1
(21)4658711/02
(22)31 01 89
(46) 30 1091 Бюл № 40
(71)Челябинский политехнический институт им Ленинского комсомола
(72)В В Панов, В Г Шеркунов и В С Нагорнов
(53) 621 771 206(0888)
(56) Авторское свидетельство СССР
№ 1475755, кл В 21 В 13/10, 1988
Авторское свидетельство СССР № 1600875. кт В 21 В 13/10, 1988
Авторское свидетельство СССР № 1225625, кл В 21 В 13/00, 1984
(54) РАБОЧАЯ ВАЛКОВАЯ КЛЕТЬ (57) Изобретение относится к обработке металлов давлением и может быть использовано для производства рациональных заготовок деталей методами продольной и шаговой прокатки, вальцовки, навивки и волоче ния Цель изобретения - повышение производительности путем снижения трудозатрат на настройку клети и упрощение ее конструкции при одновременном снижении массы за счет объединения функций устрой ства радиальной регулировки валков и привода валков Јs одном устройстве - зубчато- реечном приводе валков и упрощении по
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Рабочая валковая клеть | 1988 |
|
SU1600875A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Рабочая клеть прокатного стана | 1986 |
|
SU1378962A2 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
| Рабочая клеть для прокатки и волочения | 1987 |
|
SU1555000A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |

to
ОЭ 00
J
со
OS
сдеднего Для осуществления радиальной установки валков один из них стопорится от поворота, и его подушки от перемещения гидроцилиндра 20 воздействуют на двустороннюю рейку 18, которая обкатывается по шестерне застопоренного валка Так как
