Изобретение относится к порошковой металлургии, в частности к способам прессования порошковых материалов и является усовершенствованием известного способа по основному авт. св. № 831362.
Цель изобретения - повышение плотности при прессовании изделий в виде многогранника.
Согласно способу прессование осуществляют при дополнительном воздействии бокового усилия в направлении, перпендикулярном рабочему, величину которого выбирают из условия
0,,2РрЈ, где Р - рабочее давление прессоваР
ния;
Ј - коэффициент бокового давле. 4 ния, равный у-т ;
- коэффициент Пуассона, при этом величину бокового усилия прикладывают циклически.
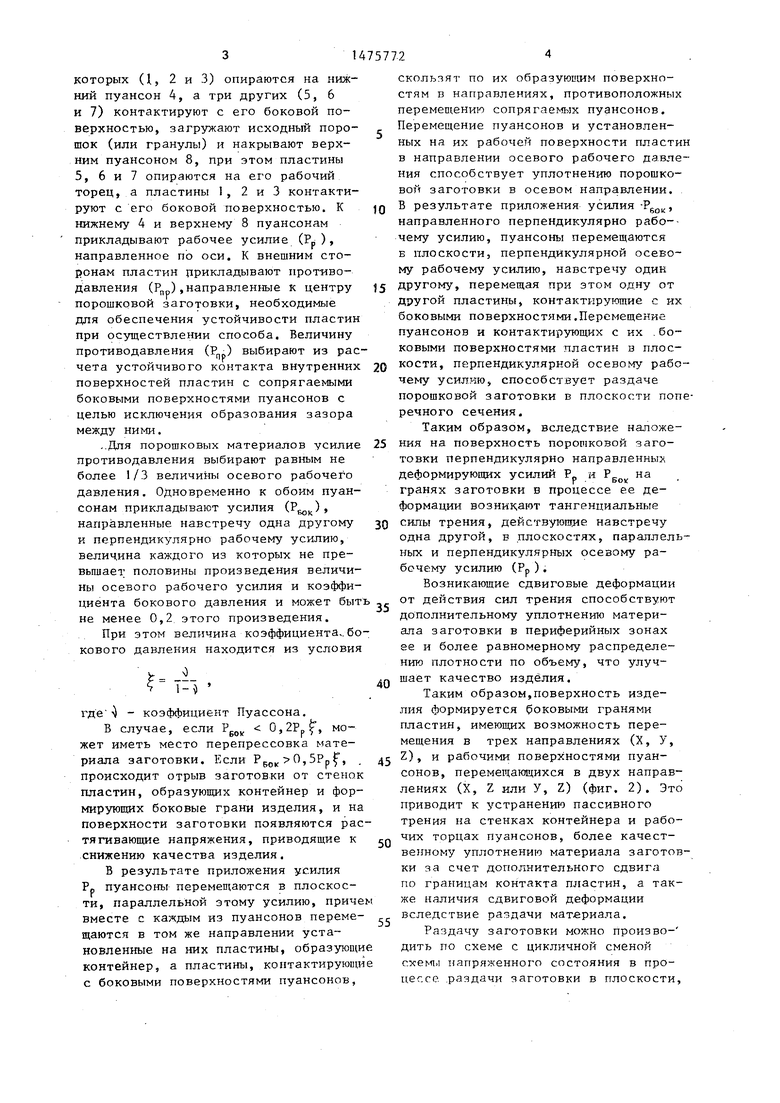
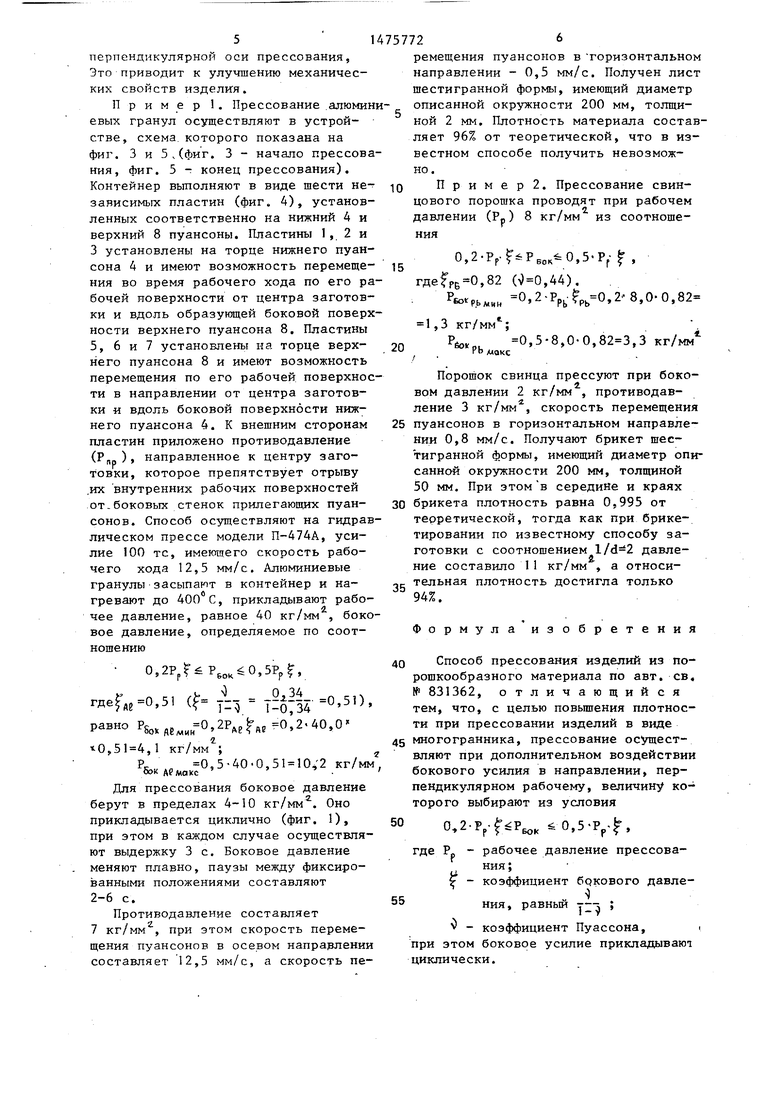
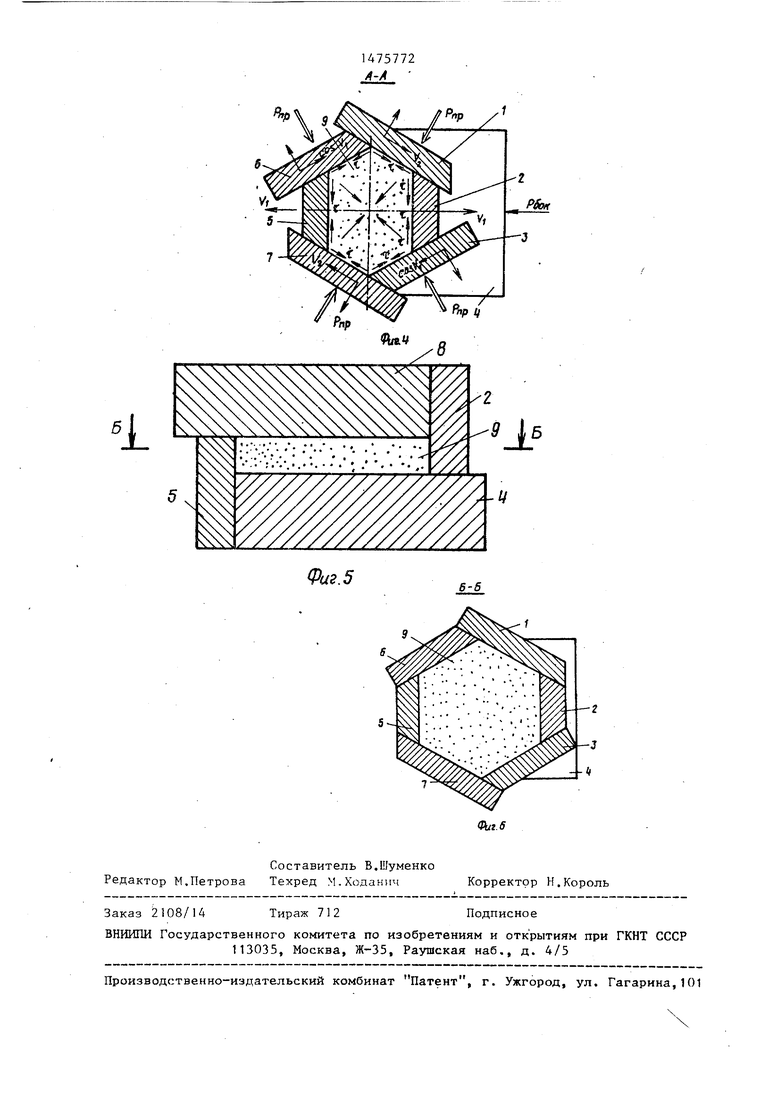
На фиг. 1 показана схема для реализации способа; на фиг. 2 - схема действия сил на заготовку; на фиг.З- схема для осуществления способа, начальное положение; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - схема для осуществления способа, конечное положение; на фиг. 6 - разрез Б-Б на фиг. 5.
