3-5 МПа, объемной скорости подачи сырья 0,5-4,0 ч-1, соотношении H2/сырье 500-1000 нм3/м3.
В качестве сырья могут быть использованы прямогонные или вторичные бензиновые фракции при содержании сернистых соединений до 6000 ppm, либо дизельные фракции при содержании в них сернистых соединений до 12000 ppm, либо углеводородные фракции, содержащие до 99 мас. ароматических углеводородов (в частности БТК-фракции коксохимического производства) при содержании в них сернистых соединений до 3000 ppm. Содержание сернистых соединений в продуктах гидроочистки бензиновых и БТК-фракций на катализаторе составляет не более 5 ppm (степень гидрообессеривания не менее 99,8%), дизельных фракций менее 500 ppm (степень гидрообессеривания не менее 95 мас.). Содержание ароматических углеводородов в дизельных фракциях при этом снижается с 25-28 об. до значений менее 20 об. (степень деароматизации не менее 30%).
При переработке БТК-фракции содержание азотистых соединений снижается от 500 ppm в сырье до 15-20 ppm в продукте, йодное число с 21,3 до 0,3-0,5 г I2/100 г. При этом достигается высокая селективность гидрирования алифатических непредельных углеводородов, снижение содержания ароматических углеводородов в гидроочищенном продукте (в случае Co-содержащих катализаторов) не превышает 0,3-0,6 мас.
Наблюдаемый технический эффект повышение гидрообессеривающей активности катализатора, гидрирующей активности по отношению к алифатическим непредельным углеводородам, селективности этого процесса, а также гидрирующей активности по отношению к ароматическим углеводородам дизельных фракций (в случае Ni-содержащих катализаторов) объясняется введением в состав Al-Ni-Mo и Al-Co-Mo композиций совместно оксидов фосфора, меди и цинка.
При равном содержании гидрирующих компонентов у образцов, приготовленных по прототипу (Ni-Mo-P-РЗЭ-Cu-Al и Co-Mo-P-РЗЭ-Cu-Al) и у образцов, приготовленных по настоящему изобретению (Ni-Mo-P-Cu-Zn-Al, Co-Mo-P-Cu-Zn-Al, Ni-Co-Mo-P-Cu-Zn-Al), последние в одинаковых условиях обеспечивают большую степень удаления сернистых соединений, повышенную гидрирующую активность по отношению к алифатическим непредельным углеводородам, селективность этого процесса, а также повышенную гидрирующую активность по отношению к ароматическим углеводородам дизельных фракций (в случае Ni-содержащих катализаторов).
Ниже приведены примеры приготовления катализаторов по предлагаемому изобретению и по прототипу и результаты их сравнительных испытаний в процессе гидроочистки различных видов сырья.
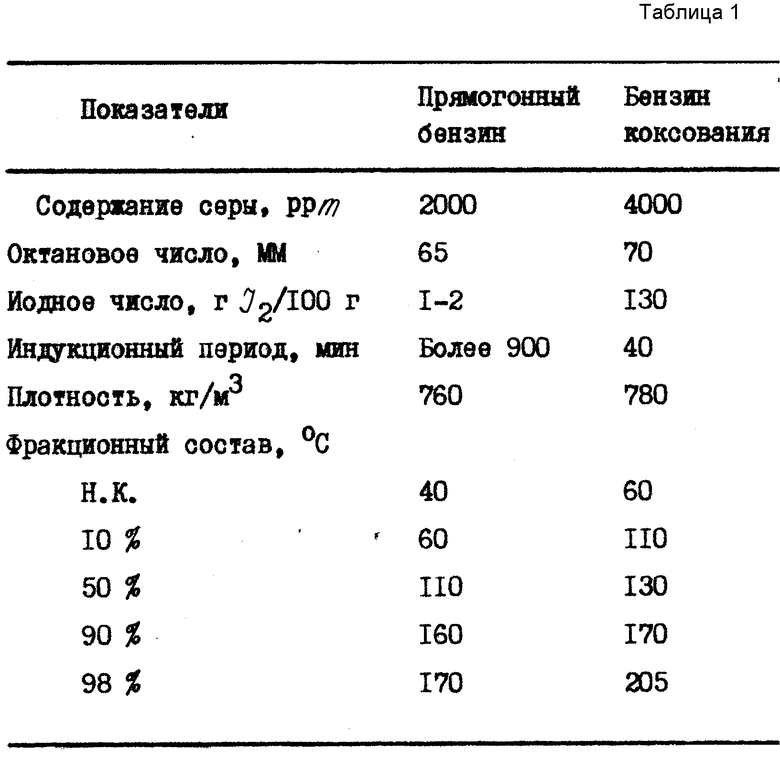
Характеристики бензинового сырья приведены в табл.1.
