Изобретение относится к обработке металлов давлением, в частности к технологии изготовления сварных труб и кабельных оболочек.
Известен способ настройки валкового агрегата для изготовления сварных труб и кабельных оболочек, включающий формовку в приводных и неприводных калибрах с постепенно изменяющейся кривизной профиля трубной заготовки вдоль очага формовки, доформовку, осадку в сварочном калибре и редуцирование оболочки до заданных размеров, а также определение и регулировку значений тянущих усилий приводных валковых клетей.
К недостатком данного способа следует отнести неравномерное распределение деформации гиба и, как следствие, неравномерное распределение тянущих усилий в приводных калибрах валкового агрегата. Кроме этого, нет методики определения энергосиловых параметров. Это не позволяет обеспечить получение качественно сформованных труб и кабельных оболочек в линии валкового агрегата.
Целью изобретения является повышение качества готовых сварных труб и кабельных оболочек.
Это достигается тем, что согласно способу настройки валкового агрегата для изготовления сварных труб и кабельных оболочек, включающему формовку в приводных и неприводных калибрах с постепенно изменяющейся кривизной профиля трубной заготовки вдоль очага формовки, деформовку, осадку в сварочном калибре и редуцирование оболочки до заданных размеров, определение и регулировку значений тянущих усилий приводных клетей выбирают закрытую