Изобретение относится к прокатному производству, в частности к конструкции станов для поперечной прокатки металлов, и может быть использовано на заводах черной и цветной металлуpгии преимущественно для производства коротких заготовок круглого сечения из сплавов вольфрама.
Известен стан для продольной прокатки, включающий клеть с многовалковым калибром, оси валков установлены в одной плоскости.
Недостатками этого стана являются: низкое качество и малая производительность при получении профилей круглого поперечного сечения. На указанном стане, как и на любом стане продольной прокатки можно получить круглые профили минимум за два прохода. Увеличение числа проходов снижает производительность стана. Неточность геометрических размеров, связанная с уширением металла при прокатке, снижает качество проката.
Известен также стан поперечной прокатки, включающий рабочую клеть с приводными валками, установленную на раме, механизм перемещения верхнего валка. Этот стан по сравнению с указанным отличается большой производительностью благодаря возможности получения профилей за один проход.
Однако для работы этого стана необходимо сведение и разведение валков в радиальном направлении при загрузке, выгрузке заготовок. Это увеличивает вспомогательное время работы стана, что снижает его производительность, приводит к падению температуры заготовки, а также снижает удобство обслуживания.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является стан поперечной прокатки, включающий установленную на станине клеть с подушками, размещенные в подушках равномерно в окружном направлении относительно оси прокатки рабочие валки. Имеется механизм регулировки углового положения рабочих валков относительно оси прокатки, выполненный в виде смонтированных внутри обкатного ролика сферического подшипника и ограничителя наклона роликов, а также механизм регулирования осевого положения валков в виде регулируемых упоров.