Изобретение относится к обработке ме- 1ал.юв давлением, а именно к констру кциям рабочих клетей, и может быть использовано пя производства рациональных заготовок деталей методами продольной и шаговой прокатки, вальцовки, навивки и волочения
Целью июбретения является повышение производительности путем снижения трудозатрат на настройку клети и упрощение ее конструкции при одновременном снижении массы за счет объединения функций устрой- 1. гва радиальной регулировки валков и привои валков в одном устройстве - зубчато- реечном приводе валков и упрощения после шего
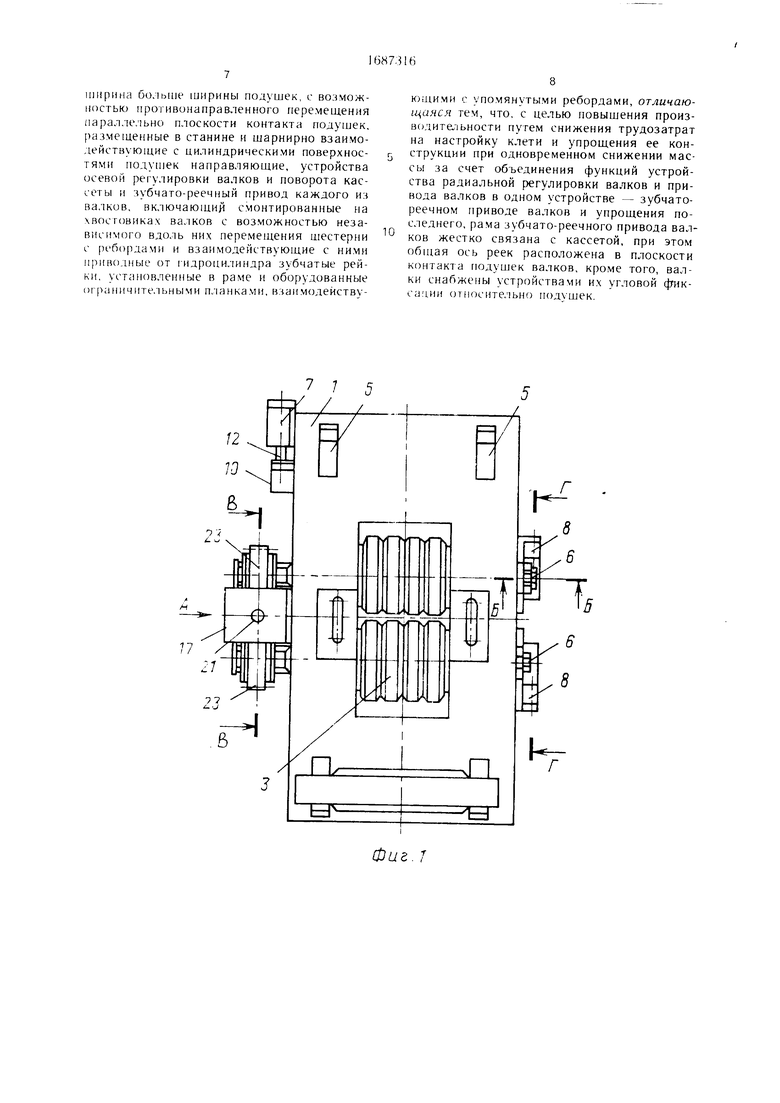
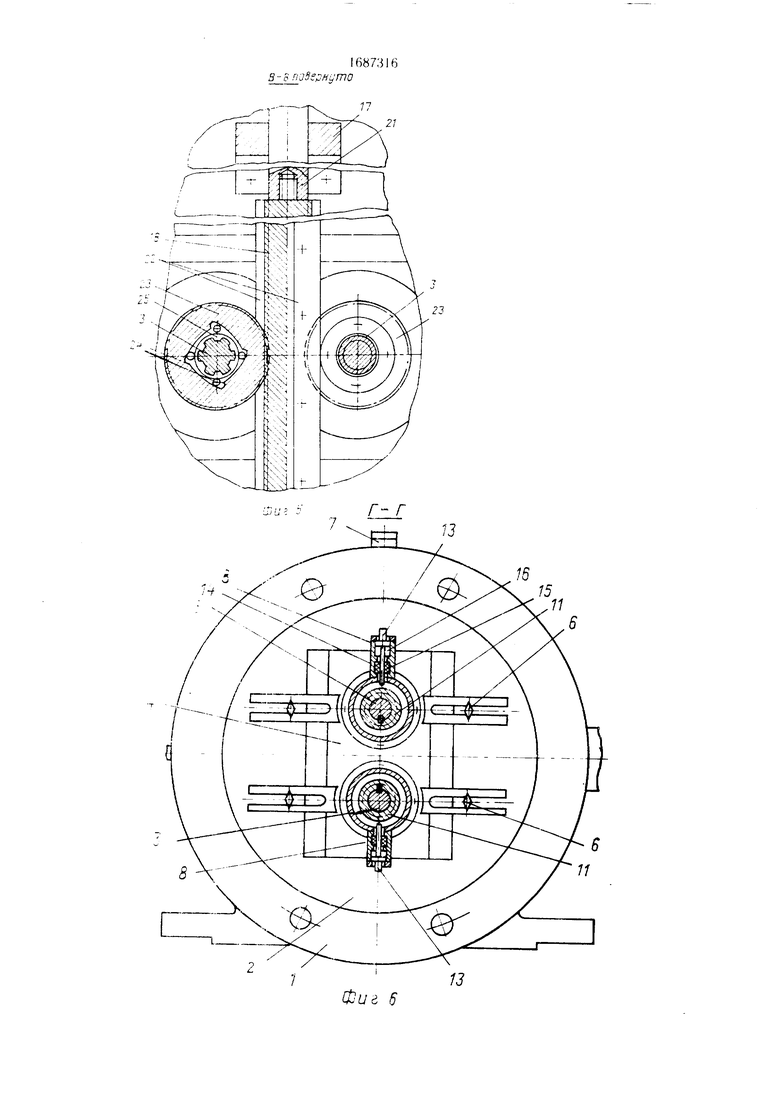
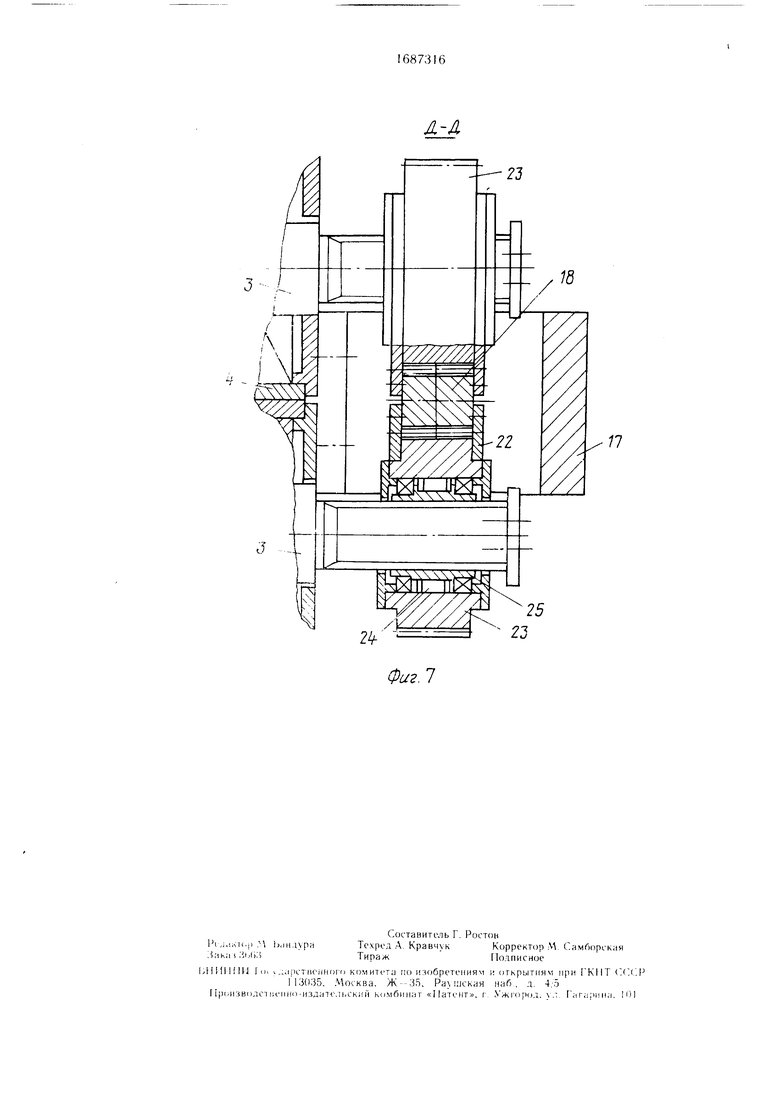
На фиг 1 изображен общий вид клети по к и прокатки, на фиг 2 - вид Л на фиг 1 (межцентровое расстояние валков минимальное), на фиг 3то же, вариант установки валков с межцентровым раесгояни ем or 1ичным от минимальною, на фиг 4 ра зри з Б Б на фиг 1, на фиг 5 разрез В-В на фиг 1, на фиг 6 - разрез I Г на фиг I. tia фш 7 разрез Л Д на фш 2
Рабочая валковая клеть содержит стани- н 1 в цн щи 1рической расточке коюрои с v,o mipoBdna с возможностью поворота кас сета 2, рабочие валки 3 с потлшками 4, ус- танов чмгные в сооснои оси расточки стани ны I прямоу, о гьнои расточке кассеты 2, вы с о| а коюрои равна высоте комплекта НОГУ пек 4 а ширина больше ширины поду тек 4 i возможностью противонаправленно перемещения параллельно и юскости конгама нод шек , размешенные в станине 1 и iiiapnnpno взаимодействующие с ци- iini фичеекими поверхностями (не показано) подушек 4 направляющие 5. устройства 6 осиюи регулировки валков 3. устройства 7. 8 i ювои фиксации соответственно кассеты и на 1ков 3 и зубчато реечный привод 9 валков 3