валковую клеть с максимальным тянущим усилием, определяют разницу значений тянущих усилий между выбранной и остальными приводными клетями и ширины зон отставания и опережения контактной поверхности валков с трубной заготовкой по зависимости:
B где * - индекс верхнего (В) или индекс нижнего (Н) валка;
где * - индекс верхнего (В) или индекс нижнего (Н) валка;
Foni*1 - контактная площадь опережения валка в i-ой клети, обеспечивающая заданное приращение величины тянущего усилия, Н.
Fотi* - контактная площадь отставания валка в i-ой клети, обеспечивающая заданное приращение величины тянущего усилия, Н.
Li - суммарная длина входного и выходного участка контактного отпечатка в i-ой клети, мм;
Bs - ширина трубной заготовки, мм, и обеспечивают равенство тянущих усилий по приводным клетям изменением значений угловых скоростей по зависимости;
ω
ω где Vлин - линейная скорость движения полосы;
где Vлин - линейная скорость движения полосы;
Rвi - радиус калибра верхнего валка в i-ой клети, мм,
Rнi - радиус калибра нижнего валка в i-ой клети, мм;
Bопiв - ширина зоны опережения в i-ой клети верхнего валка, мм;
Bотiн - ширина зоны отставания нижнего валка j-ой клети, мм;
Dдiв - диаметр по дну калибра верхнего валка i-ой клети, мм;
Dдiн - диаметр по дну калибра нижнего валка i-ой клети, мм.
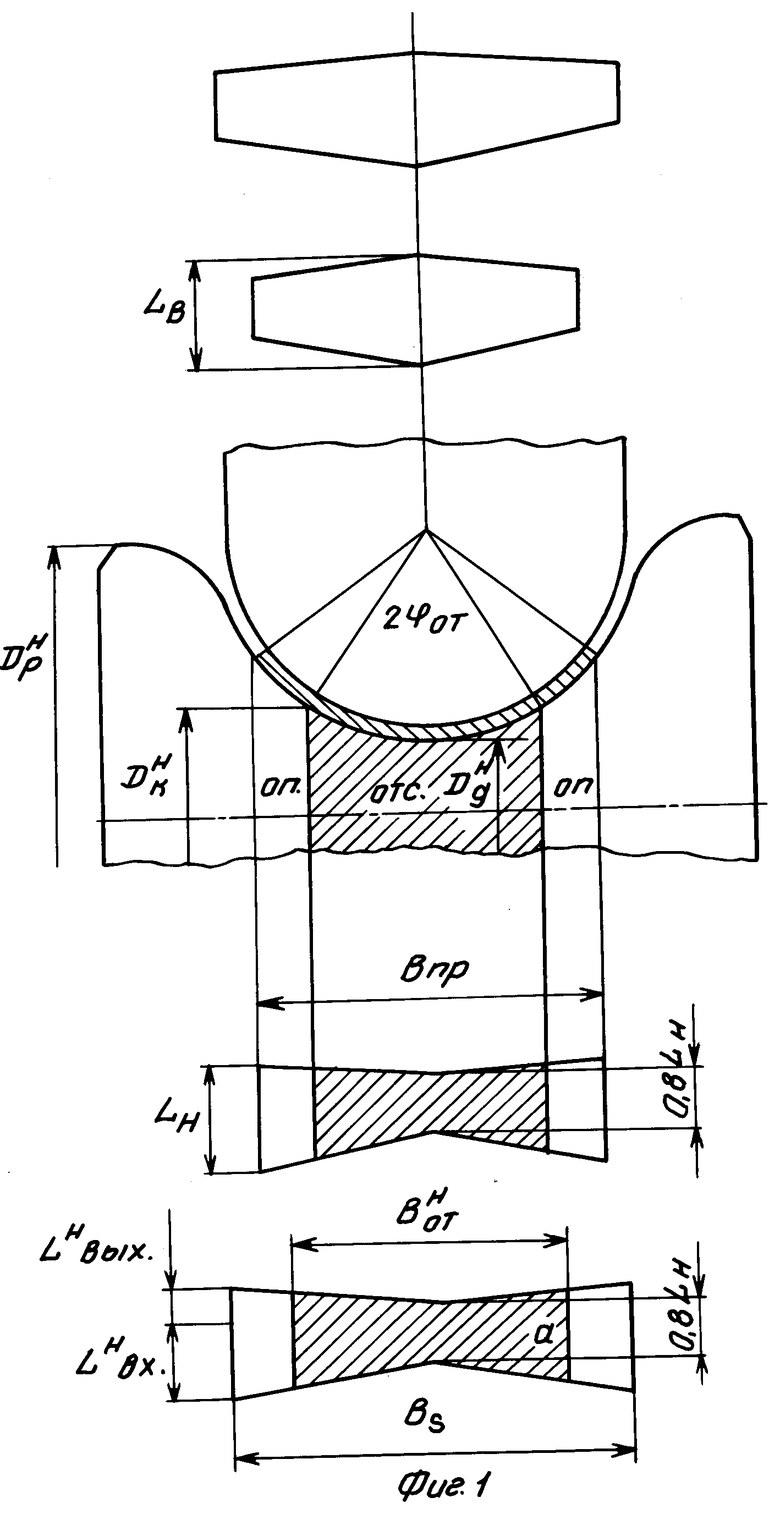
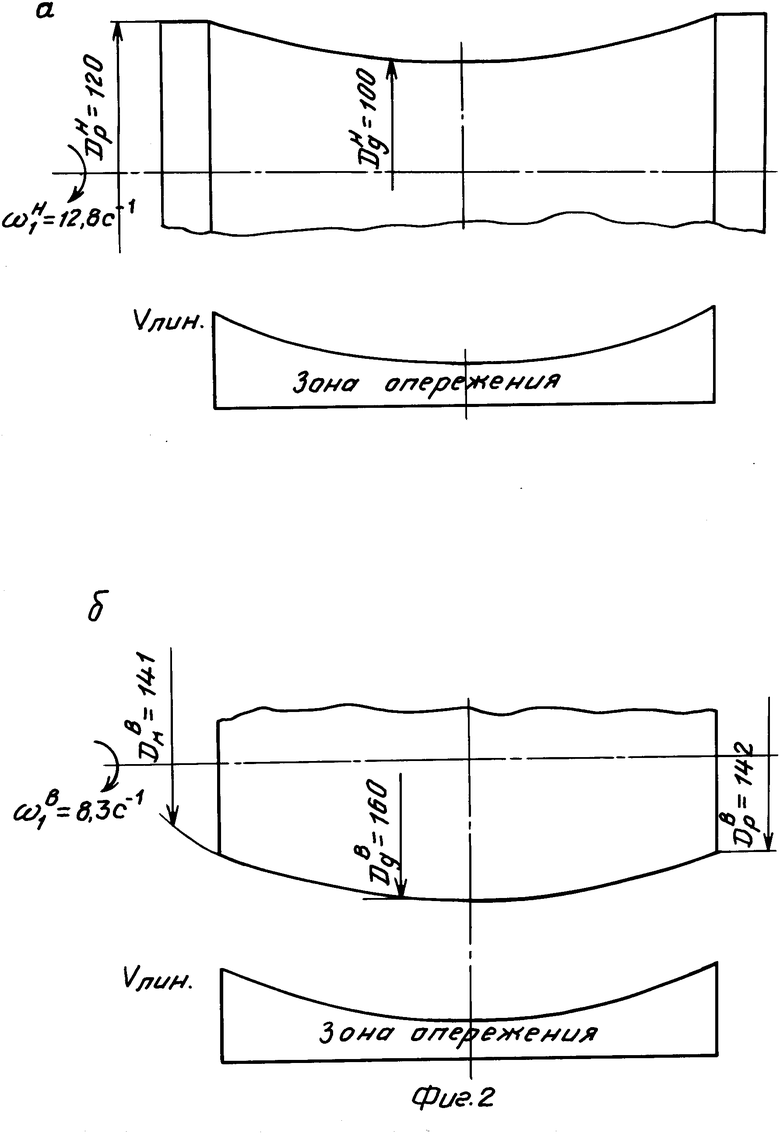
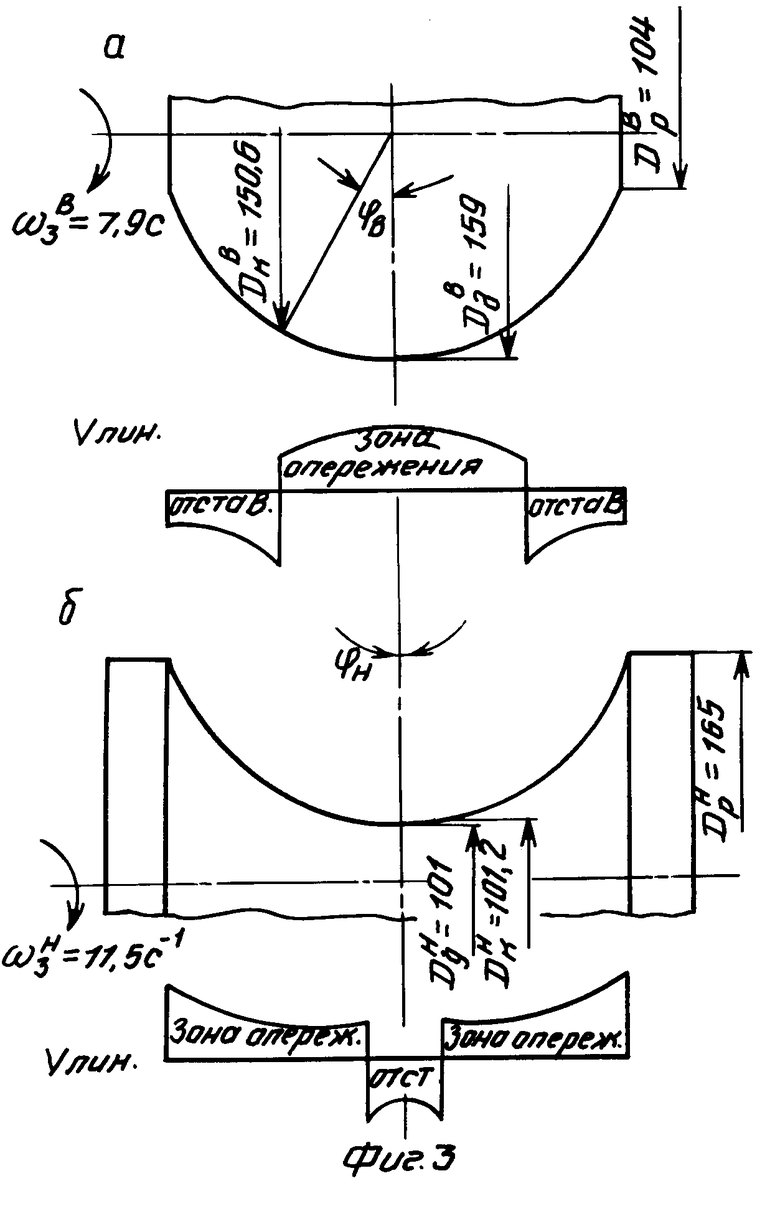
