I
Изобретение относится к обработке металлов давлением и может быть использовано при получении деталей :С боковыми отростками.
Известен способ штамповки изделий с наклонным к продольной оси боковым отростком путем поперечного выдавливания, включающий осевое воздействие на торец заготовки 1.
Данный способ характеризуется невысоким качеством изделий и большими деформирующими усилиями при формировании отростка.
Цель изобретения - повышение качества из1делий и снижение деформирующих усилий.
Эта цель достигается, за счет того, что по окончании осевого воздействия на торец заготовки воздействуют на ее боковую поверхность в направлении, перпендикулярном к продольной оси заготовки.
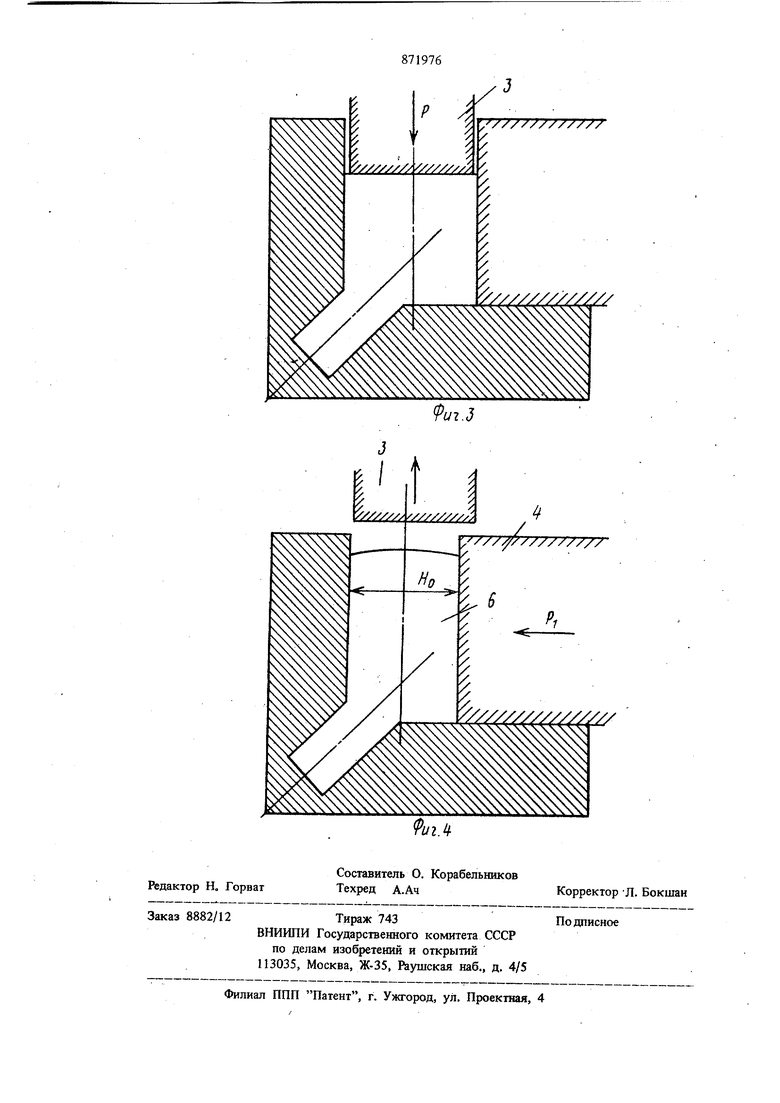
На фиг. 1 изображено предлагаемое изделие; на фиг. 2 - размещение заготовка в контейнере перед началом штамповки; на фиг. 3 - формирование отростка на первой стадии штамповки, на фиг. 4 - доштамповка изделия на второй стадии.
По чертежу изделия (см. фиг. 1) определяют основные параметры: угол наклона матрицы а, ширину шейки отростка h, ширину отростка ho, ширину детали Но, угол между осями отростка и корпусной части у. По формуле h/H f (7, а) находят ширину детали Н, при которой угол свободного истечення равен у.
Для осуществления данного способа исполь 0 зуется устройство, состоящее из контейнера 1, канала матрицы 2, пуансона 3, подвижной стенки 4.
Способ осуществляется следующим образом. В полость контейнера 1 помещают заготовку ,j 5 шириной Н, к торцу которой прикладываются с помощью пуансона 3 рсевое деформирующее усилие Р (см. фиг. 2). Металл заготовки вытесняется в канал матрицы 2 и образует отросток (см. фиг. 3). Далее пуансон 3 под2Q нимают и производят доштамповку корпусной части изделия 6 путем приложения усилия fi к боковой поверхности заготовки в направлеюш, перпендикулярном продольной оси посредством перемещения подвижной стенки 4 с целью
{Получения заданной ширины изделия Но (см. фиг. 4 и фиг. 1).
Предлагаемый способ позволяет снизить усилие деформирования Р на 10-iS.% за счет облегчения условий течения металла по сравнению с известным способом и за счет уменьшения сил трения в матрице позволяет увеличить долговечность оснастки.
Формула изобретения
Способ штамповки изделий с наклонным к продольной оси боковым отростком путем поперечного выдавливания, включающий осевое воздействие на торец заготовки, отличающийся тем, что, с целью повышения качества изделий и снижения деформирующих усилий, по окончании осевого воздействщ на торец заготовки воздействуют на ее боковую поверхность в направлении, перпендикулярном к продольной оси заготовки.
. Источники информации, принятые во внимание при Э19спертизе 1. Известия высших учебных заведений. М., Черная металлургия, 1968, Г 9, с. 125127. ,

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Способ получения деталей с отростками | 1985 |
|
SU1402404A1 |
| Способ изготовления полых изделий | 1992 |
|
SU1807914A3 |
| Способ штамповки полых изделий с наружным фланцем | 1988 |
|
SU1669630A1 |
| Способ штамповки чашеобразных деталей | 1981 |
|
SU986575A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КЛАПАНОВ | 2015 |
|
RU2604548C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ПОЛОСТЯМИ ТИКСОШТАМПОВКОЙ И ЗАКРЫТЫЙ ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2443496C1 |
| Способ поперечного выдавливания | 1978 |
|
SU742023A1 |
| Способ безоблойной штамповки изделий с боковыми отростками и фланцами на этих отростках | 1989 |
|
SU1648620A1 |