Характеристиика дизельного сырья.
Прямогонный дистиллянт топлива имеет следующие характеристики:
Содержание серы 12000 ppm
Плотность 843 кг/м3
Йодное число 1-3 г I2/100 г
Содержание ароматических углеводородов 28 об.
Фракционный состав, oC
Н.К. 190
10% 240
30% 265
50% 290
90% 350
96% 365
Характеристика БТК-фракции коксохимического производства
Алифатические и нафтеновые углеводороды, мас. 1,90
Бензол, мас. 68,31
Толуол, мас. 23,06
Этилбензол + пара- и метаксилолы, мас. 6,17
Орто-Ксилол + C9-ароматические, мас. 0,56
Суммарное содержание ароматических углеводородов, мас. 98,10
Содержание сернистых соединений, ppm 2500
Содержание азотистых соединений, ppm 500
Иодное число, г I2/100 г 21,3
Пример 1
К 87,4 г (на абсолютно сухое вещество) гидроксида алюминия прибавляют 0,5 г (в расчете на P2O5) концентрированной фосфорной кислоты, суспендируют 2 ч при 80-90oC, пептизируют азотной кислотой, прибавляют 1 мл раствора азотнокислого цинка (концентрация раствора по ZnO 50 г/л) и 1 мл раствора азотнокислой меди (концентрация раствора по CuO 50 г/л). Массу перемешивают 2 ч при 80-90oC, защелачивают до pH 6-8, охлаждают до комнатной температуры, подсушивают до влажности 55-60 мас. и формуют экструдаты диаметром 2-3 мм и длиной 10-15 мм. Экструдаты провяливают на воздухе 24 ч, сушат 6 ч при 120oC и прокаливают при 500oC в течение 4 ч. Затем гранулы пропитывают по влагопоглощению раствором нитрата кобальта и парамолибдата аммония в 14%-ном растворе аммиака с целью нанесения на гранулы 2 г CoO и 10 г MoO3. Полученные гранулы катализатора сушат при 120oC в течение 6 ч и прокаливают при 400oC в течение 4 ч. получают 100 г катализатора следующего состава (мас.):
