Изобретение относится к оборудованию мясной промышленности и может быть использовано на предприятиях мясомолочной и рыбной промышленности при изготовлении вареников, мясных и рыбных пельменей, пирожков, пончиков и других хлебобулочных изделий.
Известно устройство для изготовления пельменей [1] содержащее формующую головку для формирования тестовой трубки с начинкой, штампующий барабан и конвейер для отвода изделий. Скорость конвейера синхронизирована с линейной скоростью выхода тестовой трубки из формующей головки. Штампующий барабан не имеет привода и приводится во вращение движущимся конвейером с тестовыми трубками.
Недостатком указанного устройства является возможность отставания штампующего барабана относительно движущейся ленты транспортера, при этом происходит деформация трубок, нарушение качества и внешнего вида готовых изделий, несоответствие их требованиям ГОСТа. Кроме того, устройство не обеспечивает полное разделение изделий друг от друга и надежный защип краев.
Известна линия для производства изделий из теста с начинкой [2] содержащая механизм образования тестовой трубки с начинкой, замкнутый ленточный конвейер для перемещения изделий, штамповочные диски для формования изделий, расположенные над верхней ветвью ленты, и скороморозильный аппарат, при этом штамповочные диски снабжены приводом для сообщения им вращения.
Недостатком указанной линии является то, что в связи с тем, что лента транспортера и штампующие диски имеют самостоятельные приводы, не обеспечивается полная синхронизация их перемещения, следовательно возможно отставание линейной скорости штампующей поверхности дисков от скорости перемещения ленты, а значит деформация тестовых трубок и изделий.
Кроме того, устройство не обеспечивает полное разделение изделий друг от друга и защип краев тестовой оболочки. Все это снижает качество готовых изделий.
Задачей изобретения является улучшение качества изделий за счет обеспечения надежного их разделения и защипа краев тестовой оболочки путем гарантированного опережения линейной скорости штампующей поверхности барабана относительно ленты транспортера.
Заявленная линия для изготовления изделий из теста содержит механизм образования тестовых трубок с начинкой, замкнутый ленточный транспортер для перемещения изделий с приводным и натяжным барабанами, приводной штампующий барабан для формования изделий, связанный с приводом вращения и размещенный над лентой транспортера.
Согласно изобретению линейная скорость штампующей поверхности барабана превышает линейную скорость транспортера.
Соотношение между произведением диаметра и частоты вращения штампующего барабана и произведением диаметра и частоты вращения барабана транспортера лежит в пределах: 1,01. 1,05 где Dш диаметр штампующего барабана;
1,01. 1,05 где Dш диаметр штампующего барабана;
ηш частота вращения штампующего барабана;
Dт диаметр барабана транспортера;
ηт частота вращения барабана транспортера.
Привод вращения штампующего барабана выполнен в виде кинематической связи между барабаном транспортера и штампующим барабаном.
Выполнение величины линейной скорости штампующего барабана больше величины линейной скорости ленты транспортера обеспечивает гарантированное опережение и проскальзывание штампующей поверхности относительно ленты и способствует наилучшему разделению готовых изделий и защиту краев тестовой оболочки.
На чертеже изображен общий вид линии.
Линия для изготовления изделий из теста с начинкой содержит механизмы образования тестовых трубок с начинкой 1, замкнутый ленточный транспортер, включающий натяжной 2 и приводной 3 барабаны, бесконечную ленту 4 и привод (не показан). Далее по ходу движения ленты размещен обдув 5 для подсушивания поверхности трубок. На кронштейне 6 консольно закреплен штампующий барабан 7, который лежит на ленте 4 транспортера. Под ним установлен опорный барабан 8, свободно с возможностью вращения установленный на оси и служащий опорой для штампующего барабана 7. Штампующий барабан кинематически связан с барабаном 3 через звездочки 9, 10, 11, 12, цепи 13, 14 и шестерни 15 и 16. Диаметры штампующего барабана транспортера 3, а также число зубьев звездочек 9.12 и шестерен 15, 16 выбрано таким, чтобы обеспечить равенство: 1,01. 1,05 где Dш диаметр штампующего барабана 7;
1,01. 1,05 где Dш диаметр штампующего барабана 7;
ηш частота вращения штампующего барабана 7;
Dт диаметр барабана транспортера 2;
ηт частота вращения барабана транспортера 2.
При выполнении этого равенства линейная скорость штампующей поверхности барабана 7 будет превышать скорость перемещения ленты 4 на 1.5% При этом штампующая поверхность барабана будет проскальзывать относительно ленты. Такая зависимость определена экспериментально. При увеличении величины проскальзывания более 5% происходит деформация тестовых трубок и готовых изделий, при уменьшении величины опережения менее 1% не проявляется эффект разъединения изделий.
Над штампующим барабаном 7 установлено смазывающее устройство 17, для смазывания штампующей поверхности подсолнечным маслом для предотвращения прилипания теста к поверхности барабана. Далее по ходу транспортной ленты может быть смонтирована морозильная камера 18 либо печь.