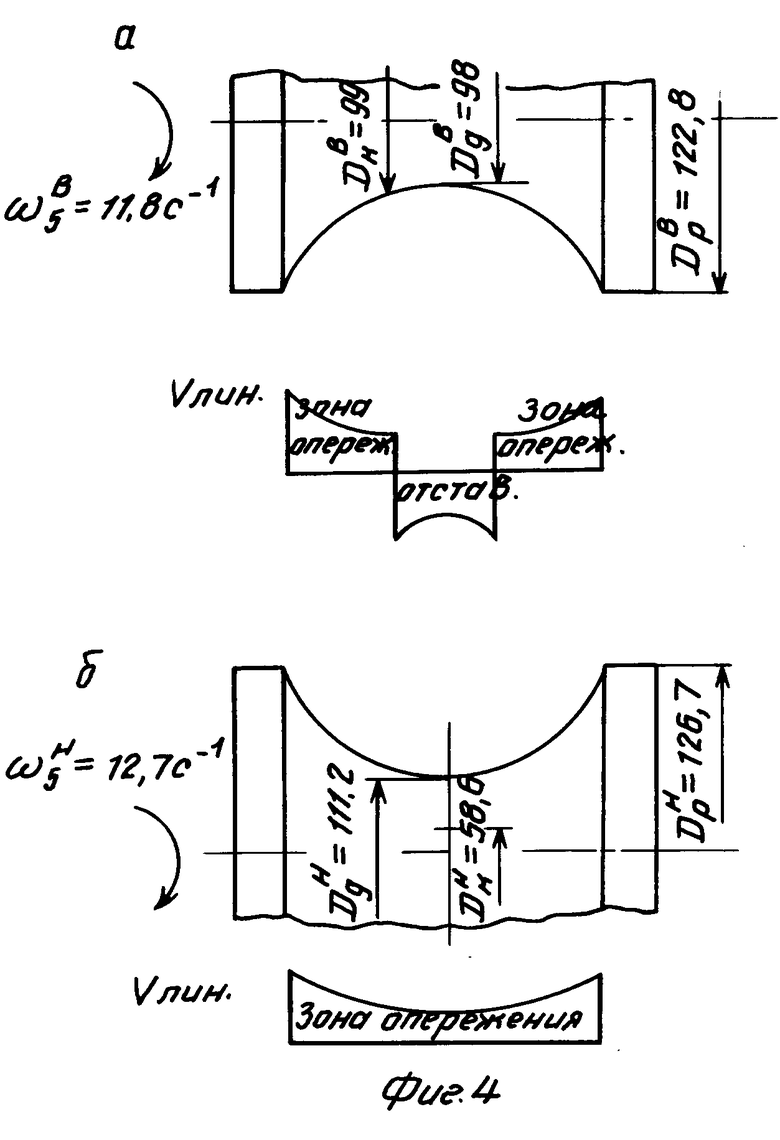
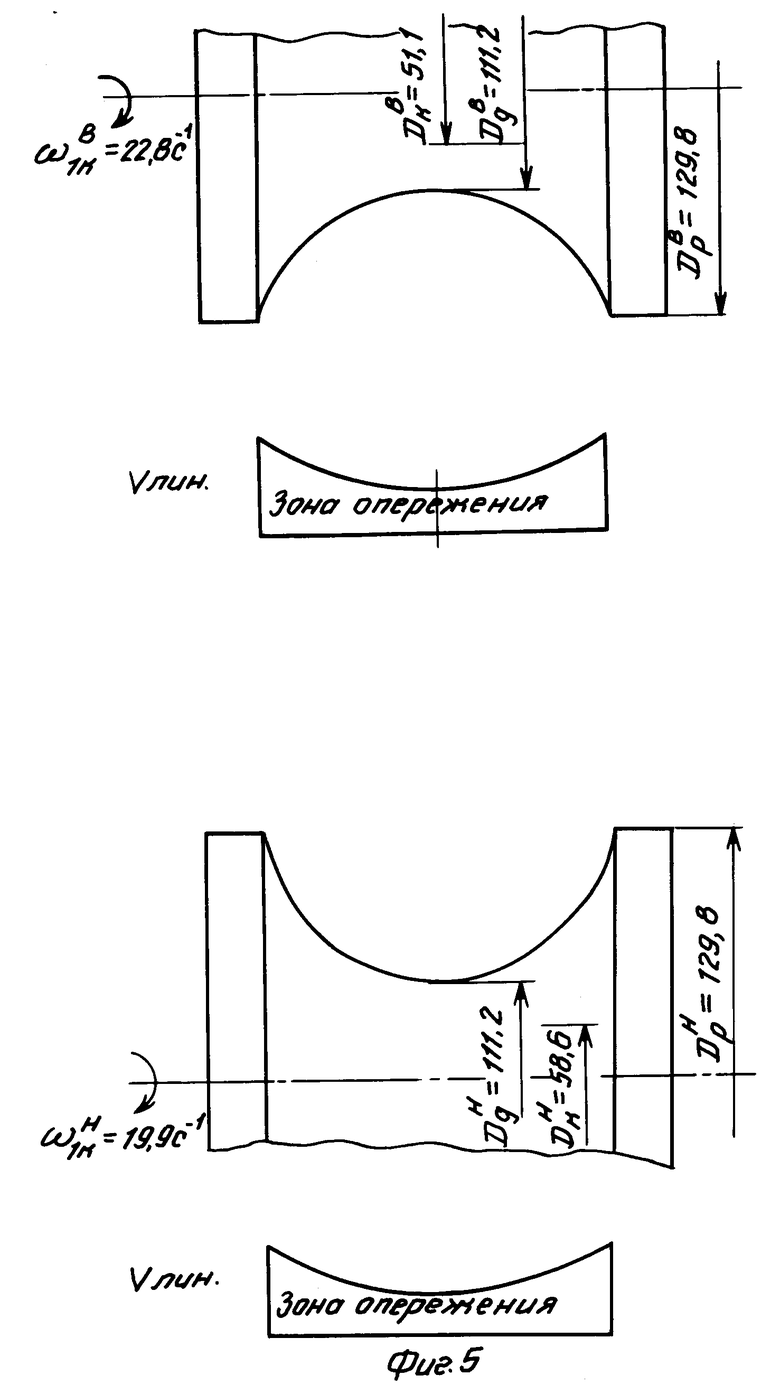
На фиг. 1 приведены основные характеристики контактных площадей (по экспериментальным данным); на фиг. 2-4 - геометрические и кинематические параметры для верхнего и нижнего валков соответственно первой, третьей и пятой клетей формовочного стана; на фиг.5 - геометрические и кинематические параметры для валков первой клети калибровочного стана; на фиг.6 и 7 - схема нагрузки по приводным клетям (по способу-прототипу) агрегата АК10-35 на заводе "Москабель"; на фиг. 8 и 9 - схема настройки по предложенному способу того же агрегата АК 10-35 и оболочки диаметром 19х1 мм (алюминиевой).
Выбор закрытого валкового калибра с максимальным тянущим усилием, как уровня для изменения значений тянущих усилий других приводных калибров объясняется следующим: во-первых, закрытые клети имеют минимальную площадь контакта (охват заготовки инструментом только по наружной поверхности), что ограничивает тянущие возможности; во-вторых, выбирают клеть с максимальным значением тянущего усилия, так как для данной схемы и калибровки инструмента наиболее эффективно использованы активные силы трения именно на формовку трубной заготовки.
Уравнивание значений тянущих усилий по всем приводным клетям за счет изменения кинематических параметров валковых калибров позволит полностью исключить наличие участков подпора и натяжения, что повышает качество готовой сварной трубы или оболочки.