CoO 2
MoO3 10
P2O5 0,5
CuO 0,05
ZnO 0,05
g -Al2O3 Остальное
Пример 2
Катализатор готовят по примеру 1, но берут 76,0 г (на абсолютно сухое вещество) гидроксида алюминия, 5 г фосфорной кислоты (в расчете на P2O5), по 10 мл растворов азотнокислого цинка и азотнокислой меди (концентрации по ZnO и CuO 50 г/л). На гранулы наносят 4 г CoO и 14 г MoO3. Получают 100 г катализатора состава (мас.):
CoO 4
MoO3 14
P2O5 5
CuO 0,5
ZnO 0,5
g -Al2O3 Остальное
Пример 3
Катализатор готовят по примеру 1, но берут 82,2 г (на абсолютно сухое вещество) гидроксида алюминия, 2,5 г фосфорной кислоты (в расчете на P2O5), по 5 мл растворов азотнокислого цинка и азотнокислой меди (концентрация по ZnO и CuO 50 г/л). На гранулы наносят 3 г CoO и 12 г MoO3. Получают 100 г катализатора состава (мас.):
CoO 3
MoO3 12
P2O5 2,5
CuO 0,25
ZnO 0,25
g -Al2O3 Остальное
Пример 4
Катализатор готовят по примеру 1, но вместо раствора нитрата кобальта берут раствор нитрата никеля. Получают 100 г катализатора состава (мас.):
NiO 2
MoO3 10
P2O5 0,5
CuO 0,05
ZnO 0,05
g -Al2O3 Остальное
Пример 5
Катализатор готовят по примеру 2, но вместо раствора нитрата кобальта берут раствор нитрата никеля. Получают 100 г катализатора состава (мас.):
NiO 4
MoO3 14
P2O5 5
CuO 0,5
ZnO 0,5
g -Al2O3 Остальное
Пример 6