Кассета 2 и неприводные хвостовики вал- коч 3 набжены жестко связанными с ними с оо1 зетс гвенно сектором 10 и щеками 11, наружные поверхности которых обору низаны -.мчатыми элементами, например треую1Ь- i DIми ш пщами. взаимодействующими со стопорами 12 И сфойств 7, 8 иловой фик- i ,1 щи кассеты 2 и валков 3, закрепленных с по;неге венно на станине 1 и подушках 4
стройства 7. 8 УГЛОВОЙ фиксации кас- сиы 2 и ва 1ков 3 имеют идентичное друг ijiyy коне тру ктивнос исполнение и вктюча
рама 17 (вместе с гидроцилиндром 20 и рейками 18) жестко скреплена с кассетой 2, последняя поворачивается В необходимом положении кассета 2 стопорится стопором 12. Валок освобождается Перемещением рейки 18 вращают валки 7 ил
0
0
5
0
ют в себя упомянутые стопора 12, 13 корпуса 14, электромагниты 15 и пружины 16
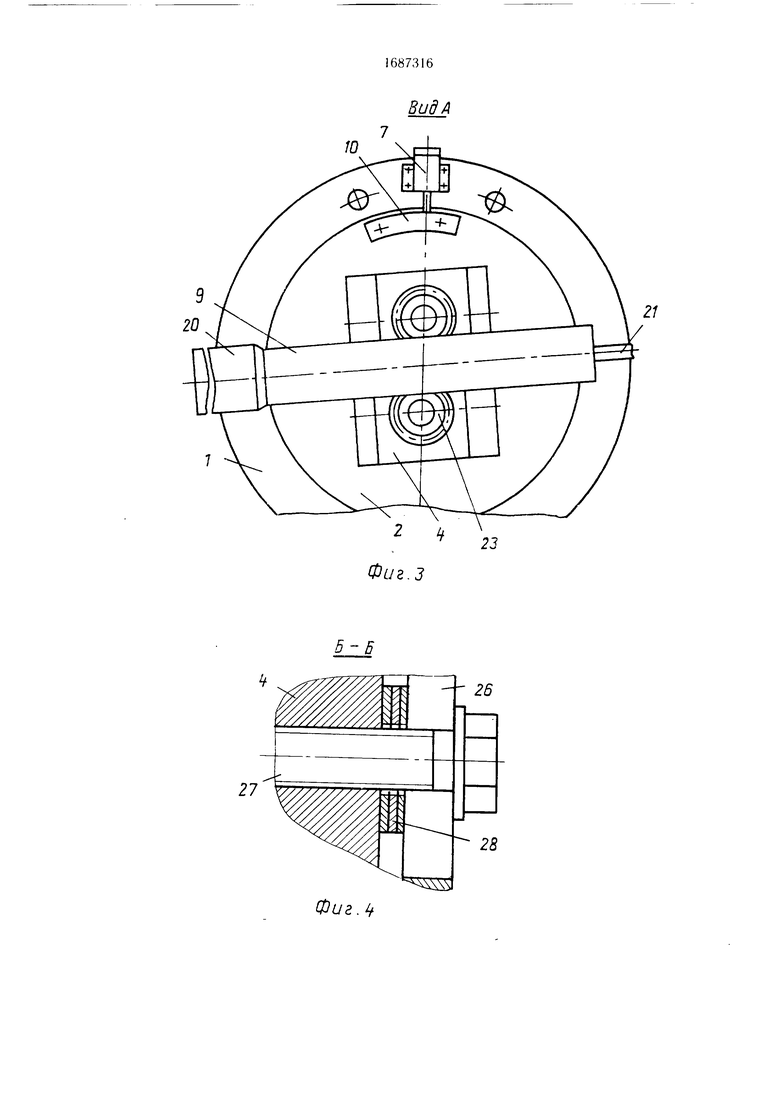
Зубчато-реечный привод 9 валков 3 содержит скрепленную с кассетой 2 раму 17, двустороннюю зубчатую рейку 18. продольная ось которой расположена в плоскости контакта подушек 4 (см фиг 4), а концы жестко посредством, например, резьбовых соединений связаны со штоком 19 гидроцилиндра 20 и цилиндрической направляющей 21 Боковые поверхности двусторонней зубчатой рейки 18 оборудованы ограничительными планками 22, взаимодействующими с торцами и ребордами шестерен 23, образующими зубчатые зацепления с двусторонней зубчатой рейкой 18 Шестерни 23 смонтированы на хвостовиках валков 3 через об- юнные муфты 24 и втулки 25 Последние