Уравновесив схему, необходимо настроить (изменить) угловые скорости вращения деформирующих валков, что позволит в дальнейшем без дополнительной коррекции реализовать предложенный способ, получить высокое качество кабельных оболочек (или труб) за счет уравновешенной приводной схемы изготовления.
Тянущее усилие в i-ой клети складывается из двух составляющих :составляющей гиба и кинематической составляющей:
Ттянi = Тгi + Тсинi (1) и находится по формуле:
T -
-  + K·P
+ K·P - F
- F (2) где Вs - ширина полосы, мм;
(2) где Вs - ширина полосы, мм;
Sт - толщина стенки трубы, мм;
Рs - сопротивление сдвига;
Ri - радиус калибра в i-ой клети, мм;
Ri-1 - радиуса калибра в (i-1)-ой клети, мм;
К - коэффициент трения по Прандтлю;
Fопi - площадь зоны опережения в i-ой клети, мм2;
Fотi - площадь зоны отставания в i-ой клети, мм2.
Согласно предлагаемому способу, считаем
T -
-  = const так как комплекс инструмента не меняют и, следовательно кривизна гиба (формовки) остается неизменной, тогда
= const так как комплекс инструмента не меняют и, следовательно кривизна гиба (формовки) остается неизменной, тогда
Ттянi = Тгi + К(-Fопi + Fотi), (3) где К = K˙Ps.
Разницу значений тянущих усилий между выбранным в закрытой клети и остальными приводными клетями определяют по формуле:
ΔТi = TБ3кл - Ттянi (4)
Корректировку значений тянущих усилий осуществляют за счет увеличения или уменьшения площади зоны отставания, т.е.
ΔTi = ±K Fотi , (5) тогда значения скорректированных тянущих усилий определяются следующим образом:
Ттянскор.i = Ттянi ±ΔTi = Tгi + K(-Fопi' + Fотi'), (6) где Fопi' и Fотi' - площади опережения и отставания, обеспечивающие заданное приращение величины тянущего усилия.
Отсюда имеем
- F (7)
(7)
Площадь зон опережения и отставания калибра в i-й клети складывается из суммы соответствующих зон по верхнему и нижнему валкам:

 (8)
(8)
В сумме зоны опережения и отставания по соответствующему валку калибра не могут превышать полную площадь контакта формуемой полосы с валками:


 (9)
(9)
Для простоты регулировки, считая Fопilв и Fотilв известными и равными базовым значениям, находим Fотilн и Fопilн.
Согласно формулы (7, 8) получают
-F
Поскольку приняли, что значения контактных площадей и их кинематические характеристики для верхнего валка неизменны и известны, получают
_F
Получают систему уравнений:




 (10) подставляя первое уравнение системы во второе, получают:
(10) подставляя первое уравнение системы во второе, получают:
Зная Fопilн и Fотilн находим соответствующие им ширины зон опережения и отставания по нижнему валку (Вопн и Вотн).
Согласно фиг.1 имеем систему уравнений:

 (11) из первого уравнения системы (11)
(11) из первого уравнения системы (11)
ai=  - 0,8 Li из третьего уравнения системы (11):
- 0,8 Li из третьего уравнения системы (11):
Вопiн = Bs - Bотiн .
Подставляя все это во второе уравнение системы, после преобразований получают:
 (BS-B
(BS-B
2F 0,2 Li+
0,2 Li+  (BS-B
(BS-B
2F Bs- 0,2LiB
Bs- 0,2LiB
2FопiнВопiн - 0,2LiBsBотiн - 2FотiнBs + +0,2Li(Bотiн)2 +
2FотiнBотiн = 0
0,2Li(Bотiн)2 + Вотiн(2Fопiн - 0,2LiBs + +2Fотiн) - 2FотiнВs = 0
Решая полученное квадратное уравнение относительно Bотiн получают:
D = (2Fопiн - 0,2LiBs + 2Fотiн)2 + 4˙0,2Li˙2FотiнBs = (2Fопiн - 0,2LiBs + 2Fотiн)2 + 1,6LiFотiнBs.
Таким образом
B
Угол, ограничивающий половину ширины зоны отставания по нижнему валку (ϕ нотс), равен:
ϕ или ϕ
или ϕ , что видно из фиг.1
, что видно из фиг.1
arccos  =
= 
 = cos
= cos 
R
D 1 - cos
1 - cos  + D
+ D
Угол ϕвоп, ограничивающий половину ширины зоны опережения по верхнему валку, равен:
ϕ или ϕ
или ϕ
arccos  =
= 
Отсюда находим
R _ RВ+ R
_ RВ+ R
D cos
cos  - 1
- 1 + D
+ D
Зная Dкв и Dкн, находим угловые скорости
ωB = 
 =
=
Сущность способа настройки валкового агрегата заключается в следующем.
Определяют габаритные размеры агрегата, количество приводных клетей, проводят анализ существующей калибровки валкового инструмента. Составляют таблицу калибровки. Затем с помощью тахометра замеряют частоту вращения валков деформирующих калибров. По данным измерений производят расчет кинематических и энергосиловых параметров: ω - угловая скорость вращения валка, Dк - катающий диаметр, Воп - ширина зоны опережения, Вот - ширина зоны отставания, Fоп - площадь зоны опережения, Fот - площадь зоны отставания, Ттян - суммарное тянущее усилие, Тг - усилие гибе, Ткин - кинематическая составляющая тянущего усилия.
В результате расчетов определяют полную картину приложения внешних усилий по заводскому (действующему или базовому) варианту, определяющих процесс гиба и транспортировки полосы (ленты) вдоль валковых калибров агрегата и выявляем участки принудительного подпора и натяжения.
Из полученной силовой схемы выбирают закрытый валковый калибр с максимальным тянущим усилием для данной схемы и калибровки агрегата. Затем уравнивают значения тянущих усилий по всем приводным валковым клетям изменением кинематических параметров валков, перераспределяя значения площадей опережения и отставания. Нужного положения катающего диаметра по валкам калибра добиваются, изменяя значения угловых скоростей привода валков.