Катализатор готовят по примеру 3, но вместо раствора нитрата кобальта берут раствор нитрата никеля. Получают 100 г катализатора состава (мас.):
NiO 3
MoO3 12
P2O5 2,5
CuO 0,25
ZnO 0,25
g -Al2O3 Остальное
Пример 7
Катализатор готовят по примеру 3, но вместо 3 г CoO на гранулы наносят совместно 1,5 г CoO и 1,5 г NiO. Получают 100 г катализатора состава (мас.):
NiO 1,5
CoO 1,5
MoO3 12,0
P2O5 2,5
CuO 0,25
ZnO 0,25
g -Al2O3 Остальное
Пример 8 (по прототипу)
Катализатор готовят по примеру 3, но вместо 0,25 г ZnO на катализатор наносят 2,5 г (РЗЭ)2O3 из раствора солей редкоземельных элементов. Получают 100 г катализатора состава (мас.):
CoO 3
MoO3 12
P2O5 2,5
(РЗЭ)2O3 2,5
CuO 0,25
g -Al2O3 Остальное
Пример 9 (для сравнения)
Катализатор готовят по примеру 3, но раствор азотнокислого цинка не добавляют. Получают 100 г катализатора состава (мас.):
CoO 3
MoO3 12
P2O5 2,5
CuO 0,25
g -Al2O3 Остальное
Пример 10 (по прототипу)
Катализатор готовят по примеру 8, но вместо CoO на гранулы наносят NiO. Получают 100 г катализатора состава (мас.):
NiO 3
MoO3 12
P2O5 2,5
(РЗЭ)2O3 2,5
CuO 0,25
g -Al2O3 Остальное
Пример 11 (для сравнения)
Катализатор готовят по примеру 9, но вместо CoO на гранулы наносят NiO. Получают 100 г катализатора состава (мас.):
NiO 3
MoO3 12
P2O5 2,5
CuO 0,25
g -Al2O3 Остальное
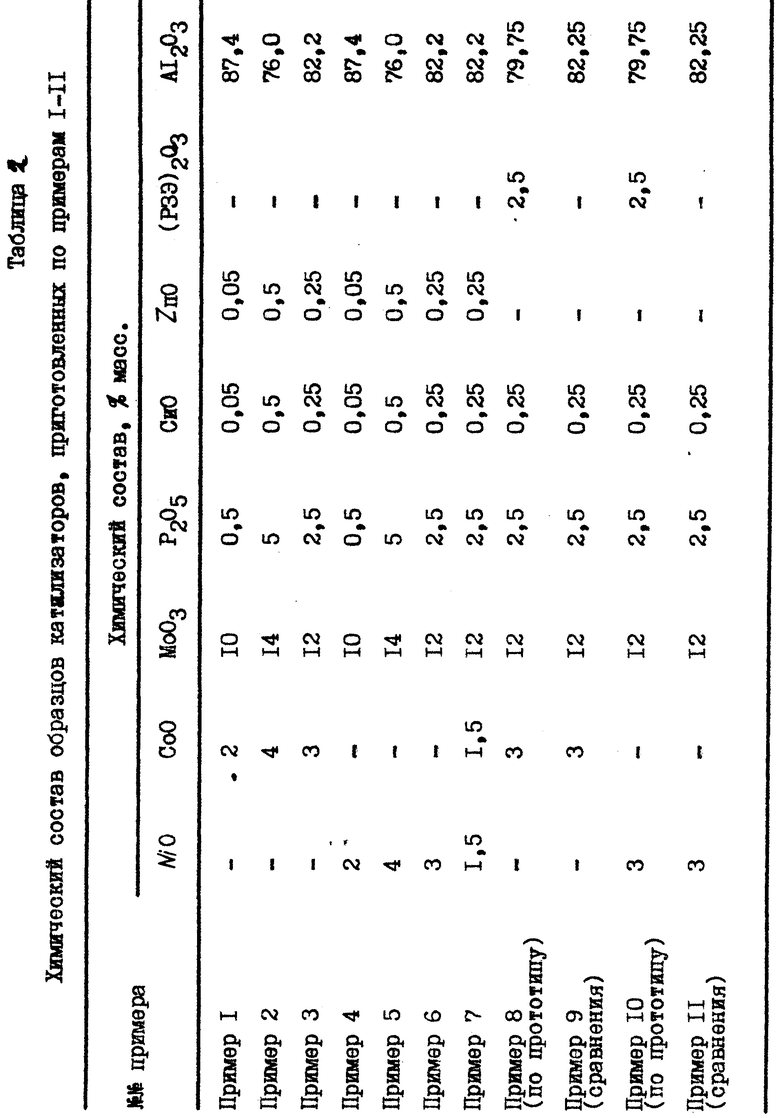
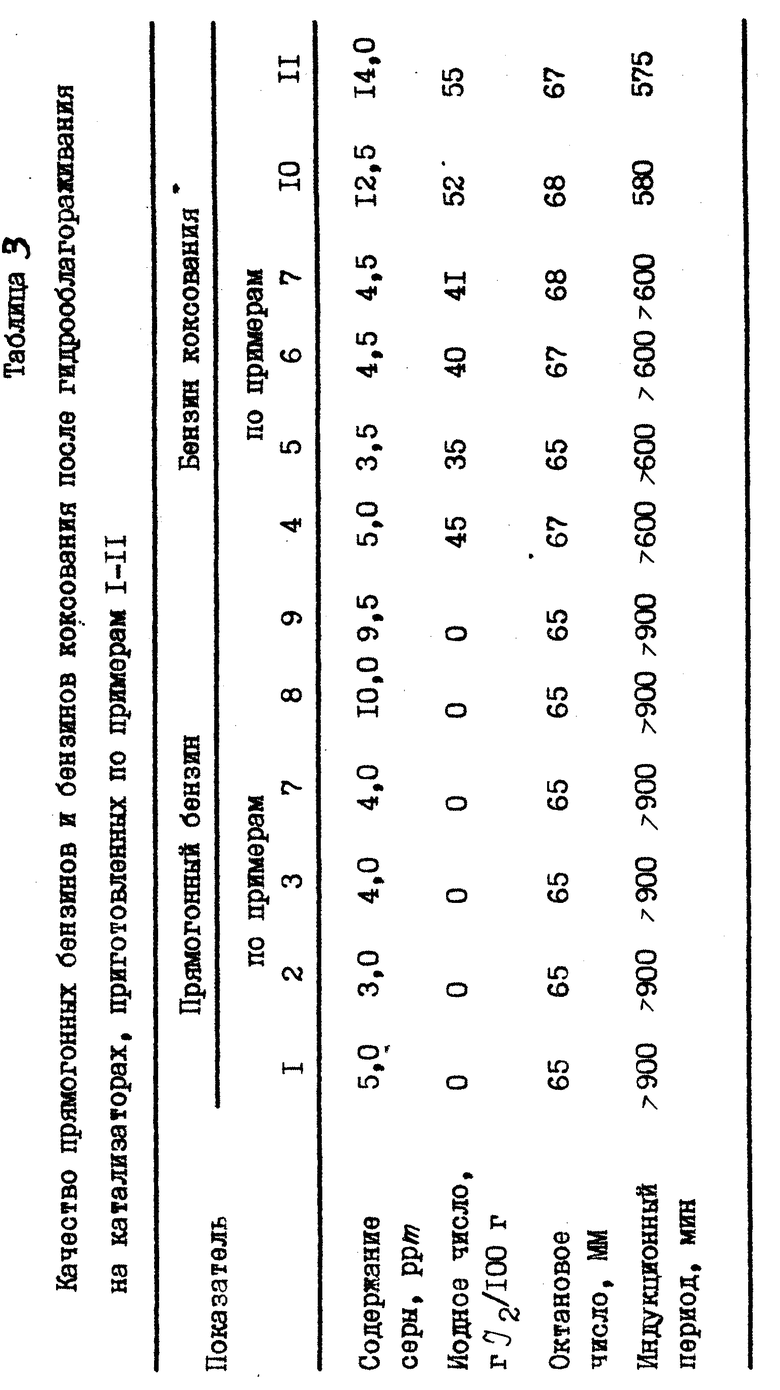
