Изобретение относится к автомобильной промышленности, касается изготовления шипов противоскольжения шин и предназначено для повышения безопасности движения автомобильного транспорта.
Известен ряд способов изготовления шипов противоскольжения, преимущественно для автомобильной промышленности, которые заключаются в установлении износостойкого стержня в отверстие корпуса.
Наиболее близким по технической сущности является способ изготовления шипа противоскольжения шины, сущность которого заключается в следующем. Корпус шипа противоскольжения помещается в специальную пресс-форму. Диаметр канала пресс-формы совпадает с диаметром отверстия, выполненного со стороны рабочего торца корпуса шипа. Размельченный материал из отходов карбида вольфрама и металлического наполнителя подается в пресс-форму, прессуется, заполняя полость корпуса шипа и часть маленького участка канала над полостью. Подготовленная таким образом пресс-форма помещается в печь и доводится до температуры 1400-1600оС. Металлический наполнитель плавится, заполняет пространство между частицами карбида вольфрама, затем затвердевает, образуя износостойкий сердечник из зерен карбида вольфрама, связанных материалом наполнителя.
Все известные способы изготовления шипов противоскольжения для шин трудоемки, длительны по времени, включают изготовление различных сложных приспособлений (пресс-формы), необходимы операции прессования, спекания (расплавления) и, в зависимости от способа, последующая установка сердечника в корпус шипа (запрессовка, пайка, клейка).
Цель изобретения сокращение времени изготовления, повышение экономичности и увеличение выхода готовой продукции, создание более простого способа изготовления шипа противоскольжения шин.
Поставленная цель достигается тем, что в способе изготовления шипа противоскольжения, включающем изготовление износостойкого сердечника путем подачи в глухое отверстие металлического корпуса шипа износостойкого порошкообразного материала с последующим нагревом, металлический корпус шипа противоскольжения предварительно разогревают лазерным излучением с одновременным вращением металлического корпуса вокруг своей оси. Износостойкий сердечник образуют путем подачи износостойкого порошкообразного материала дисперсностью 40-100 мкм в область фокуса лазерного излучения.
По сравнению с прототипом предложенный способ отличается тем, что металлический корпус шипа противоскольжения предварительно разогревают лазерным излучением до температуры 400-600оС с одновременным вращением металлического корпуса вокруг своей оси. Износостойкий сердечник образуют путем подачи порошкообразного материала дисперсностью 40-100 мкм в область фокуса лазерного излучения и заполнения расплавом глухого отверстия металлического корпуса шипа и образования каплеобразного выступа диаметром 3-5 мм, высотой порядка 2-3 мм над рабочей поверхностью торца корпуса. Это позволяет исключить операции помещения металлического корпуса шипа в специальную пресс-форму, прессования размельченного насыпанного материала, его расплавления. Это соответствует критерию "новизна".
Известные из патентной и научно-технической литературы способы изготовления шипов противоскольжения характеризуются различными операциями (запрессовка, пайка, клейка, спекание) соединения износостойкого сердечника с металлическим корпусом. В связи с этим предложен способ, в котором металлический корпус шипа предварительно разогревают путем кратковременного воздействия сфокусированного лазерного излучения в течение 1-2 с до температуры 400-600оС. Износостойкий сердечник образуется путем расплава износостойкого порошкообразного материала, подаваемого в область фокуса лазерного излучения, и заполнения расплавом отверстия. Это резко повышает прочностные свойства крепления сердечника в отверстии за счет адгезионных связей между сердечником и металлическим корпусом. Эти признаки позволяют сократить время изготовления в лабораторных условиях до 7-15 с и увеличить выход готовой продукции. В промышленных условиях это время может быть еще меньше. Это соответствует критерию "существенные отличия".