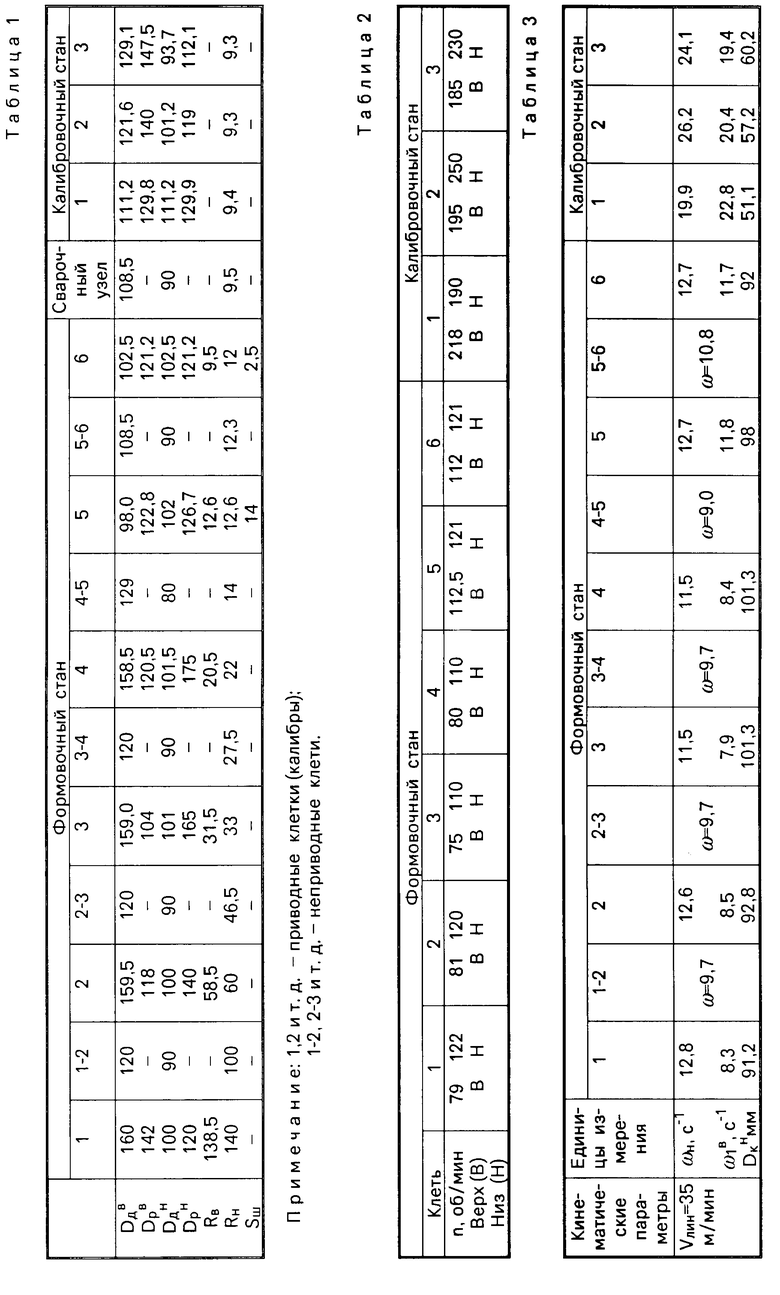
П р и м е р. Схема формовки агрегата АК 10-35 "Москабель" для сварной алюминиевой кабельной оболочки диаметром 19х1 мм; Bs = 62 мм; Ps= 35 н/мм2. АК (агрегат кабельный) содержит в своем составе формовочный стан, имеющий шесть приводных клетей и пять вертикальных холостых, и калибровочный стан, состоящий из трех рабочих приводных клетей и двух вспомогательных (вертикальных) холостых клетей. Калибровка валков однорадиусная, геометрические параметры представлены в табл.1.
Проведен расчет кинематических и энергосиловых параметров АК 10-35 для средней скорости сварки Vлин = 35 м/мин. Данные экспериментальных измерений частоты вращения валков деформирующих калибров, выполненных тахометром ТЧ 10-Р при Vлин = 35 м/мин, сведены в табл.2.
Пример расчета кинематических параметров приведен для двух открытых горизонтальных клетей, одной эджерной и одной закрытой клети формовочного стана.
Клеть 1
nн = 122 об/мм; ωН=  ; ωН=
; ωН=  = 12,8 с-1
= 12,8 с-1
R ; R
; R = 45,6 мм
= 45,6 мм
Dкн = 91,2 мм
Как видно из фиг. 2а, вся площадь контакта формуемой полосы с нижним валком находится в зоне опережения, поскольку D1кн = 91,2 мм, что меньше величины D1дн = 100 мм.
nк = 79 об/мм;
ωВ=  = 8,27 c-1; R
= 8,27 c-1; R = 70,5 мм
= 70,5 мм
Вся площадь контакта верхнего валка с полосой находится в зоне опережения, т.к. D1кв = 141 мм меньше величины D1рв= 142 мм, что показано на фиг. 2б.
Клеть 1-2
ω1-2=  ; ω1-2=
; ω1-2=  = 9,7 с-1
= 9,7 с-1
Клеть 3
nв = 75 об/мин;
ωВ=  = 7,85 с-1; R
= 7,85 с-1; R = 75,3 мм
= 75,3 мм
D3кв = 150,6 мм, что больше величины D3рв = 104 мм, но меньше величины D3дв = =159 мм, следовательно существует две зоны по площади контакта верхнего валка - зона опережения и отставания (см.фиг.3а).
Найдем протяженность этих зон.
ϕВ= arccos  = 0,52 рад
= 0,52 рад
Вопв = 2Rвϕ в; Вопв = 2˙31,5˙0,52 = 32,9 мм
Вотв = Bs - Bопв Вотв = 62 - 32,9 = 29,1 мм
n = 110 об/мм; ωн = 11,5 с-1; Rкн = 50,6
ϕН= arccos  = 0/091 рад
= 0/091 рад
Вотн = 6 мм, Вопн = 62 - 6 = 56 мм.
Клеть 5
nв = 112,5 об/мм;
ωВ=  = 11,8 с-1
= 11,8 с-1
R5кв = 49,5 мм; D5кв = 99 мм
Значение катающего диаметра верхнего валка меньше диаметра по реборде, но больше диаметра по дну калибра (Dspв = =122,8 мм,Dд5в = 98 мм), следовательно, существуют две зоны контакта (фиг.4а).
ϕВ= arccos  = 0,28 рад
= 0,28 рад
В5кн = π Rн - 0,25˙2; Вкв5 = π ˙ 12,6 - 0,25˙2 = 39 мм
Вкв = Вs - Вкн; Вкв5 = 62 - 39 = 23 мм.
Вкв и Вкн - ширина зоны контакта трубной заготовки с верхним и нижним валком соответственно
Вот5в = 2˙12,6 - 0,28 = 7,1 мм; Воп5в = 23 - 7,1 = 15,9 мм
nн = 121 об/мин; ωн = 12,7 с-1; Rкн = 46 мм .
Из фиг.4б видно, что вся площадь контакта по нижнему валку находится в зоне опережения, так как Dкsн = 92 мм меньше величины Dд5н = 102 мм.
Пример расчета кинематических параметров калибровочного стана проведен для одной клети.