Способ осуществляют следующим образом,
В полость контейнера, состоящего, например, из шести пластин, три из
t
1
сд vl
Р
го
которых (, 2 и 3) опираются на нижний пуансон 4, а три других (5, 6 И 7) контактируют с его боковой поверхностью, загружают исходный поро- шок (или гранулы) и накрывают верхним пуансоном 8, при этом пластины 5, 6 и 7 опираются на его рабочий торец, а пластины 1, 2 и 3 контактируют с его боковой поверхностью. К нижнему 4 и верхнему 8 пуансонам прикладывают рабочее усилие (Рр), направленное по оси. К внешним сторонам пластин прикладывают противодавления (Р ),направленные к центру порошковой заготовки, необходимые для обеспечения устойчивости пластин при осуществлении способа. Величину противодавления (Р ) выбирают из расчета устойчивого контакта внутренних поверхностей пластин с сопрягаемыми боковыми поверхностями пуансонов с целью исключения образования зазора между ними.
. Для порошковых материалов усилие противодавления выбирают равным не более 1/3 величины осевого рабочего давления. Одновременно к обоим пуансонам прикладывают усилия (Р,), направленные навстречу одна другому и перпендикулярно рабочему усилию, величина каждого из которых не превышает половины произведения величины осевого рабочего усилия и коэффициента бокового давления и может быт не менее 0,2 этого произведения.
При этом величина коэффициента, бокового давления находится из условия
t- i
V 1-4
jL
где - коэффициент Пуассона.
В случае, если РБОК 0,2Рр, может иметь место перепрессовка материала заготовки. Если РБОК 0,5Ppif, . происходит отрыв заготовки от стенок пластин, образующих контейнер и формирующих боковые грани изделия, и на поверхности заготовки появляются растягивающие напряжения, приводящие к снижению качества изделия.
В результате приложения усилия Рр пуансоны перемещаются в плоскости, параллельной этому усилию, причем вместе с каждым из пуансонов переме- щаются в том же направлении установленные на них пластины, образующие контейнер, а пластины, контактирующие с боковыми поверхностями пуансонов,
,
0
5 Q
,.
скользят по их образующим поверхностям в направлениях, противоположных перемещению сопрягаемых пуансонов. Перемещение пуансонов и установленных на их рабочей поверхности пластин в направлении осевого рабочего давления способствует уплотнению порошковой заготовки в осевом направлении. В результате приложения усилия Р60К, направленного перпендикулярно рабочему усилию, пуансоны перемещаются в плоскости, перпендикулярной осевому рабочему усилию, навстречу один другому, перемещая при этом одну от другой пластины, контактирующие с их боковыми поверхностями .Перемещение пуансонов и контактирующих с их боковыми поверхностями пластин в плоскости, перпендикулярной осевому рабочему усилию, способствует раздаче порошковой заготовки в плоскости поперечного сечения.
Таким образом, вследствие наложения на поверхность порошковой заготовки перпендикулярно направленные деформирующих усилий Р и PBOV, на гранях заготовки в процессе ее деформации возникают тангенциальные силы трения, действующие навстречу одна другой, в плоскостях, параллельных и перпендикулярных осевому рабочему усилию (Рр).
Возникающие сдвиговые деформации от действия сил трения способствуют дополнительному уплотнению материала заготовки в периферийных зонах ее и более равномерному распределению плотности по объему, что улучшает качество изделия.
Таким образом,поверхность изделия формируется боковыми гранями пластин, имеющих возможность перемещения в трех направлениях (X, У, Z), и рабочими поверхностями пуансонов, перемещающихся в двух направлениях (X, Z или У, Z) (фиг. 2). Это приводит к устранению пассивного трения на стенках контейнера и рабочих торцах пуансонов, более качественному уплотнению материала заготовки ч а счет дополнительного сдвига по границам контакта пластин, а также наличия сдвиговой деформации вследствие раздачи материала.
Раздачу заготовки можно произво- дить по схеме с цикличной сменой схемы напряженного состояния в про- це.со раздачи заготовки в плоскости,
перпендикулярной оси прессования, Это приводит к улучшению механических свойств изделия.
