Изобретение относился в иэгоговче нию изделий из полимерны нагериалсл ч может быъ испош- зовагс при изготовлении термоуса «сиваемых трубок иэ радиационно и химически г од: Лчдиро- ванньпс полимерных материалов ,
Ориентацию проводят при высоко итстичном состоянии МсГ еъиаль а5 тиэи температу:ч размягчения (г авпения), когда оч обладает повыше 1 -ой спосоС ностыо накапливать обра-пмыг а&форма ции.
Цель SIDC бпетения - но ь 1исаие поо- изводитеяьности и улучше е к:-,гссьр изде: чй.
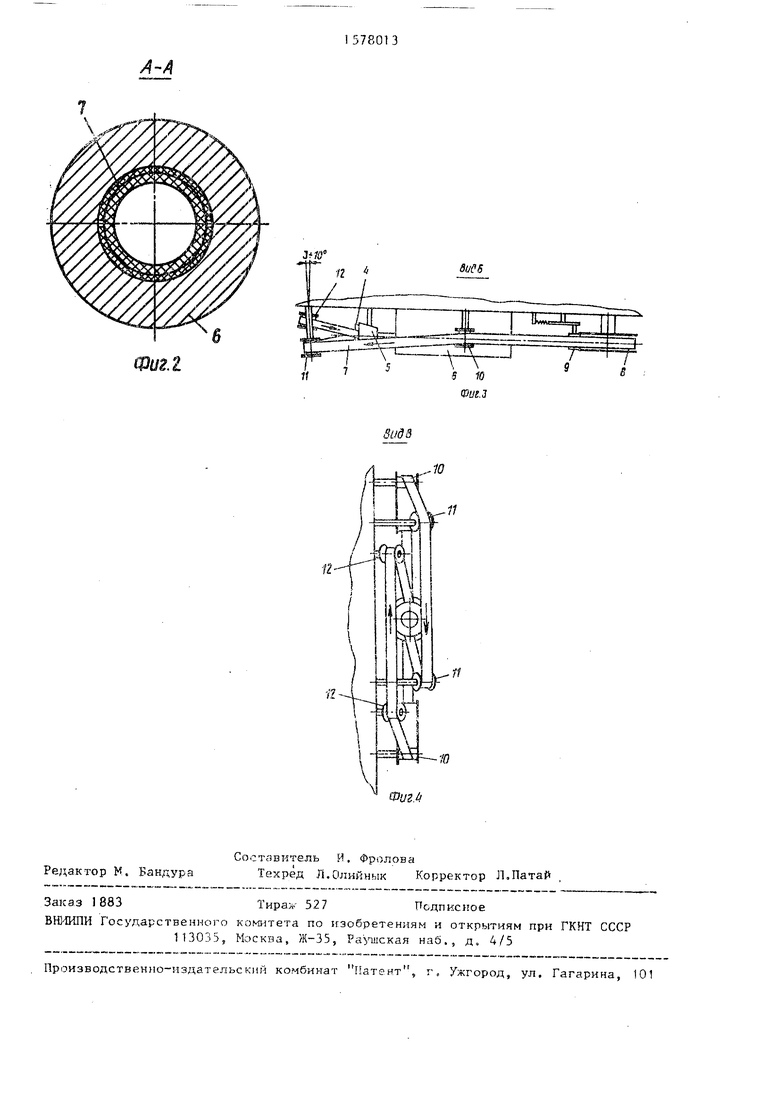
Ла фиг, 1 показано ус , оР юий вид Hf фиг. pqapir А-А нч Фиг, S J на Фиг. 3 - вид , на ф г. 1 на фиг. i - ьпд В кг Фиг. I ,
Устройство содерлг г с i гд&;оп сг уг - тюйство 1 дпя устзиовг заготовкой , узел 2 аздчва i- пэиемное устройстве 3 дл i готоюй оубки.