В табл.2 приведены химические составы образцов катализаторов, приготовленные по примерам 1-11. Образцы, приготовленные по примерам 1-3 и 7-9, испытаны в гидроочистке прямогонного бензина. Условия испытаний: температура 300oC, давление 3 МПа, объемная скорость подачи сырья 4 ч-1, соотношение H2/сырье 500 нм3/м3. Загрузка катализатора в реактор 100 см3. Результаты испытаний катализаторов приведены в табл. 3. В этой же таблице приведены результаты испытаний катализаторов, приготовленных по примерам 4-7 и 10-11 в процессе гидрооблагораживания бензина коксования. Условия испытаний: температура 400oC, давление 3,5 МПа, объемная скорость подачи сырья 0,8 ч-1, соотношение H2/сырье 800 нм3/м3. Загрузка катализатора в реактор 100 см3.
Как видно из табл.3, катализаторы, приготовленные согласно изобретению, обладают лучшими гидрообессеривающими свойствами, чем образцы сравнения, в процессе гидрооблагораживания прямогонных и вторичных бензинов (сравниваются примеры 3 и 7 с примерами 8 и 9 и примеры 6 и 7 с примерами 10 и 11). Кроме того, все образцы катализаторов, приготовленные согласно изобретению, в приведенных условиях обеспечивают содержание серы в гидроочищенных бензиновых фракциях не более 5 ppm (степень гидроочистки не менее 99,8).
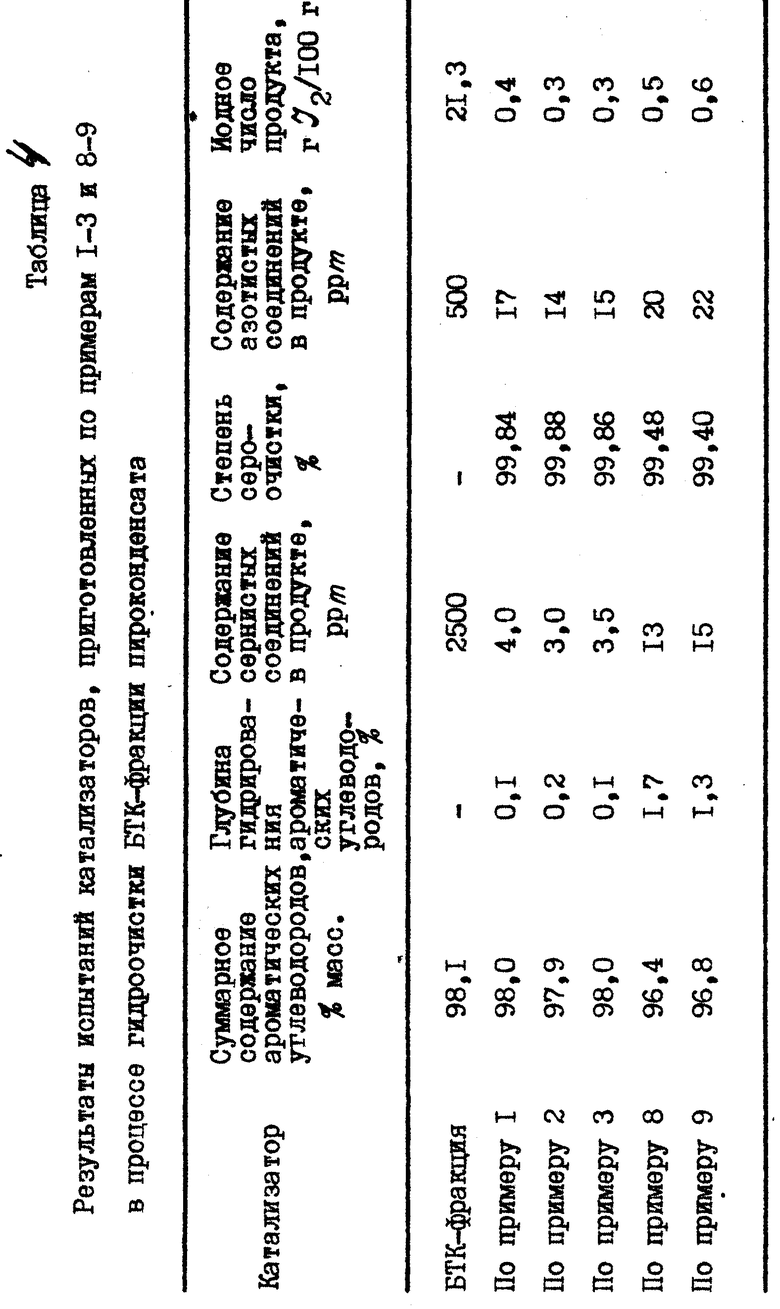
Образцы, приготовленные по примерам 1-3 и 8-9, испытаны в процессе гидроочистки БТК-фракции коксохимического производства. Условия испытаний: температура 350oC, давление 4,0 МПа, объемная скорость подачи сырья 1 ч-1, соотношение H2/сырье 800 нм3/м3. Загрузка катализатора в реактор 100 см3. Результаты испытаний катализаторов приведены в табл.4.