Линия для изготовления изделий из теста с начинкой работает следующим образом. Подготовленное тесто и фарш поступают в механизм 1 для образования тестовых трубок с начинкой, откуда сформованные трубки поступают на движущуюся бесконечную ленту 4 транспортера. Последняя перемещает тестовые трубки через обдув 5, где они обдуваются воздухом и подсушиваются, с целью образования поверхностной корочки, улучшающей процесс штамповки изделий.
Далее трубки попадают под штампующий барабан 7, где из каждой трубки образуется два ряда пельменей. Одновременно с вращением барабана 7 вращается смазывающее устройство 17, смазывая наружную поверхность штампующего барабана подсолнечным маслом. После штамповки готовые изделия транспортером подаются в морозильную камеру 18 либо печь.
Линейная скорость штампующей поверхности барабана в месте соприкосновения с трубками опережает на 1-5% скорость перемещения ленты, благодаря чему происходит небольшое проскальзывание штампующей поверхности вместе со штампующими изделиями относительно ленты. Это обеспечивает лучшее отделение изделий друг от друга, так как происходит обрыв тестовой оболочки, разъединение фаршевых волокон. Кроме того, обеспечивается более прочный защип краев тестовой оболочки, так как оставшиеся перемычки теста перетираются между лентой штампующим барабаном. Проскальзывание барабана обеспечивает также необходимую высоту изделий, так как при проскальзывании слегка сгруживает изделие, делая его несколько выше.
Таким образом, предложенная конструкция обеспечивает гарантированное опережение и согласованную работу транспортной ленты и штампующего барабана при любых настройках транспортера, при этом существенно улучшается качество готовых изделий. Устройство позволяет уменьшить давление штампующего барабана на ленту, что повышает долговечность транспортера и барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 1996 |
|
RU2102885C1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА | 1991 |
|
RU2016515C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 1997 |
|
RU2137370C1 |
| УСТРОЙСТВО ДЛЯ ЗАМОРАЖИВАНИЯ МЕЛКОШТУЧНОГО ПРОДУКТА | 1995 |
|
RU2089797C1 |
| СКОРОМОРОЗИЛЬНЫЙ АППАРАТ | 1996 |
|
RU2101629C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕСТА С НАЧИНКОЙ | 1993 |
|
RU2054258C1 |
| СПОСОБ ХОЛОДИЛЬНОЙ ОБРАБОТКИ МЕЛКОШТУЧНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2032130C1 |
| АВТОМАТ ДЛЯ ПРОИЗВОДСТВА ПЕЛЬМЕНЕЙ | 2008 |
|
RU2379894C1 |
| Линия производства изделий из теста с начинкой | 1991 |
|
SU1818044A1 |
| Устройство для изготовления изделий из теста с начинкой | 1981 |
|
SU1005749A1 |
Изобретение относится к оборудованию мясной промышленности. Линия содержит механизм 1 образования тестовых трубок с начинкой, замкнутый ленточный транспортер с лентой 4, приводным 3 и натяжным 2 барабанами, штампующий барабан 7 для формования изделий, установленный в кронштейне 6 над лентой 4. Штампующий барабан 7 кинематически связан с барабаном 3 транспортера. Линейная скорость штампующей поверхности барабана превышает линейную скорость ленты транспортера. 2 з.п. ф-лы, 1 ил.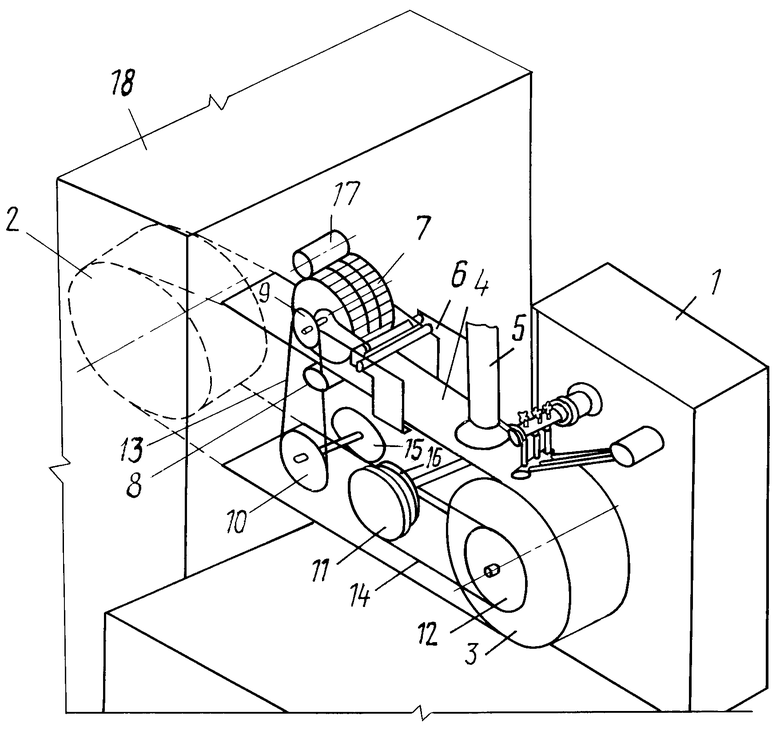
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для производства изделий из теста с начинкой | 1985 |
|
SU1253563A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