Пример 1. Прессование алюминиевых гранул осуществляют в устройстве, схема которого показана на фиг. 3 и 5,(фиг. 3 - начало прессования, фиг. 5 - конец прессования). Контейнер выполняют в виде шести независимых пластин (фиг. 4), установленных соответственно на нижний 4 и верхний 8 пуансоны. Пластины 1, 2 и 3 установлены на торце нижнего пуансона 4 и имеют возможность перемещения во время рабочего хода по его рабочей поверхности от центра заготовки и вдоль образующей боковой поверхности верхнего пуансона 8. Пластины 5, 6 и 7 установлены на торце верхнего пуансона 8 и имеют возможность перемещения по его рабочей поверхности в направлении от центра заготовки и вдоль боковой поверхности нижнего пуансона 4. К внешним сторонам пластин приложено противодавление (Рпр), направленное к центру заготовки, которое препятствует отрыву ,их внутренних рабочих поверхностей от-боковых стенок прилегающих пуансонов. Способ осуществляют на гидравлическом прессе модели П-474А, усилие 100 тс, имеющего скорость рабочего хода 12,5 мм/с. Алюминиевые гранулы засыпают в контейнер и нагревают до 400 С, прикладывают рабочее давление, равное 40 кг/мм , боковое давление, ношению
определяемое по соот 0,2РрГЈРмкЈ0,5РрЈ,
гдеГ„-о,51 (- тН Т°о;34-0 51)
Равно Р5омЕ.Ин 0 2РЛ о ,2-40,0
40-0,51 10, 2 кг/мм
0,,1 кг/мм ;
Р 05 АР люке
Для прессования боковое давление берут в пределах 4-10 кг/ммг. Оно прикладывается циклично (фиг. 1), при этом в каждом случае осуществляют выдержку 3 с. Боковое давление меняют плавно, паузы между фиксированными положениями составляют 2-6 с.
Противодавление составляет 7 кг/мм , при этом скорость перемещения пуансонов в осевом направлении составляет 12,5 мм/с, а скорость пе57726
ремещения пуансонов в горизонтальном направлении - 0,5 мм/с. Получен лист шестигранной формы, имеющий диаметр описанной окружности 200 мм, толщиной 2 мм. Плотность материала составляет 96% от теоретической, что в известном способе получить невозможно.
П р и м е р 2. Прессование свинцового порошка проводят при рабочем давлении (Рр) 8 кг/мм из соотношения
10
0,2-Рр.,5-Рг-Ј , ,82 ()0,44),
рвоЧьА(И, 0,2-Ррь.,2.-8,0-0,82
1,3 кг/мм ;
РЙОТ.. 0,5-8,0-0,,3 кг/мм Ь /иокс
Порошок свинца прессуют при боковом давлении 2 кг/мм , противодавление 3 кг/мм2, скорость перемещения пуансонов в горизонтальном направлении 0,8 мм/с. Получают брикет шестигранной формы, имеющий диаметр описанной окружности 200 мм, толщиной 50 мм. При этом в середине и краях брикета плотность равна 0,995 от теоретической, тогда как при брикетировании по известному способу заготовки с соотношением l/d-2 давление составило 11 кг/мм , а относительная плотность достигла только 94%.
Формула изобретения
Способ прессования изделий из порошкообразного материала по авт. ев, № 831362, отличающийся тем, что, с целью повышения плотности при прессовании изделий в виде многогранника, прессование осуществляют при дополнительном воздействии бокового усилия в направлении, перпендикулярном рабочему, величину которого выбирают из условия
50
0,5-Рр-,
где
РР 5
рабочее давление прессова- ния;
% - коэффициент бокового давления, равный у-т ;
- коэффициент Пуассона, при этом боковое усилие прикладывают циклически.
ФигЗ
flip
1
/ xr
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕМОНОТОННОГО ДЕФОРМИРОВАНИЯ АНИЗОТРОПНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2021 |
|
RU2781869C1 |
| СПОСОБ ОБЪЕМНОГО ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2572268C1 |
| Способ получения изделий радиальным выдавливанием | 1986 |
|
SU1447508A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 1988 |
|
RU2036046C1 |
| Пресс-форма для прессования изделий из порошков | 1988 |
|
SU1694341A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2625920C2 |
| Способ изготовления прутков и профилей из металлической стружки и устройство для его осуществления | 1985 |
|
SU1247160A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324595C2 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007271C1 |
Изобретение относится к области порошковой металлургии , в частности к способам прессования порошковых материалов. Цель изобретения - повышение плотности при прессовании изделий в виде многогранника. Уплотнение осуществляют при дополнительном воздействии бокового усилия в направлении, перпендикулярном рабочему, величину которого выбирают из условия 0,2PPξ≤Pбок≤ 0,5 PP*ξ, где PP - рабочее давление прессования
ξ - коэффициент бокового давления, равный ν/1-ν, где ν - коэффициент Пуассона, при этом боковое усилие прикладывают циклически. 6 ил.
Фиг.5
Составитель В.Шумейко Редактор М.Петрова Техред М.Ходанич
Заказ 2108/14
Тираж 712
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб,, д. 4/5
6-s
--«
Корректор Н.Король
Подписное
| Способ прессования изделий изпОРОшКООбРАзНОгО МАТЕРиАлА | 1978 |
|
SU831362A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| . | |||