Клеть 1
nн = 190 об/мин;
ωн=  = 19,9 с-1;
= 19,9 с-1;
R = 29,3 мм
= 29,3 мм
Величина Dкн = 58,6 мм меньше величины Dдн = 111,2 мм, поэтому вся зона контакта нижнего валка с формуемой полосой находится в зоне опережения (фиг.5).
Поскольку Dкв = 51,1 мм меньше величины Dув = 121,6 мм, то вся зона контакта верхнего валка с полосой находится в зоне опережения.
Расчеты для остальных клетей проводятся аналогично, результаты сведены в табл.3.
Расчет тянущих усилий при существующей схеме формовки
T + 35·0,001
+ 35·0,001 -368,3·2+0+0
-368,3·2+0+0 =
=
= 2170  - 0,035·736,6 = 7,75- 25,8= -18,05 M
- 0,035·736,6 = 7,75- 25,8= -18,05 M
T -
- 
 + 35·0,001
+ 35·0,001 -591,5·2+0-0
-591,5·2+0-0 =
=
= 7,2-41,4 = -34,2 H
T -
-  + 0,035 (-718,4-501,3+79,5)+296,6=
+ 0,035 (-718,4-501,3+79,5)+296,6=
= 9,5 +0,035 (-1219,7 + 376,1)= 9,5 - 29,5 = - 20 H
T -
-  + 0,035 (-969,06·2+070)= 9,9-67,8 =
+ 0,035 (-969,06·2+070)= 9,9-67,8 =
= -57,9 H
T -
-  + 0,035 (-409-308,5+37,5+0) =7,8-23,8 =
+ 0,035 (-409-308,5+37,5+0) =7,8-23,8 =
= - 16 H
T -
-  + 0,035 (-300,3-285,9+0+0)= 2,2-20,6 =
+ 0,035 (-300,3-285,9+0+0)= 2,2-20,6 =
= -18,4 H
На фиг. 5, 6 представлена силовая схема, полученная при реализации заводской калибровки (базового способа настройки). Неравномерность распределения тянущих усилий по клетям приводит к созданию опасных "неустойчивых" участков формовки, что может приводит к гофрообразованию.
Между первой и второй клетью возникает дополнительное растяжение, приводящее на следующем участке 2-3 - к подпору, в результате чего возрастает нагрузка на оборудование, увеличивается износ инструмента, снижается стабильность процесса прохождения полосы.
Участок 3-4 - чрезмерное дополнительное растяжение, приводящее на участке между четвертой и пятой клетями к подпору, между пятой и шестой клетями возникает небольшое растяжение.
Такая схема при изготовлении кабельных оболочек приводила к периодическому гофрированию.
Недостатки являются результатом неравномерного распределения тянущих сил вдоль формовочного стана, что приводит к снижению качества сварных кабельных оболочек и соответственно к увеличению отходов ленты.
Для устранения недостатков уравнивают тянущие усилия по всем приводным клетям согласно предлагаемого способа.
Первоначально выбирают валковый калибр с оптимальным тянущим усилием для данной схемы и калибровки по специально разработанным критериям:
усилие должно быть выбрано в закрытым клетях, так как они имеют минимальную площадь контакта (охват только по наружной поверхности), что ограничивает тянущие возможности (Fнmin6кл = 300,3 мм2);
выбирают клеть с максимальным значением тянущего усилия, так как для данной схемы и данного комплекта инструмента наиболее эффективно использованы активные силы трения именно на формовку (гиб) трубной заготовки (Ттян6 = 18,4 Н).
Из расчетов и схемы нагрузки видно, что данным критериям удовлетворяет шестой валковый калибр.
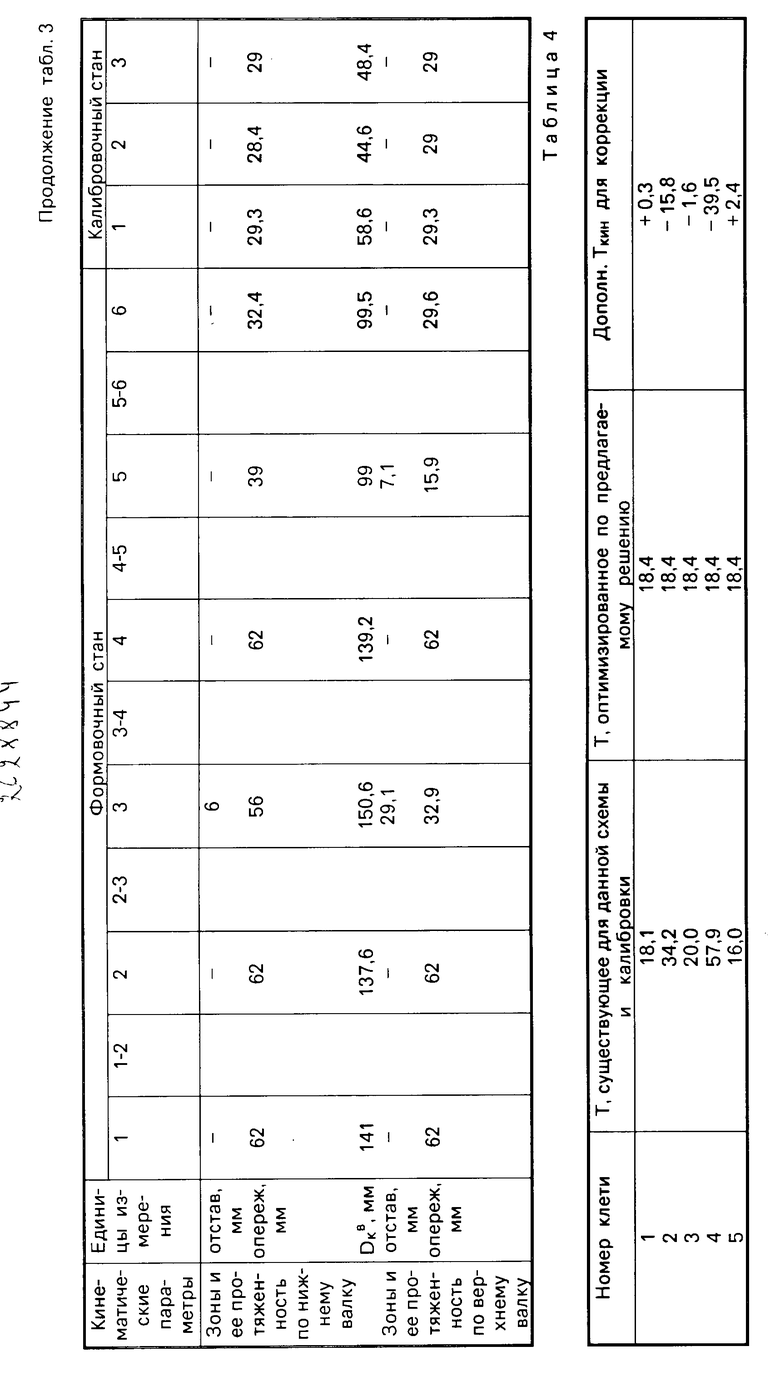
Сравнительный анализ тянущих усилий по приводным клетям представлен в табл.4.