Как видно из таблицы, катализаторы, приготовленные в соответствии с изобретением, обеспечивают степень гидроочистки БТК-фракции коксохимического производства но менее 99,8 мас. при незначительной глубине гидрирования ароматических углеводородов (0,1-0,2%) и высокой степени гидрирования олефиновых углеводородов (98,1-99,0%), а также высокой степени удаления азотистых соединений (не менее 96,5 мас.).
Катализаторы, не содержащие ZnO (катализаторы по примерам 8 и 9), в тех же условиях обеспечивают степень гидроочистки БТК-фракции коксохимического бензола но более 99,48 мас. при глубине гидрирования ароматических углеводородов 1,3-1,7% При этом степень гидрирования олефиновых углеводородов составляет 96,7-97,2% (определена по изменению иодного числа), а степень удаления азотистых соединений 95,6-96,0%
Таким образом, введение в состав известного катализатора гидроочистки ZnO вместо (РЗЭ)2O3 приводит к увеличению степени удаления сернистых соединений с 99,48% до 99,8% и более, азотистых соединений с 95,6-96,0% до 96,5% и более, степени гидрирования олефиновых углеводородов с 97,2-97,7% до 98,1-99,0% При этом глубина гидрирования ароматических углеводородов снижается с 1,3-1,7% до 0,1-0,2%
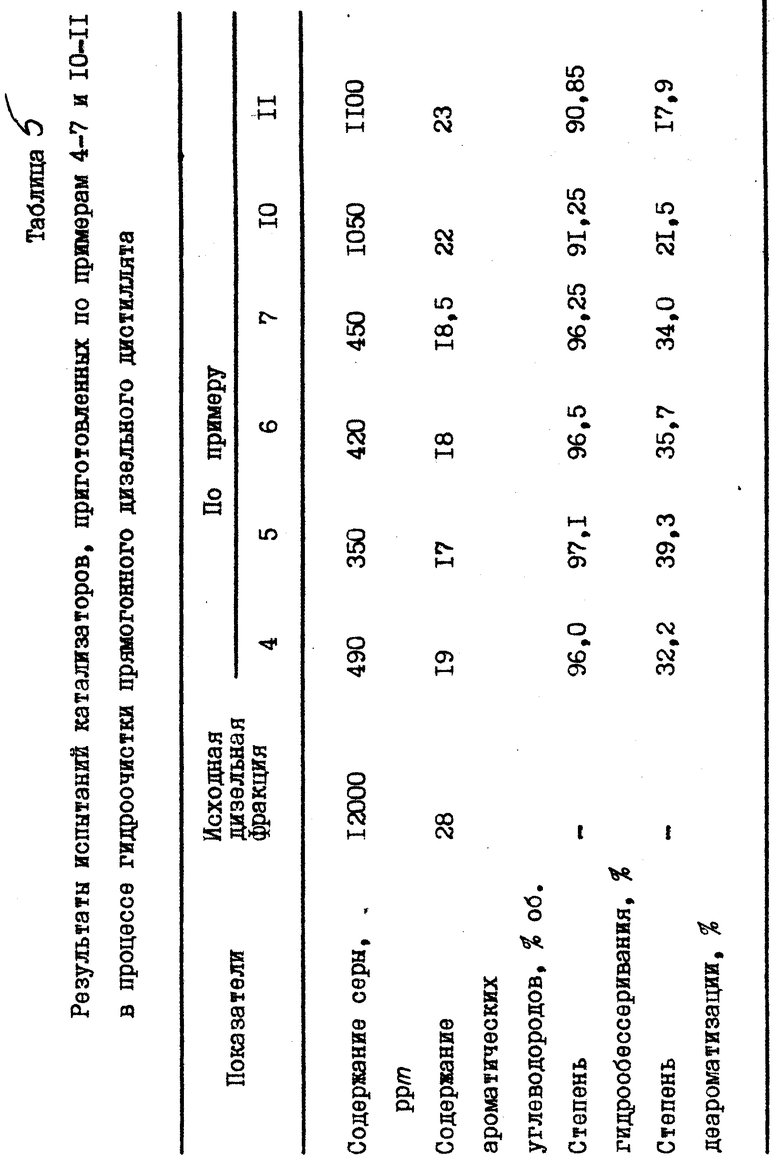
Образцы, приготовленные по примерам 4-7 и 10-11, испытаны в процессе гидроочистки прямогонного дистиллята дизельного топлива. Условия испытаний: температура 340oC, давление 5 МПа, объемная скорость подачи сырья 3 ч-1, соотношение H2/сырье 300 нм3/м3. Загрузка катализатора в реактор 100 см3. Результаты испытаний катализаторов приведены в табл.5.