Механизм регулирования положения предназначен для уменьшения усилий деформации заготовок и отводе устройства. Задачу заготовки и выдачу заготовки в данном стане осуществляют принудительно, удерживая задний конец заготовки. Это увеличивает вспомогательное время работы стана, что снижает производительность стана, а также удобство обслуживания.
Отсюда основными недостатками прототипа являются:низкая производительность и неудобство обслуживания.
Целью изобретения является повышение производительности и удобства обслуживания.
Это достигается тем, что известный стан поперечной прокатки, содержащий установленную на станине клеть с подушками, размещенные в подушках равномерно в окружном направлении относительно оси прокатки рабочие валки и механизм регулировки положения рабочих валков относительно оси прокатки, согласно изобретению механизм регулировки положения рабочих валков относительно оси прокатки выполнен в виде жестко закрепленной на станине стойки, тяг, каждая из которых шарнирно связана своими концами со стойкой и соответствующей подушкой, направляющих, жестко закрепленных на станине параллельно оси прокатки, при этом подушки с рабочими валками установлены в клети на осях, расположенных в плоскости, перпендикулярной оси вращения валков, клеть установлена с возможностью возвратно-поступательного перемещения по направляющим, а образующая бочек валков выполнена по дуге окружности, центр которой размещен на оси крепления подушек валков, причем рабочие валки выполнены приводными.
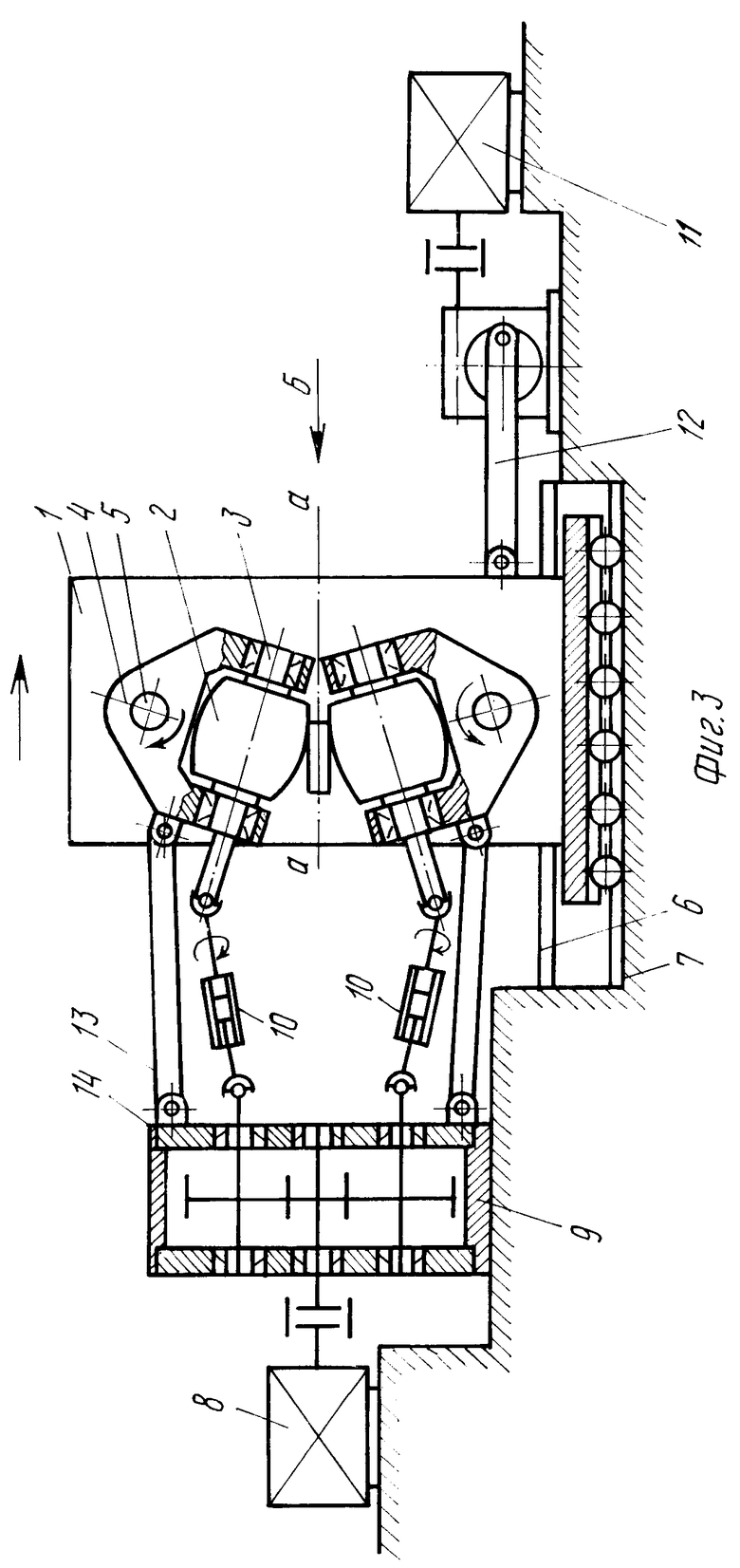
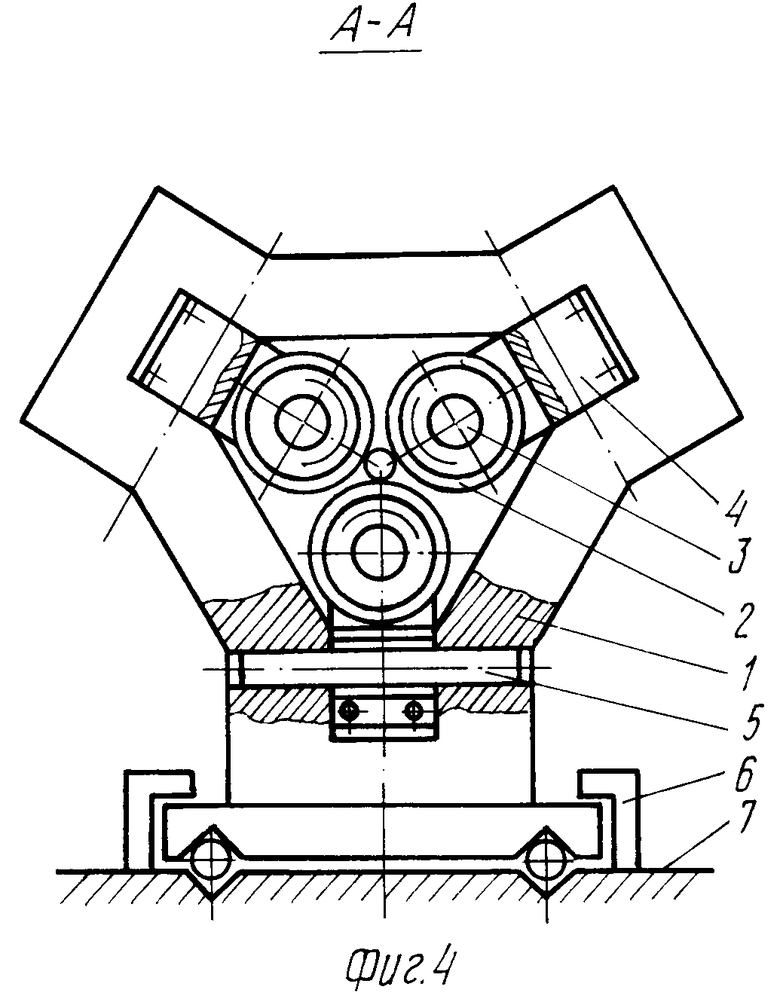
На фиг. 1 показан стан в момент начала процесса прокатки (крайнее правое положение клети), общий вид; на фиг. 2 стан в момент процесса деформации (нейтральное положение клети), общий вид; на фиг. 3 стан в момент окончания процесса прокатки (крайнее левое положение клети), общий вид; на фиг. 4 сечение А-А на фиг. 1.