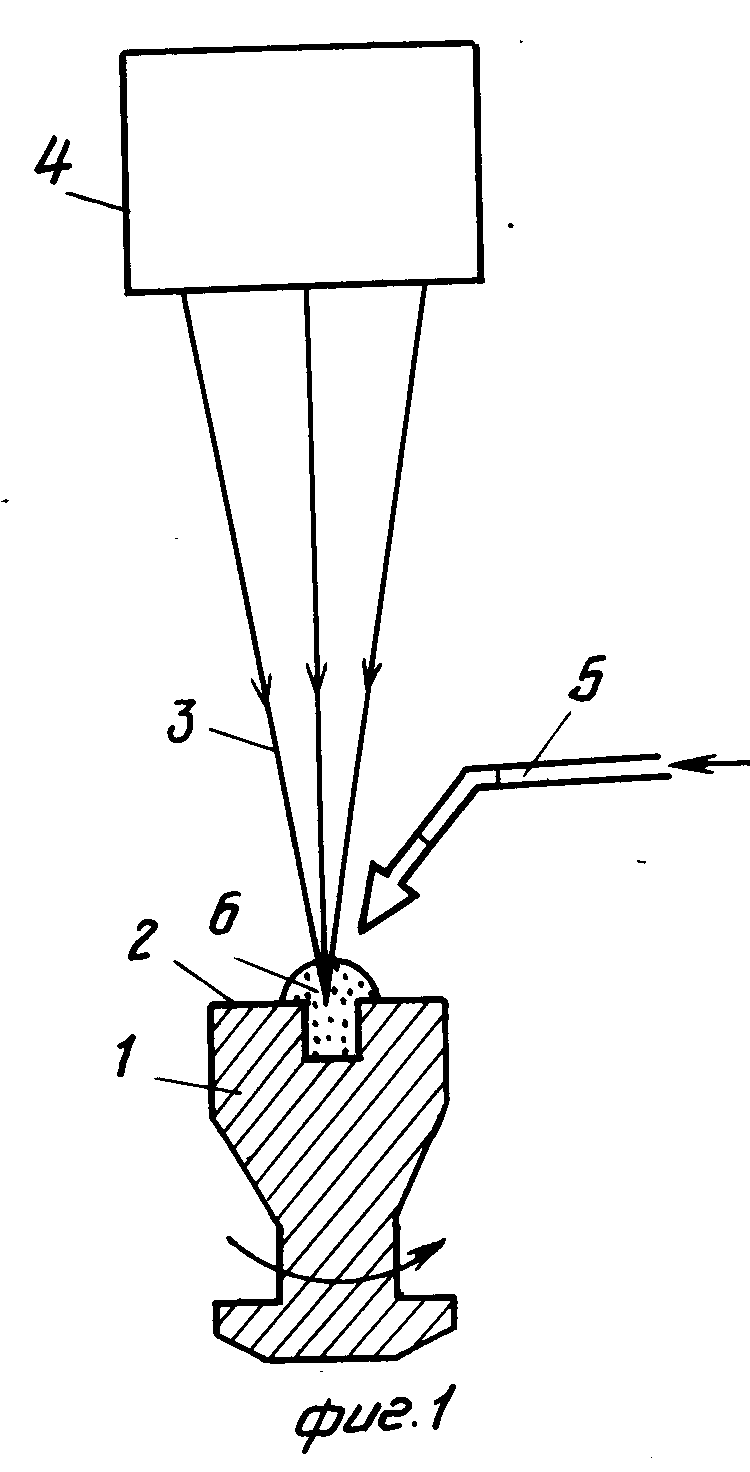
На фиг. 1 представлен один из способов возможной реализации, который предполагает подачу износостойкого порошкообразного материала через транспортирующее устройство в область фокуса лазерного излучения.
Со стороны рабочего торца металлического корпуса 1 имеется глухое отверстие 2 диаметром 3-5 мм, глубиной 2-3 мм. Сфокусированное лазерное излучение 3 от установки "Латус" 4 разогревает металлический корпус 1 до температуры 400-600оС путем воздейcтвия на него в течение 1-2 с. Корпус 1 вращается вокруг своей оси для более равномерного разогрева со скоростью 10-20 об/мин. Износостойкий порошкообразный материал дисперсностью 40-100 мкм подают в фокус лазерного излучения различными способами.
