Изобретение относится к станкостроению и может найти применение в металлургической промышленности при обработке абразивным инструментом биметаллических заготовок с криволинейной поверхностью.
Известен обдирочно-шлифовальный станок, включающий станину, на которой установлена каретка с маятниковой шлифовальной головкой и пылестружкоприемник, расположенный под кареткой. На шлифовальной головке закреплен защитный кожух, но котором со стороны выхода из него шлифовального круга установлен патрубок, контактирующий с газоходом, в котором установлена заслонка, связанная посредством системы тяг с маятниковой шлифовальной головкой. Газоход и пылестружкоприемник подключены к системе пылеотсоса параллельно.
Недостатком известного станка является снижение производительности устройства, так как требуется вспомогательное время на замену пылестружкоприемника при переходе на обработку второй стороны биметаллической заготовки; потери металла.
Достигаемый результат: экономия металла за счет помарочного сбора отходов шлифования, повышение производительности за счет сокращения вспомогательного времени на перенастройку устройства.
На фиг. 1 изображено устройство для шлифования биметаллических заготовок в момент обработки вогнутой поверхности заготовки; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 выноска 1 фиг. 1, момент обработки выпуклой поверхности заготовки.
Устройство для шлифования биметаллических криволинейных заготовок 1 включает станину 2, на которой установлен шпиндель с узлом крепления абразивного инструмента 3, имеющий механизмы вертикального перемещения 4, упругого прижима 5 и вращения 6. Устройство имеет каретку 7, установленную с возможностью перемещения вдоль оси абразивного инструмента 3 по направляющим 8, закрепленным на станине 2 жестко, и оснащенную приводом 9 возвратно-поступательного перемещения, выполненным в виде любого известного механизма, например, в виде реечного механизма, в котором рейка 10 смонтирована на каретке 7 жестко, а шестерня 11 соединена с приводом 10. На каретке 7 установлен механизм зажима. Устройство оснащено пылестружкоприемниками 12, 13, установленными на станине 2 и оснащенными патрубками 14, расположенными под механизмом зажима и под абразивным инструментом 3 и оснащенным перегородкой 15, расположенной внутри патрубка 14 перпендикулярно шпинделю симметрично относительно абразивного инструмента 3 и закрепленной жестко в стенках патрубка 14. При этом пылестружкоприемники 12, 13 расположены по обе стороны перегородки 15.
Устройство имеет систему разделения отходов шлифования, которая включает датчик положения 16 выпуклой поверхности заготовки 1, установленный на каретке 7, и заслонку 17. При этом вдоль перегородки 15 сверху установлен вал 18, смонтированный в стенках патрубка 14 и имеющий привод поворота 19, выполненный, например, в виде пневмоцилиндра. Заслонка 17 закреплена на валу 18 жестко. При этом датчик положения 16 связан с приводом 19 поворота вала 18 электрически посредством пневмораспределителя 20. Кроме того, перегородка 15 в верхней части оснащена отражателями 21, 22, расположенными по обе стороны от нее. Один конец каждого отражателя 21, 22 закреплен на перегородке 15, а другой направлен соответственно в пылестружкоприемник 12, 13 отходов шлифования.
Устройство работает следующим образом.
Загрузочным устройством (не показано) заготовку 1 подают в зону каретки 7 и устанавливают ее в механизм зажима. При этом, если заготовка 1 обращена к абразивному инструменту 3 своей вогнутой поверхностью, то датчик положения 16 системы разделения отходов шлифования контактирует с заготовкой 1 и подает команду, срабатывает пневмораспределитель 20 и привод 19 включается и поворачивается вал 18, устанавливая заслонку 17 в нужное положение. Включают привод 9, и шестерня 11, вращаясь, воздействует на рейку 10 и перемещает каретку 7 вместе с заготовкой 1 по направляющим 8 в зону обработки. Привод 9 отключают. Включают механизм вращения 6 абразивного инструмента 3 и механизм упругого прижима 5. Абразивный инструмент 3 касается поверхности заготовки 1. При этом включают привод 9, а каретка 7 перемещается относительно абразивного инструмента 3, т.е. осуществляется обработка заготовки 1 строчкой. Весь факел попадает в патрубок 14 и далее по проему, образованному заслонкой 17, перегородкой 15 и стенками патрубка 14 в пылестружкоприемник 12. Когда "строчка" будет обработана полностью, привод 9 отключается, включается механизм вертикального перемещения 4, и абразивный инструмент 3 перемещается на шаг. Осуществляется реверс привода 9, и каретка 7 перемещается вдоль абразивного инструмента 3 и т.п. до полной обработки этой поверхности заготовки 1. Далее отключается привод 9, включается реверс механизмов упругого прижима 5 и вертикального перемещения 4 и отключается механизм вращения 6 абразивного инструмента 3. Включают привод 9 и каретку 7 вместе с заготовкой 1 перемещают в зону загрузки. Заготовку 1 извлекают из механизма зажима, кантуют и вновь устанавливают в механизм зажима. Теперь заготовка 1 обращена к инструменту 3 выпуклой поверхностью. При этом датчик положения 16 системы разделения отходов шлифования, не контактируя с заготовкой 1, подает команду, срабатывает пневмораспределитель 20, и привод поворота 19 включается и поворачивает вал 18, устанавливая заслонку 17 в определенное положение. Включают привод 9, и каретка 7 вместе с заготовкой 1 перемещается в зону обработки. Привод 9 отключают. Включают механизмы вращения 6 и упругого прижима 5 абразивного инструмента 3. Абразивный инструмент 3 касается поверхности заготовки 1. Одновременно включают привод 9, и каретка 7 перемещается относительно абразивного инструмента 3. Обработка ведется "строчкой". Факел попадает в патрубок 14 и далее по проему, образованному заслонкой 17, перегородкой 15 и стенками патрубка 14 в пылестружкоприемник 13. После завершения обработки всей поверхности заготовки 1, отключают привод 9, включается реверс механизмов упругого прижима 5 и вертикального перемещения 4 и отключается механизм вращения 6 абразивного инструмента 3. Включают привод 9 и каретку 7 вместе с заготовкой 1 перемещают в зону загрузки. Обработанную с двух сторон заготовку 1 выгружают, а на каретку 7 загружается новая заготовка. Процесс обработки повторяется.
