Фиг.1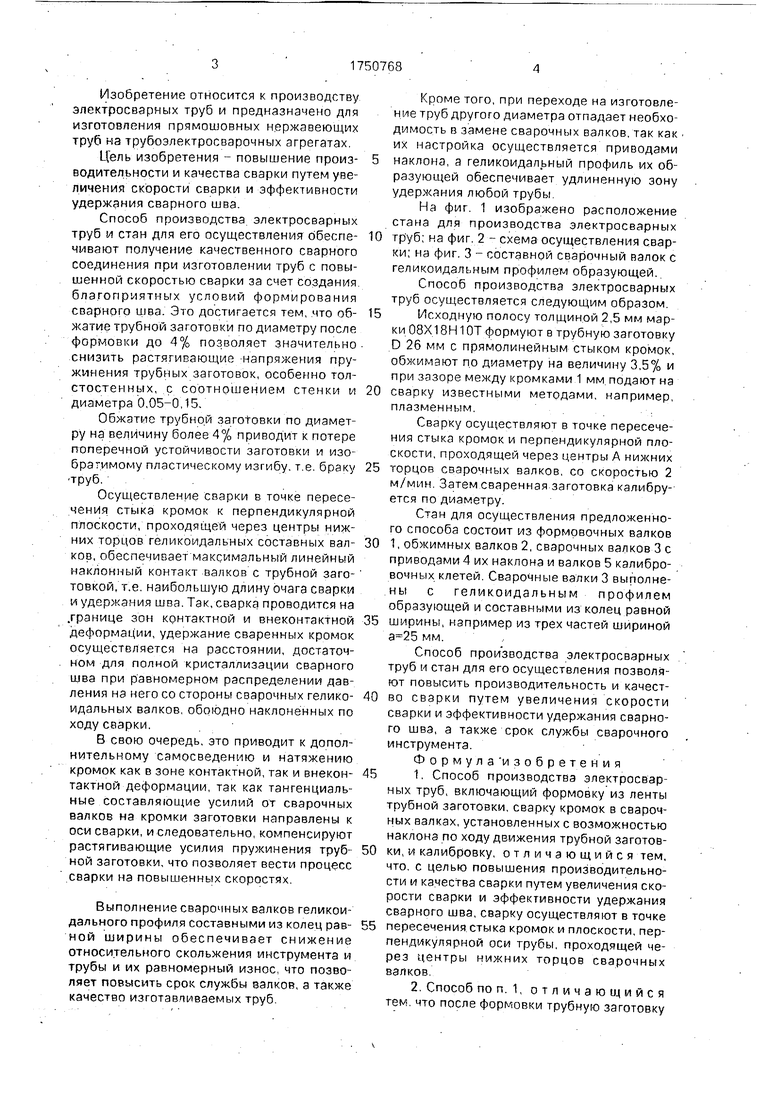
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВКИ И СВАРКИ ПРОДОЛЬНЫХ ШВОВ ТРУБ | 2012 |
|
RU2488457C1 |
| Сварочный узел стана для изготовления сварных прямошовных труб | 1977 |
|
SU707643A1 |
| Способ изготовления сварных прямошовных труб | 1991 |
|
SU1787055A3 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| СВАРОЧНАЯ КЛЕТЬ ТРУБОСВАРОЧНОГО СТАНА | 1992 |
|
RU2010641C1 |
| СПОСОБ СВАРКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135317C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 1992 |
|
RU2035247C1 |
| Сборочно-сварочная клеть трубоэлектросварочного стана | 1986 |
|
SU1384353A1 |
| СТАН ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ ИЗ ДВУХ ПОЛУЦИЛИНДРОВ | 2005 |
|
RU2287389C1 |
| Способ изготовления сварных прямошовных труб | 1988 |
|
SU1622053A1 |
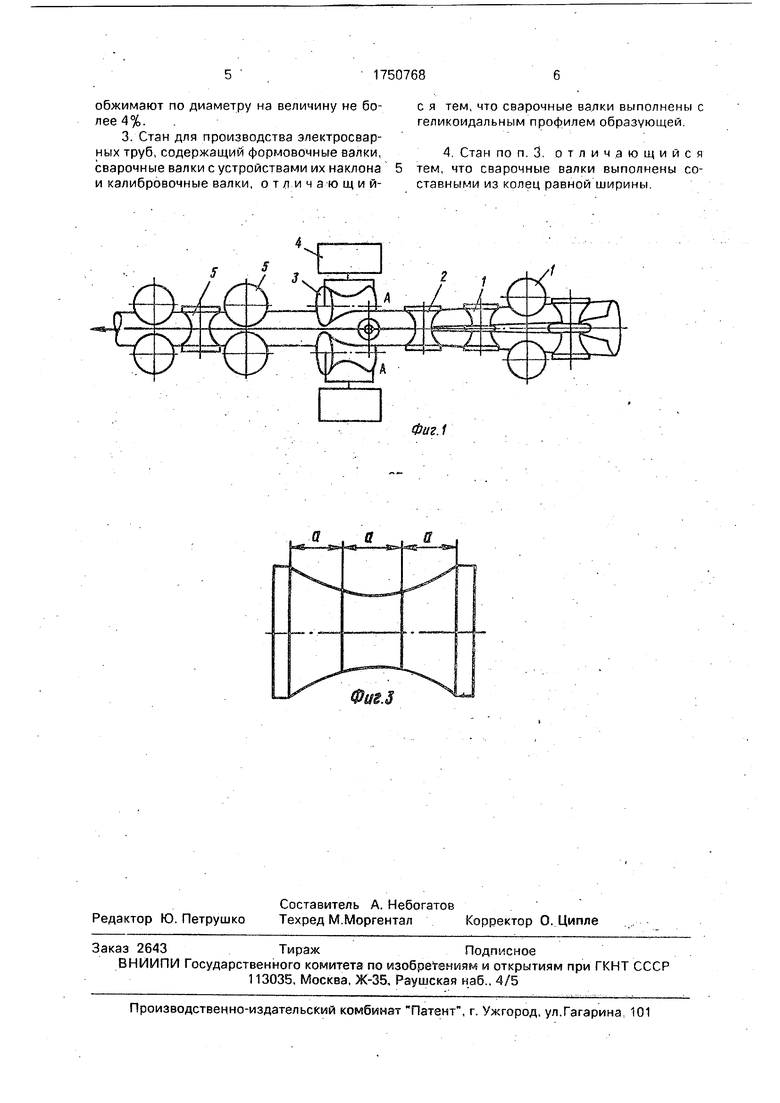
Изобретение относится к области производства электросварных труб и предназначено для изготовления прямошовных нержавеющих труб на трубоэлектросварочных агрегатах Целью изобретения является повышение производительности и качества сварим путем увеличения скорости сварки и эффективности удержания сварного шва При изгоотовлении труб перед сваркой заготовку редуцируют в валках 2 и сваривают в точке, образованной пересечением кромок и плоскостью, проходящей через центры нижних торцов сварочных валков 3, устанорленных с наклоном, что позволяет устранить распружинмвание заготовки в зоне сварки 2 с. и 2 з п ф-лы, 3 ил
| Стан для производства электросварных прямошовных труб | 1989 |
|
SU1676704A1 |