Лазерное излучение 3, поступающее от технологической лазерной установки "Латус" 4, разогревает металлический корпус 1 до температуры 400-600оС, который вращается вокруг своей оси для более равномерного разогрева, со скоростью 10-20 об/мин. Износостойкий порошкообразный материал дисперсностью 40-100 мкм подается через транспортирующее устройство 5 в область фокуса лазерного излучения, расплавляется, заполняет расплавом глухое отверстие 2 корпуса 1 и образует выступ 6 диаметром 3-5 мм, высотой порядка 2-3 мм над рабочей поверхностью торца металлического корпуса 1.
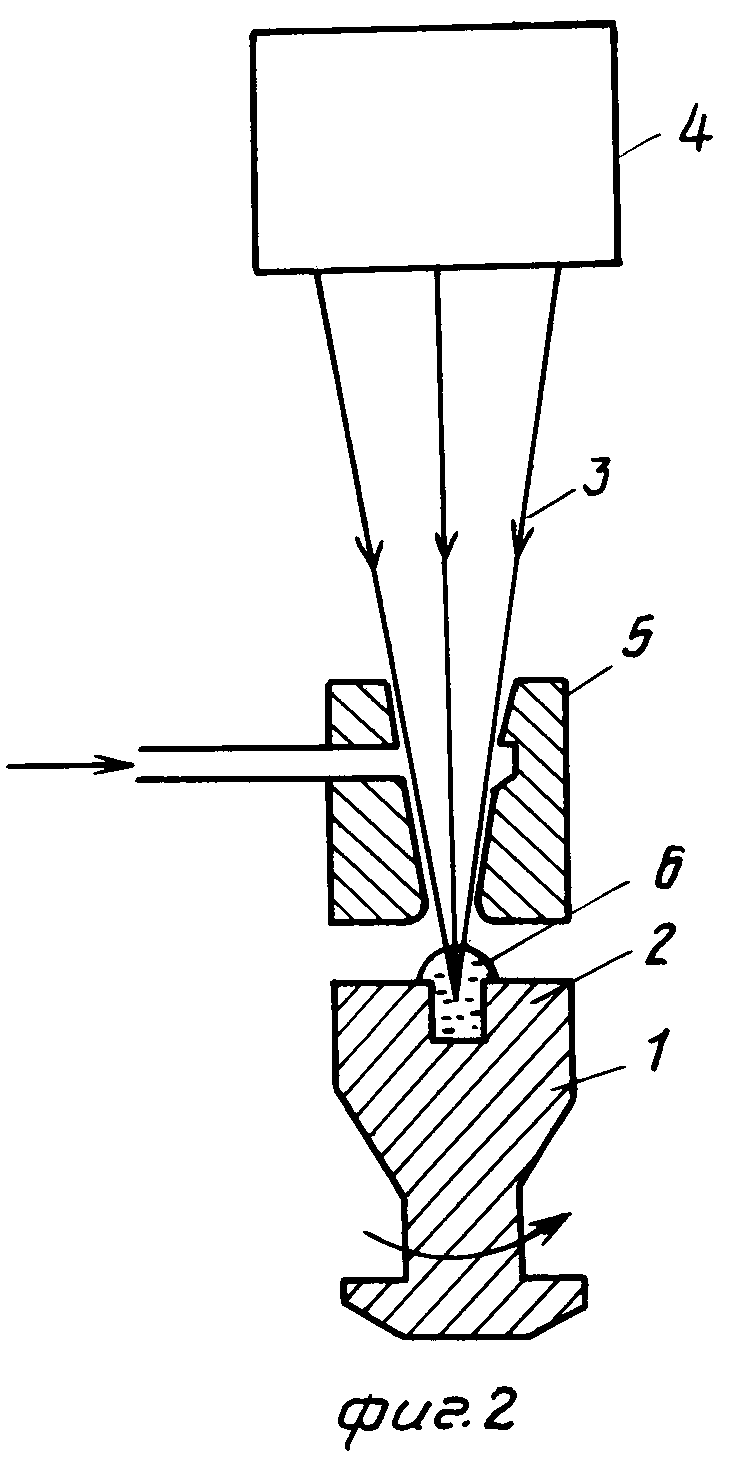
На фиг. 2 представлен один из способов возможной реализации, предполагающий предварительный разогрев износостойкого порошкообразного материала с последующей подачей в область фокуса лазерного излучения.