Узел 2 раздува с од ер :i иапоавля-э Щ4& конуса 4 я 5, ргздуво4ную толов к у 6 с об01 репаевым и охпзждармым кчлибрамн f механизм psr , пэдачи за- стовчт- о С&ско ле т эй 7. Конуса 4 и 5 №ffe-fr. Форм ч у : ч энного ч закреплю .ы о 1це тт ретно относителъпо круг с з1- зороы для прохождения ленгы 7,
Механизм подачи «агот чки «.-одер- кит шкивы 8 зерхьи пкиь пзчводится вс воацекке рг -улир емыт электроприводсн (не пок&зап . Враще
nh( игкива происходит против часовой грелки, Систег ой эуСчатых колес (не с заьа) верхний шкив связан с ниж- ким DIKHBOM 8, врашаюшимся по часовой стпе/ке, гричем бестгонечная частота ьчяпего шкчва 8 равна часто- r& j c m HHH верхнего, бесконечная - ч 7 огибает шкивы 8. Для увеличения га бесконечная лента 7 и -оким1етсн к шкивам 8 подпружиненны- fjn тпихимгЛмчи роликами 9. Лента 7 ТГОХСДР черр зерхний направляющий толч 0, верхи- отклоняющий ролик Ч большего диаметра, нижний откло- гоыта li меньшего диаметра, вду конусами 4 к 5, раздувочную готовку 6, огибчет нижний шкив 8 и ниж- ичй ьл 1рчаля 5ЦКЙ ролик 1 0, нижний
отклоняющий допчк 12 большего диаметре, оерхний сгкпоняющий ролик 12 меньшего диаметра/ затем вновь между ко- hycavn 5Э 4. раздувочную головку 6 и о: чбает верхний ведушнй шкив 8.
Отклоняющие юлики Н , 12 вьтолне- ьы одвоенч тми на каждой оси с зозмож- wr г гъю вращения в разнь:е стороны. ч верхней оги паоы роликов 12, раз- -« щеийгш гтева, расположен ролик
аяъи е о ,иаме оа, а ла нижней оси - рс т л ботзшего иамртаа8 на верхней осч другой п 1ры расположен ролик i оопьшего циаметрз а на нижней - jtT-лс 1 меньшего диаметра и наоборот, О-.клэ«яющие ролики i, 12 на- - :оне:.ы в горизонталь чей плоскости ча /гол от 3 до 10° в грО 1шополол- -i ie f горон относительно лерпендикуляра к направлению движения заготовки трубки, создавая необходимое расстояние между ветвями бесконечной ленты 7 для прохода заготовки трубки с возможностью перехода одной ветви ленты н контур другой.
При угле наклона менее 3° не обеспечивается достаточное расстояние между ветвями для прохода заготовки трубки. При угле наклона более 10° происходит сползание ленты с направляющих роликов 10, что недопустимо.
Устройство работает следующим образом.
Бухта заготовки трубки устанавливается на отдающем устройстве 1 , причем один конец заготовки трубки закрепляется на штугере (не показан) создания избыточного давления, а другой конец подается между отклоняющими роликами 11, 12 к направляющим конусам 4 и 5, в которых верхняя и нижняя ветви бесконечной ленты 7 принимают форму калибра раздувочной головки 6. При дальнейшем продвижении заготовка трубки, увлекаемая верхней и нижней ветвями ленты 7, попадает в обогреваемый калибр, где под действием температурного поля калибра (200-250°С) происходит ее разогрев до пластичного состояния, и охлаждаемый калибр, где под действием избыточного давления происходит поперечная ориентация заготовки до размера охлаждаемого калибра и ее Фиксация. После выхода из раздувочной головки 6 трубка 13 подается на приемное устройство 3.
Такое выполнение устройства обеспечивает повышение производительности
5
0
5
0
5
0
по сравнению с прототипом за счет исключения необходимости останавливать устройство для перезарядки бобин с подающими лентами. За счет исключения проскальзывания ленты относительно трубки уменьшается продольная вытяжка заготовки, а следовательно, улучшается качество термоусаживаемых в радиальном направлении трубок, которые используют в качестве изоляции трубчатых изделий.