С целью исключения потерь отходов шлифования и снижения вспомогательного времени на уборку отходов, на перегородке 15 закреплены отражатели 21, 22, направляющие отходы шлифования непосредственно в соответствующий пылестружко- приемник 12, 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ЗАГОТОВОК | 1992 |
|
RU2053101C1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ФАСОННОГО АЛМАЗНОГО ШЛИФОВАЛЬНОГО КРУГА И СПОСОБ ПОДГОТОВКИ УСТРОЙСТВА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЯ РЕЛЬЕФА ПРОФИЛЯ РАБОЧЕЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 1999 |
|
RU2183547C2 |
| Обдирочно-шлифовальный станок | 1987 |
|
SU1553359A1 |
| СПОСОБ ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ ПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2047465C1 |
| Станок для заточки инструментов с замкнутой криволинейной режущей кромкой | 1986 |
|
SU1450980A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| Комбинированный шлифовальный инструмент | 1989 |
|
SU1696290A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КРОМОК ПЛОСКИХ ИЗДЕЛИЙ | 2015 |
|
RU2619651C2 |
| УСТРОЙСТВО ДЛЯ ЛЕНТОЧНОГО ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ АППАРАТОВ | 2001 |
|
RU2209717C2 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДНИЩ | 2003 |
|
RU2251477C2 |
Изобретение относится к станкостроению и может найти применение в металлургической промышленности при обработке абразивным инструментом биметаллических заготовок с криволинейной поверхностью. Цель изобретения - экономия металла за счет помарочного сбора отходов шлифования. Заготовку 1 устанавливают в механизм зажима каретки 7. Включают привод 9, и каретка 7 подает заготовку 1 в зону абразивного инструмента 3. Включают механизмы вращения и упругого прижима, и абразивный инструмент 3 прижимается к заготовке 1. Каретка 7 совершает возвратно-поступательное движение относительно абразивного инструмента 3, т.е. обработка ведется строчкой. В зависимости от положения заготовки 1 выпуклой или вогнутой стороной к каретке 7, датчик положения 16 соответственно имеет или не имеет контакт с заготовкой 1. При наличии контакта датчик положения 16 электрически передает команду через пневмораспределитель 20 приводу 19. Заслонка поворачивается и стружка попадает в сборник стружки 12. При отсутствии контакта электрическая цепь размыкается, и привод 19 поворачивает заслонку в противоположную сторону, а стружка попадает в другой сборник стружки. 1 з.п. ф-лы, 3 ил.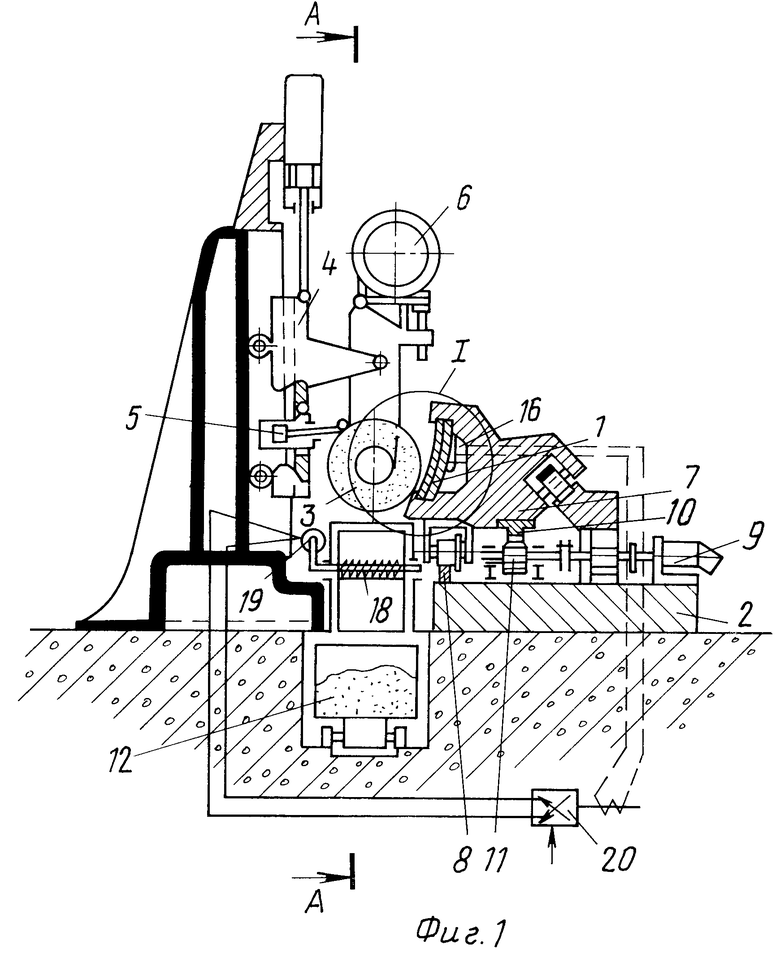
| Обдирочно-шлифовальный станок | 1987 |
|
SU1553359A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Способ приготовления консистентных мазей | 1919 |
|
SU1990A1 |