Порошкообразный материал поступает через канал в устройство 5, выполненное в виде диффузионного сопла, где он разогревается и поступает в область фокуса лазерного излучения, расплавляется, заполняет расплавом глухое отверстие 2 корпуса 1 с образованием выступа 6 над рабочей поверхностью торца металлического корпуса 1.
Для реализации известного способа использовалась лазерная установка "Латус" мощностью 1 кВт. На весь способ изготовления шипа, включая установку металлического корпуса, его разогрев и получение износостойкого сердечника, затрачивается 7-15 с в лабораторных условиях. Этот способ может быть автоматизирован и механизирован, что приведет еще к сокращению времени изготовления.
Проведенные натурные испытания полученных шипов показали качественную адгезию износостойкого сердечника с корпусом шипа и высокую когезионную прочность материала при экстремальных механических нагрузках.
По сравнению с прототипом изложенный способ более экономичен за счет сокращения времени изготовления, менее трудоемок, так как исключает такие операции, как помещение металлического корпуса шипа в специальную пресс-форму, значительно сокращает время нагрева. Лазерное излучение позволяет достичь более высокой температуры по сравнению с известным способом. Это приводит к улучшению адгезионных связей между полученным износостойким сердечником и металлическим корпусом шипа при одновременных хороших износостойких и прочностных характеристиках сердечника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОШИПОВАННОЙ ШИНЫ, ОШИПОВАННЫЙ ЛЕНТОЧНЫЙ ПРОТЕКТОР ДЛЯ ЭТОЙ ШИНЫ | 2001 |
|
RU2211153C2 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2579601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПОВ ПРОТИВОСКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2166431C2 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ | 2009 |
|
RU2397879C1 |
| Способ ошиповки шины транспортного средства | 2016 |
|
RU2718199C2 |
| КОРПУС ШИПА ПРОТИВОСКОЛЬЖЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2159705C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЬНОЙ ШИНЫ | 2016 |
|
RU2676367C2 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ | 2011 |
|
RU2579386C2 |
| СПОСОБ УСТАНОВКИ ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ В КОРПУСА ШИПОВ ПРОТИВОСКОЛЬЖЕНИЯ ШИН ТРАНСПОРТНЫХ СРЕДСТВ | 1995 |
|
RU2124443C1 |
| КОРПУС ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 2002 |
|
RU2223179C2 |
Сущность: металлический корпус шипа противоскольжения предварительно нагревают до температуры 400-600°С. Износостойкий сердечник образуют путем подачи порошкообразного материала дисперсностью 40-100 мкм в область фокуса лазерного излучения с одновременным вращением металлического корпуса вокруг его оси. 2 ил.
СПОСОБ ИЗГОТОВЛЕНИЯ ШИПА ПРОТИВОСКОЛЬЖЕНИЯ ШИНЫ, включающий изготовление износостойкого сердечника путем подачи в глухое отверстие металлического корпуса шипа износостойкого порошкообразного материала с последующим нагревом, отличающийся тем, что металлический корпус шипа противоскольжения предварительно разогревают лазерным излучением с одновременным вращением металлического корпуса вокруг своей оси, а износостойкий сердечник образуют путем подачи порошкообразного материала дисперсностью 40 100 мкм фокуса лазерного излучения.
| Патент С[А N 3779299, кл | |||
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