сопряжены с хвостовиками валков 3 посред- с твом, HO рнмер, шлицевых соединений с возможностью независимого осевого перемещения В случая- осуществления способа ша- 1овои прока ки или формоизменения коротких рациональных заготовок теталей, деформация которых может быть выполнена за один рабочий ход ц«дин фа 20, шестерни 23 скрепляются непосредственно с втулками 25 (не пока зано)
с ройство 6 осевой регулировки ва i- ков 3 содержит жестко связанные с подушками 4 ограничительные планки 26 и болты 27 Д in настройки заданного взаимною осчвого положения противорасположен- ных ватков 3 под ограничительные планки 26 верхнего валка 3 монтированы регулировочные прокладки 28, суммарная высота которых зависит от начального и затан- ного осевого положений противорасположен- ных валков 3
Для правления работой гидроцилиндра 20 привод 9 оборудован конечными выключателями и упорами (не показано)
Валковая клеть работает следующим образом
Включением злекгромагнитов 15 устройства 8 угловой фиксации, например, верхнего рабочего валка 3 и устройства 7 угловой фиксации кассеты 2 стопор 13 вводится, а стопор 12 выводится из зацепления с трехгольными плицами, выполненными на натужных поверхностях соответственно диска 11 и сектора 10 Выбор устройства 8 УГ ювой фиксации валков 3 определяется за- 1анным направлением поворота кассеты 2
Одновременно с выполнением оперяй ми с устройствами 7. ti угловой фиксация iir. чюча- ется гидроцилиндр 20, при этом под действием реактивных сил, возникающих в местах крепления гидроцилиндра 20 (рамы 17) к кассете 2 и сопряжения цилиндрических поверхностей (не показано) подушек 4 застопоренного от поворота валка 3 с направляющими 5, кассета 2 поворачивается в расточке станины 1.