Стан содержит клеть 1 поперечной прокатки с тремя валками 2. Оси 3 рабочих валков 2 шарнирно смонтированы в подушке 4 на оси 5. Оси 3 перпендикулярны осям 5. Клеть 1 установлена в направляющих 6 рамы 7 (станины), параллельных оси прокатки а-а. Привод вращения валков 2 содержит двигатель 8, редуктор 9, шпиндель 10. Привод возвратно-поступательного перемещения клети по направляющим 6 содержит двигатель 11, кривошипно-шатунный механизм 12. Подушки возвратно-посупательного перемещения клети по направляющим 6 содержит двигатель 11, кривошипно-шатунный механизм 12. Подушки 4 соединены шарнирно тягой 13 с корпусом 14 редуктора 9 (неподвижная стойка). Образующая бочки валков 2 выполнена по дуге окружности с радиусом R, исходящим от оси 5, крепления подушки 4 к станине клети 1.
Стан работает следующим образом.
Передний конец заготовки устанавливают в зазор между валками 2, включают двигатели 8 и 11. Крутящий момент с двигателя 8 через редуктор 9, шпиндели 10 передается валкам 2, которые начинают вращаться на осях 3 и деформировать заготовку (фиг. 1).
Одновременно крутящий момент от двигателя 11 кривошипно-шатунным механизмом 12 преобразуется в поступательное движение клети 1 по направляющим 6 рамы 7 (станины). Клеть перемещается в противоположном направлении относительно стрелки Б и заготовка постепенно деформируется по своей длине (фиг. 2).
При перемещении клети 1 штанга 13, закрепленная на корпусе редуктора 14 (неподвижной стойке), давит на подушку 4 и поворачивает ее вокруг оси 5. После деформации заготовки валками 2 по всей длине (фиг. 3) она падает в лоток. Прокатная клеть продолжая совершать возвратно-поступательное движение, возвращается в исходное положение (крайнее левое) подается новая заготовка, и цикл повторяется.
Изготовлен опытный образец предлагаемого стана поперечной прокатки. Стан содержит клеть с тремя валками диаметром 120 мм, образующая бочки валков, выполнена по дуге окружности с радиусом 240 мм. Ход клети по направляющим 150 мм. Стан предназначен для получения круглых заготовок диаметром 19 мм, длиной 75 мм из круга диаметром 23 мм. Материал заготовок сплавы вольфрама.
Предлагаемый стан поперечной прокатки на 40-50% повышает производительность за счет автоматизации загрузки и выгрузки заготовка, повышает удобство обслуживания.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| Устройство для деформации металла прокаткой | 1989 |
|
SU1734903A1 |
| РАБОЧАЯ КЛЕТЬ ОБЖИМНОГО ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ ПРОКАТКИ С ДВУХОПОРНЫМИ ВАЛКАМИ | 2003 |
|
RU2243042C1 |
| Рабочая валковая клеть | 1989 |
|
SU1687316A1 |
| ПРОКАТНЫЙ СТАН | 1994 |
|
RU2056957C1 |
| Устройство для изготовления спиральных сверл | 1986 |
|
SU1627078A3 |
| Многониточный стан холодной прокатки труб | 1974 |
|
SU644564A1 |
| Прокатно-ковочный стан | 1988 |
|
SU1547891A1 |
| СТАН ШАГОВОЙ ПРОКАТКИ | 2004 |
|
RU2264874C1 |

Использование: для производства коротких заготовок круглого сечения из сплавов вольфрама. Сущность изобретения: стан поперечной прокатки содержит клеть 1 с тремя рабочими валками 2. Оси 3 рабочих валков 2 установлены в подушке 4 на подшипниках, оси 3 перпендикулярны осям 5. Клеть 1 установлена с возможностью возвратно-поступательного перемещения по направляющим 6 рамы 7, смонтированным параллельно оси прокатки. Подушки 4 шарнирно соединены тягой 13 с неподвижной стойкой 14 (корпус редуктора 9). 1 з.п. ф-лы, 4 ил.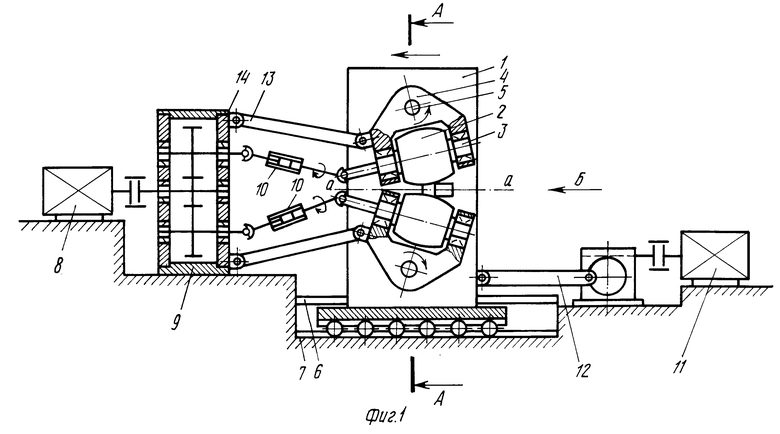
| Авторское свидетельство СССР N 761095, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
