Изобретение относится к шинному производству, в частности к производству шипов противоскольжения шин транспортных средств.
Известен способ установки конических твердосплавных сердечников в оболочки шипов противоскольжения путем размещения сердечника большим основанием к глухому отверстию оболочки, помещенной в контейнер, запрессовывание его в оболочку действием механического усилия на его торец и одновременного деформирования оболочки под углом вдоль сердечника и стенок контейнера /SU 340559, 1972/.
Однако этот способ, требующий больших механических усилий, часто приводит к механическим повреждениям или разрушению сердечника, что увеличивает процент брака и снижает стойкость шипов в процессе их эксплуатации.
Известен способ установки твердосплавных элементов в шипы противоскольжения шин транспортных средств, заключающийся в свободном введении твердосплавного элемента в глухое отверстие корпуса шипа и закрепление его там с помощью специальной клеевой композиции /SU 1507592 A1, 1989/.
Однако этот способ требует применения дополнительных материалов для обезжиривания, клеения и др., технологически сложен и малопроизводителен.
Целью изобретения является повышение экономичности и производительности процесса установки твердосплавных элементов в корпуса шипов и повышение прочности и надежности соединения твердосплавного элемента с корпусом.
Указанная цель достигается тем, что в способе установки твердосплавных элементов в шипы противоскольжения транспортных средств, заключающемся в свободном введении твердосплавного элемента в глухое отверстие корпуса шипа и закрепления его там, закрепление выполняют путем нагрева корпуса до заданной температуры и пластического деформирования его в нагретом состоянии в радиальных направлениях к его оси, например, вальцеванием, после чего охлаждают до начальной температуры.
Если используют твердосплавный элемент конической формы, то его вводят в отверстие корпуса большим основанием.
На фиг. 1 - сердечник и корпус перед соединением;
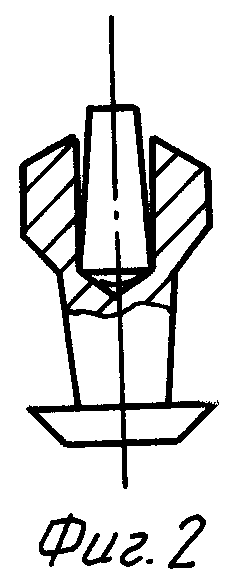
на фиг. 2 - сердечник введен в корпус;
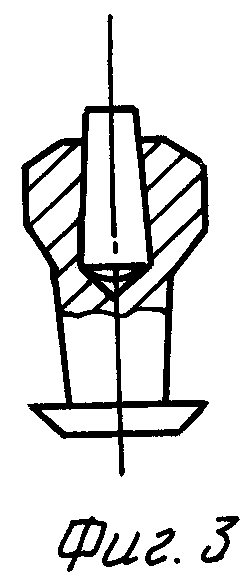
на фиг. 3 - сердечник закреплен в корпусе;
Способ установки твердосплавных элементов в корпусе шипов противоскольжения шин транспортных средств заключается в свободном введении с зазором твердосплавного элемента 1 в глухое отверстие корпуса 2 и закреплении его там, для чего корпус нагревают одним из известных способов, например в газовом пламени, электроконтактным способом и др. При этом твердосплавный элемент нагревается от корпуса и происходит их термическое расширение. После нагрева корпус пластически деформируют в радиальных направлениях к его оси вальцеванием до плотного, без зазора, охватывания твердосплавного элемента материалом корпуса.
После этого шип охлаждают до начальной температуры. При охлаждении происходит термическое сжатие корпуса и твердосплавного элемента, но, так как корпус изготовляют из материала с большим коэффициентом линейного расширения (сталь), чем твердосплавного элемента, то сжатие корпуса при охлаждении будет большим, чем элемента, и в результате будет получено плотное, с натягом соединение.
Параметры такого процесса конкретного шипа приведены в таблице.