Как следует из этой таблицы, катализаторы, приготовленные в соответствии с изобретением (образцы 4-7), обладают лучшими гидрообессеривающими и деароматизирующими свойствами, чем образцы сравнения. Все образцы катализаторов, приготовленные согласно изобретению, в приведенных условиях обеспечивают содержание серы в гидрогенизате не более 500 ppm (0,05 мас.) и ароматических углеводородов менее 20 об. (степень деароматизации не менее 45%).
Из приведенных данных следует, что катализатор, приготовленный согласно настоящему изобретению, проявляет свои свойства в процессе гидропереработки нефтяного сырья (прямогонных и вторичных бензиновых фракций, дизельных фракций) и коксохимического сырья в условиях: температура 300-400oC, давление 3-5 МПа, объемная скорость подачи сырья 0,5-6,0 ч-1, соотношение H2/сырье 500-1000 нм3/м3.
Источники информации
1. А.Д. Беренц, И.X. Мухитов, И.Я. Гамбург, Л.И. Лахман, В.И. Машинский, В. А. Рогозин. Гидроочистка БТК-фракции пироконденсата на алюмокобальтмолибденовых катализаторах. Нефтепереработка и нефтехимия, N 12, 1987, с.16-17.
2. Л. В. Шалимова, В.А. Кузмина, Л.Д. Беренц, И.И. Задко. Гидроочистка БТК-фракции пироконденсата на алюмоникельмолибденовых катализаторах. Нефтепереработка и нефтехимия, N 5, 1986, с.20-22.
3. Л.Н. Осипов и др. Опыт эксплуатации установки гидроочистки дизельного топлива Л-24-5. Химия и технология топлив и масел, 1988, N 6, с.31.