Формула изобретения
Устройство для непрерывной ориентации трубчатой заготовки из полимерных материалов, содержатее отдающие и принимаюшие устройства, узел раздува, включающий направляющие конуса, раздувочную .головку с обогреваемым и охлаждаемым калибрами, механизм регулируемой подачи заготовки, выполненный в виде бесконечной ленты,натянутой через направляющие конуса на направляющие и приводные ролики, о т л и- а ю щ е е с я тем,что, с целью повыше- ния производительности и улучшения качества, механизм подачи снабжен двумя парами отклоняющих роликов, установленных один на другом, каждый из которых выполнен сдвоенным на одной оси, а бесконечная лента направлена па отклоняющие ролики с переходом одной зетви на другую, причем в каждой паре диаметр одного ролика меньше другого, а оси роликов наклонены в горизонтальной плоскости на угол 3-10° в противоположные стороны относительно перпендикуляра к направлению движения трубки.
1
duCS
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления трубчатых резиновых заготовок | 1980 |
|
SU943009A1 |
| ВСЕСО.ЮЗНАЯПДТ;лП'КО-:;-Х;:^ИГ?й;^БИ5Л1'Ю'Гг;кА | 1971 |
|
SU309491A1 |
| СТАНОК ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ И ПОЛИРОВАНИЯ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1993 |
|
RU2066614C1 |
| Способ получения полимерных ориентированных полых изделий из полиолефина или поливинилхлорида | 1977 |
|
SU720896A1 |
| Устройство для изготовления изделий методом заливки теплоизолирующего полимерного материала | 1987 |
|
SU1682202A1 |
| Способ изготовления термоусаживающихся изделий из полимерного термопластичного материала | 1988 |
|
SU1684077A1 |
| Способ ленточного шлифования криволинейных поверхностей и устройство для его осуществления | 1985 |
|
SU1313661A1 |
| Способ получения пленок из полиэтилена | 1972 |
|
SU514722A2 |
| Установка для непрерывного изготовления древесностружечных плит | 1974 |
|
SU496191A1 |
| Способ изготовления термоусаживаемых изделий из поливинил-хлоридных композиций | 1978 |
|
SU853921A1 |
Изобретение относится к изготовлению изделий из полимерных материалов и может быть использовано при изготовлении термоусаживаемых трубок из радиационно и химически модифицированных материалов. Цель изобретения - повышение производительности и улучшение качества изделий. Для этого в установке для непрерывной ориентации трубчатой заготовки механизм регулируемой подачи заготовки снабжен двумя парами отклоняющих роликов, установленных один над другим, каждый из которых выполнен сдвоенным на одной оси, а бесконечная лента заправлена на отклоняющие ролики с переходом одной ветви на другую, причем в каждой паре диаметр одного ролика меньше другого, а оси роликов наклонены в горизонтальной плоскости на угол от 3 до 10° в противоположные стороны относительно перпендикуляра к направлению движения трубки. Бухта заготовки трубки устанавливается на отдающем устройстве 1, причем один конец заготовки трубки закрепляется на штуцере создания избыточного давления, а второй конец подается между отклоняющими роликами 11, 12 к направляющим конусам 4 и 5, в которых верхняя и нижняя ветви бесконечной ленты 7 принимает форму калибра раздувочной головки 6. При дальнейшем продвижении заготовка трубки, увлекаемая верхней и нижней ветвями ленты 7, попадает в обогреваемый калибр, где под воздействием температурного поля калибра (200-250°С) происходит ее разогрев до пластичного состояния, и охлаждаемый калибр, где под действием избыточного давления происходит поперечная ориентация заготовки до размера охлаждаемого калибра и ее фиксация. После выхода из раздувочной головки 6 трубка 4 подается на приемное устройство 3. 4 ил.
10
ШУ2.4
| Авторское свидетельство СССР № 325780, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Установка для раздува трубок УТТ.ОО.ООО.ПС | |||
| технический паспорт | |||
| Способ смены деревянных мостовых ферм | 1922 |
|
SU473A1 |