При повороте кассегы 2 с подушками 4 соосно расточке станины 1 подушки 4 валков 3 своими цилиндрическими направляющими поверхностями (не показано) шарнир- но взаимодействуют с плоскостями направляющих 5. Вращение любой точки кассеты 2, в том числе рабочих валков 3 с подушками 4, можно рассматривать как одновременное поступательное перемещение точки в горизонтальной плоскости, параллельной оси прокатки, и вертикальной плоскости, перпендикулярной оси прокатки. Так как направляющие 5 накладывают ограничение на перемещение подушек 4 валков 3 в горизонтальной плоскости, параллельной оси прокатки, а подушки 4 в кассете 2 зафиксированы в вертикальной плоскости, перпендикулярной оси прокатки, то вращение кассеты 2 с подушками 4 и валками 3 преобразуется в синхронное, противонаправленное и идентичное по величине поступательное перемещение подушек 4 друг относительно друга параллельно плоскости контакта подушек 4 и синхронный и идентичный по величине поворот полд шек 4 относительно осей валков 3. Соответственно валки 3 будут синхронно, прогннон-Jinv: ;с:,- но и на равные величины перемещаться в вертикальной плоскости перпендикулярно оси прокатки, так как относительные перемещения подушек 4 с валкам-и 3 приводят к изменению высоты калибра при неизменном положении плоскости осей рабочих валков 3 и неизменном положении оси (уровня, линии и т. д.) прокатки. Положение урон.чн прокатки зависит только от установки ста- н и н ы 1.