Мощность рассчитана по формуле р
р
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки твердосплавных элементов в шипы противоскольжения шин транспортных средств | 1987 |
|
SU1507592A1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ | 2011 |
|
RU2579386C2 |
| Способ ошиповки шины транспортного средства | 2016 |
|
RU2718199C2 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ (ВАРИАНТЫ) | 1997 |
|
RU2117585C1 |
| ПОЛУАВТОМАТ ДЛЯ ОШИПОВКИ ШИН, УСТРОЙСТВО ДЛЯ УСТАНОВКИ ШИПОВ, ГОЛОВКА ДЛЯ ЭТОГО УСТРОЙСТВА И СПОСОБ ОШИПОВКИ ШИН | 1998 |
|
RU2138403C1 |
| ШИП ПРОТИВОСКОЛЬЖЕНИЯ ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 1996 |
|
RU2111130C1 |
| КОРПУС ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 2002 |
|
RU2223179C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АВТОМОБИЛЬНОЙ ШИНЫ | 2016 |
|
RU2676367C2 |
| СПОСОБ ОШИПОВКИ ШИН ТРАНСПОРТНЫХ СРЕДСТВ ШИПАМИ ПРОТИВОСКОЛЬЖЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2159184C1 |
| Шип противоскольжения | 1981 |
|
SU998141A1 |

В способе установки твердосплавных элементов в корпуса шипов противоскольжения твердосплавный элемент свободно вводят и закрепляют в глухом отверстии корпуса. Корпус нагревают до заданной температуры и пластически деформируют его в радиальных направлениях, например, вальцеванием, после чего шип охлаждают. При охлаждении происходит термическое сжатие корпуса и твердосплавного элемента, но так как корпус изготавливают из материала с большим коэффициентом линейного расширения, чем твердосплавного элемента, то сжатие корпуса при охлаждении будет большим, чем элемента, и в результате получено плотное, с натягом, соединение. Способ обеспечивает прочное и надежное соединение. 3 ил., 1 табл.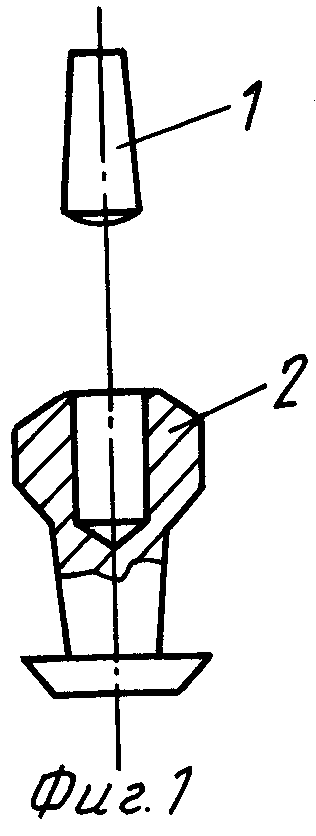
Способ установки твердосплавных элементов в корпуса шипов противоскольжения, при котором твердосплавный элемент свободно вводят и закрепляют в глухом отверстии корпуса, отличающийся тем, что корпус нагревают до заданной температуры и пластически деформируют его в радиальных направлениях, например, вальцеванием, после чего шип охлаждают.
| Способ установки твердосплавных элементов в шипы противоскольжения шин транспортных средств | 1987 |
|
SU1507592A1 |
| СПОСОБ ВСТАВКИ КОНИЧЕСКИХ ТВЕРДОСПЛАВНЫХ СЕРДЕЧНИКОВ В ОБОЛОЧКИ ШИПОВ ПРОТИВОСКОЛЬЖЕНИЯ | 0 |
|
SU340559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИПА ПРОТИВОСКОЛЬЖЕНИЯ ШИНЫ | 1991 |
|
RU2035317C1 |
| Шип для шины транспортного средства, способ изготовления и штамп для изготовления шипа | 1983 |
|
SU1519929A1 |
| US 4809756 A, 1989. | |||