4. М.В. Ландау, Ю.К. Вайль, А.А. Кричко, Л.Д. Коновальчиков, Б.К. Нефедов, В.С. Милюткин, В.А. Вязков. Новое поколение катализаторов гидроочистки. Химия и технология топлив и масел 1991, N 2, с.2-4.
5. Патент РФ N 2039788, C 10 G 45/08; Б.И. N 20, 1 1995 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОР ГИДРОПЕРЕРАБОТКИ И СПОСОБ ГИДРОПЕРЕРАБОТКИ НЕФТЯНОГО СЫРЬЯ С ЕГО ИСПОЛЬЗОВАНИЕМ | 1996 |
|
RU2109563C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕВОДОРОДНОГО ТОПЛИВА | 1994 |
|
RU2072387C1 |
| СПОСОБ ГИДРОГЕНИЗАЦИОННОГО ОБЛАГОРАЖИВАНИЯ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2018 |
|
RU2691067C1 |
| СПОСОБ ОБЛАГОРАЖИВАНИЯ НЕФТЯНЫХ ДИСТИЛЛАТОВ | 1994 |
|
RU2072386C1 |
| Способ совместной гидропереработки триглицеридов жирных кислот и нефтяных дизельных фракций | 2019 |
|
RU2726796C1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ КАТАЛИЗАТОРА ДЛЯ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 1993 |
|
RU2061545C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННОГО МАСЛА | 1997 |
|
RU2123028C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОТОРНЫХ ТОПЛИВ | 1993 |
|
RU2039788C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ДЛЯ ГИДРООЧИСТКИ НЕФТЯНЫХ ФРАКЦИЙ | 1993 |
|
RU2067023C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИЗКОСЕРНИСТОГО ДИЗЕЛЬНОГО ТОПЛИВА | 2019 |
|
RU2722824C1 |
Изобретение относится к катализаторам гидроочистки и гидрирования нефтяного и коксохимического сырья и способу его использования. Катализатор гидропереработки содержит оксид кобальта и/или оксид никеля, оксид молибдена, оксид фосфора, оксид меди, оксид цинка и оксид алюминия при следующем соотношении компонентов (мас. %): оксид кобальта и/или оксид никеля - 2-4; оксид молибдена - 10-14; оксид фосфора - 0,5-5; оксид меди - 0,05-0,5; оксид цинка 0,05-0,5; γ -оксид алюминия - остальное. Способ гидропереработки нефтяного и коксохимического сырья осуществляют при температуре 300-400oC, давлении 3,0-5,0 МПа, объемной скорости подачи сырья 0,5-4,0 ч-1, соотношении H2/сырье 500-1000 нм3/м3. 2 с.п.ф-лы, 5 табл.
Оксид кобальта и/или оксид никеля 2 4
Оксид молибдена 10 14
Оксид фосфора 0,5 5,0
Оксид меди 0,05 0,5
Оксид цинка 0,05 0,5
γ-оксид алюминия Остальное
2. Способ гидропереработки нефтяного и коксохимического сырья при повышенной температуре, давлении 3,0 5,0 МПа, объемной скорости подачи сырья 0,5 4,0 ч- 1, соотношении H2/ сырье 500 1000 нм3/м3 в присутствии катализатора, отличающийся тем, что используют катализатор, имеющий состав в соответствии с п.1 и процесс ведут при 300 400oС.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Беренц А.Д | |||
| и др | |||
| Гидроочистка БТК-фракции пироконденсата на алюмокобальтмолибденовых катализаторах | |||
| Нефтепереработка и нефтехимия, N 12, 1987, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шалимова Л.В | |||
| и др | |||
| Гидроочистка БТК-фракции пироконденсата на алюмоникельмолибденовых катализаторах | |||
| Нефтепереработка и нефтехимия, 1986, N 5, с | |||
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Осиов Л.Н | |||
| и др | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Ландау М.В | |||
| и др | |||
| Новое поколение катализаторов гидроочистки, Химия и технология топлив и масел, 1991, N 2, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| RU, патент, 2039788, C 10 G 45/08, 1995. | |||