Знак "минус" перед значением дополнительной Ткин, указывает на то, что оптимизированного тянущего усилия можно достигнуть, уменьшив существующее усилие на соответствующую величину, за счет увеличения площади отставания.
Тянущее усилие в 1-ой формовочной клети оставляем без изменений
Ттян1кл ≈ Ттян6кл (18,1H ≈ 18,46).
Определяют разницу значений тянущих усилий между выбранным в качестве оптимального и усилием во 2-ой клети
ΔТ2кл = Ттян6кл - Ттян2кл-= -18,4 + 34,2 = 15,8Н
Согласно формулам (7, 8, 9) получают систему уравнений, при этом для простоты регулировки площади по нижнему валку считают заданными -
-

Fотн = 161 мм2; Fопн = 430,5 мм2; Fполн.2 = 591,5 мм2 =
=
Fотв = 591,5 - 526,7 = 64,8 мм2
Fопв = 526,7 мм2; Fот2в = 64,8 мм2
Находим величины зон по ширине контакта, при которых достигаются такие площади
B -2·526,7+0,2·10,6·62-2·64,8+
-2·526,7+0,2·10,6·62-2·64,8+ (2·526,7-0,2·10,6·62-2·64,8)2+
(2·526,7-0,2·10,6·62-2·64,8)2+  051,56+
051,56+  1105778,43+
1105778,43+
Вот2в = 8 мм; Воп2в = 62 - 8 = 54 мм
B -2·430,5+0,2·10,6·62-2·161-
-2·430,5+0,2·10,6·62-2·161- (2·430,5-0,2·10,6·62+
(2·430,5-0,2·10,6·62+ 2
2 10,6 =
10,6 =
Вот2н = 18,3 мм; Вопн = 43,7 мм
Зная ширины зон отставания и опережения, находим катающие диаметры
D cos
cos  - 1
- 1 + 159,5 = 147,3 мм
+ 159,5 = 147,3 мм
D 1 - cos
1 - cos  + 100 = 101/4 мм
+ 100 = 101/4 мм
Угловые скорости для новой силовой схемы
ωB=  = 7,9 с-1 ; nВ=
= 7,9 с-1 ; nВ=  = 75,6 об/мм
= 75,6 об/мм
ωН=  = 11,5 с-1; hн = 110 об/мм
= 11,5 с-1; hн = 110 об/мм
Уравняем тянущее усилие в 3-ей клети.
Разница значений тянущих усилий между выбранным и усилием в 3-й клети равна
ΔТ3кл = Ттян6кл - Ттян3кл = -18,4 + 20 = 1,6 Н
Считая известными площади зон опережения и отставания по верхнему валку, находят Fопнl и Fотнl из системы уравнений (10)
Fопв' = 501,3 мм2; Fотв' = 296,6 мм2; Fполн.з = 797,9 мм2
F -
-  =
=
=398,95 -  = 695,2 мм2
= 695,2 мм2
Fотзн' = 797,9 - 695,2 = 102,7 мм2
Находят ширины зон отставания и опережения
B -2·695,2+0,2·14,3·62-2·102,7+
-2·695,2+0,2·14,3·62-2·102,7+ (2·695,2-0,2·14,3·62+
(2·695,2-0,2·14,3·62+ 2
2 2
2 )
) +
+ 1
1 14,3·102,7·62
14,3·102,7·62 /2·0,2·14,3 =
/2·0,2·14,3 =  =
=
Вопн = 53 мм
B -2·501,3+0,2·14,3·62-2·296,6+
-2·501,3+0,2·14,3·62-2·296,6+ (2·501,3-0,2·14,3·62+
(2·501,3-0,2·14,3·62+ 2
2 3
3 2
2 /2·0,2·14,3 =
/2·0,2·14,3 =
Вопв = 37,3 мм
Находят катающие диаметры: =
=
 -
- 159=138мм
159=138мм
D 1 - cos
1 - cos  + 101 = 103/54 мм
+ 101 = 103/54 мм
ωB=  = 8,5 с-1 nв = 81,2 об/мм
= 8,5 с-1 nв = 81,2 об/мм
ωН=  = 11,3 c-1 nн = 107,6 об/мм
= 11,3 c-1 nн = 107,6 об/мм
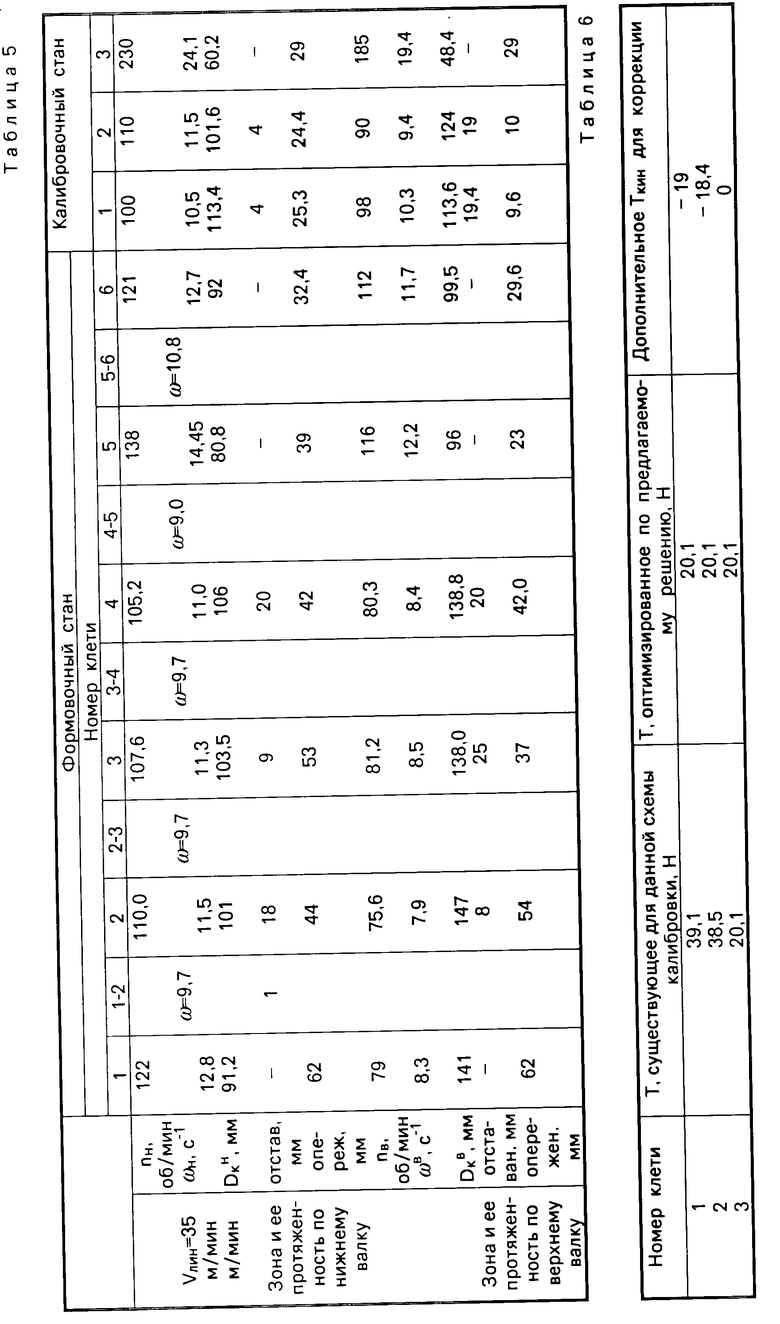
Расчеты для остальных клетей проводятся аналогично. Результаты расчетов новой схемы сведены в табл.5.