После завершения радиальной регулировки валков 3 стопор 12 устройства 7 угловой фиксации кассеты 2 вводится в зацепление с треугольными шлицами сектора 10, а стопор 13 устройства 8 угловой фиксации, например, верхнего валка 3 выводится из зацепления с треугольными шлицами диска 1 I. Далее устройствами 6 осевой регулировки валков 3 устанавливается их заданное осевое положение. Исходную заготовку задают в калибр валков 3 при включенном гидроцилиндре 20. При прокатке переднего конца длиной, обеспечивающей измерение размеров поперечного сечения профиля, привод 9 отключают и измеряют профиль.
При несовпадении размеров профиля заданным производят корректировку взаимного положения валков 3. Последовательность
G
5
5
0
5
0
операции при этом идентична описанной. По завершении корректировки взаимного положения валков 3 вновь производя прокаг- ку пробной полосы и при получении профиля требуемых размеров приступают к прокатке (волочению) всей партии.
В случае осуществления способа шаговой прокатки или формоизменения коротких профилей, деформация которых может быть выполнена за один рабочий ход цилиндра 20 (шестерни 23 скреплены непосредственно с втулками 25), двусторонняя зубчатая рейка 18 по окончании рабочего хода возвращается в исходное положение за счет реверсирования привода 9. При использовании привода 9 для прокатки переднего конца заготовки на длине, достаточной для ее захвата тянущим устройством или для продольной прокатки длинномерных рациональных заготовок деталей, двусторонняя зубчатая рейка 18 возвращается после завершения никли в исходное положение путем реверсирования привода 9 и благодаря обгонным муфтам 24.
Повышение производительности достигается путем снижения трудозатрат по настройке клети за счет исключения из цикла операций по настройке угловой и высотной установке рамы, так как в процессе радиальной регулировки валков расстояния пт осей противорасположенных валков до продольной оси реек остаются неизменными.
Упрощение конструкции клети при одновременном снижении ее массы обеспечивается за счет упрощения зубчато-реечного привода клети (исключается стойка, опора, средства УГЛОВОЙ и высотной регулировки рамы) н объединением функции устройств поворота кассеты н валков в одном устройстве зубчато-реечном приводе клети.
Кроме того, исполнение привода клети описанным образом обеспечивает уменьшение ее габаритов, что в сочетании с простотой конструкции и незначительным весом клети предопределяет целесообразность использования валковой клети в составе типовых специализированных участков для производства рациональных заготовок деталей методами прокатки, вальцовки, навивки, пластическим изгибом и т. п. в условиях машиностроительных предприятий.
Данная рабочая валковая клеть позволяет в результате снижения трудозатрат на ее настройку в зависимости от макропро- филесортамента и монтажности партий на 3-14% повысить производительность на 0,2 -3.4%.
Формула изобретения
Рабочая валковая клеть, содержащая станину, поворотную относительно станины кассету, рабочие валки с подушками, установленными в расточке кассеты, высота которой равна высоте комплекта подушек, а
ширина больше ширины подушек, с вснмож- ностью npoi ивонаправленного перемещения наралле ьно плоскости контакта . размещенные в станине и шарнирно взаимо- 1ейств ющие с цилиндрическими поверхностями подушек направляющие, устройства осевой регулировки валков и поворота кас- еты и зубчато-реечный привод каждого HI валков, включающий смонтированные на хвостовиках валков с возможностью независимого вдоль них перемещения шестерни i ребордами и взаимодействующие с ними привошые от I идроцилиндра зхбчатые рейки, установленные в раме и оборудованные ограничительными планками, В1аимодеиств
ю.дими с помян тыми ребордами, отличающаяся тем, что. с целью повышения произ- вочительности путем снижения трудозатрат на настройку клети и упрощения ее конструкции при одновременном снижении массы за счет обьединения функций устройства радиальной регулировки валков и привода валков в одном устройстве - зубчато- реечном приводе валков и упрощения последнего, рама зубчато-реечного привода валков жестко связана с кассетой, при этом общая ось реек расположена в плоскости контакта подчшек валков, кроме того, валки снабжены устройствами их угловой фик- (. ачии относительно
Фиг Г
9
20
27
Фиг.
23
26
28
75
75
77
23
18
Фиг. 7