Расчет тянущих усилий при существующей схеме проводят для калибровочного стана
 2·1·35
2·1·35 -
-  + 35·0,001(-1152,1·2+0-0)= 1,2-40,3=
+ 35·0,001(-1152,1·2+0-0)= 1,2-40,3=
T -
-  + 0,035·(-1088-1183,9+0-0)= -38,5 H
+ 0,035·(-1088-1183,9+0-0)= -38,5 H
T -
-  + 0,035(-532,5-616,4+0-0)= - 20,1 H
+ 0,035(-532,5-616,4+0-0)= - 20,1 H
Анализ заводского варианта схемы нагрузки по приводным клетям АК 10-35, представленный на фиг. 5, 6 показывает, что из-за неравномерности тянущих усилий на участке между второй и третьей клетями калибровочного стана возникает подпор, что может привести к гофрообразованию, снижению качества готовой оболочки, проскальзыванию ленты в формовочном стане и др.
Уравняем тянущие усилия по клетям калибровочного стана. В качестве оптимального целесообразно выбрать клеть калибровочного стана с усилием, превышающим тянущее усилие формовочного стана, чтобы компенсировать сопротивление шовонаправляющей клети, сварочного узла, гратоснимателя и т.д. и обеспечить стабильную подачу готового кабеля в сварной оболочке для намотки на барабаны.
Этим требованиям удовлетворяет третья клеть калибровочного стана.
Проведенный анализ показывает (см.табл.6)
Знак "минус" перед величиной дополнительной Ткин указывает на то, что оптимизированное тянущее усилие можно получить, уменьшив существующее усилие на соответствующую величину за счет увеличения площади отставания.
Уравнивание тянущих усилий по клетям калибровочного стана проводится аналогично формовочному.
Внедрение предложенного способа настройки валкового агрегата позволяет создать уравновешенную по приводным клетям силовую тянущую схему, т.е. исключить на межклетьевом расстоянии участков "подпора" и "натяжения". Это позволяет создать устойчивую схему непрерывной формовки, сварки, калибровки (редуцирования) и намотки готового кабеля. Эти выводы сделаны по результатам выпуска опытной партии.
Сравнительно со способом-прототипом качество кабеля (выход годного по сварной оболочки, оцениваемый по герметичности и по раздаче на конусе) улучшилось на 14-16%, отходы алюминиевой ленты снизились на 2,93%, потери рабочего времени на наладку технологического процесса на агрегате уменьшилось на 29,8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ И КАБЕЛЬНЫХ ОБОЛОЧЕК | 1990 |
|
RU2019329C1 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1992 |
|
RU2020009C1 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| СПОСОБ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ | 1991 |
|
RU2019330C1 |
| СПОСОБ ХОЛОДНОГО РЕДУЦИРОВАНИЯ СВАРНЫХ ТРУБ И КАБЕЛЬНЫХ ОБОЛОЧЕК | 1992 |
|
RU2019326C1 |
| СПОСОБ ХОЛОДНОГО РЕДУЦИРОВАНИЯ СВАРНЫХ ТРУБНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015755C1 |
| Способ диагностики и настройки валков в клетях трубосварочных агрегатов | 1990 |
|
SU1745390A1 |
| Формовочный стан трубоэлектросварочного агрегата | 1987 |
|
SU1417951A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |




Использование: при изготовлении сварных труб и кабельных оболочек. Сущность изобретения: определяют и регулируют значения тянущих усилий приводных валков клетей. При определении выбирают закрытую валковую клеть с максимальным тянущим усилием. Определяют разницу значений тянущих усилий между выбранной и остальными приводными клетями и ширины зон отставания и опережения контактной поверхности валков с трубной заготовкой по приведенной зависимости. При регулировке обеспечивают равенство тянущих усилий по приводным клетям, изменяя значения угловых скоростей по определенной зависимости. 9 ил., 6 табл.
СПОСОБ НАСТРОЙКИ ВАЛКОВОГО АГРЕГАТА для изготовления сварных труб и кабельных оболочек, при котором осуществляют определение и регулировку значений тянущих усилий приводных валковых клетей, отличающийся тем, что, с целью повышения качества готового изделия, при определении устанавливают разницу значений тянущих усилий между указанным значением закрытой валковой клети с максимальным тянущим усилием и значениями тянущих остальными приводными клетями и ширины зон отставания и опережения контактной поверхности валков с трубной заготовкой по зависимости
где * - индекс верхнего (В) или индекс нижнего (Н) валков; - контактная площадь опережения валков i-й клети, обеспечивающая заданное приращение величины тянущего усилия, Н;
- контактная площадь опережения валков i-й клети, обеспечивающая заданное приращение величины тянущего усилия, Н; - контактная площадь отставания валка в i-й клети, обеспечивающая заданное приращение величины тянущего усилия, Н;
- контактная площадь отставания валка в i-й клети, обеспечивающая заданное приращение величины тянущего усилия, Н;
Li - суммарная длина входного и выходного участков контактного отпечатка в i-й клети, мм;
Bs - ширина трубной заготовки, мм,
а при регулировке обеспечивают равенство тянущих усилий по приводным клетям, изменяя значения угловых скоростей по зависимости
где Vлин - линейная скорость движения полосы;
Rвi - радиус калибра верхнего валка в i-й клети, мм;
Rнi - радиус калибра нижнего валка в i-й клети, мм;
B
B
D
D
| Матвеев Ю.М | |||
| и Ваткин Я.Л | |||
| Калибровка инструмента трубных станков | |||
| Металлургия, 1970, с.399-404. |
