Изобретение относится к металлургии, конкретнее к непрерывной разливке слитков с обжатием в твердожидком состоянии на установках колесно-ленточного типа.
Известно устройство для непрерывной разливки плоских слитков, включающее барабан, который огибает бесконечная приводная лента, противоположную бесконечную приводную ленту при помощи валков, поддерживаемую в поперечном к ней направлении при помощи роликов, а также боковые конусные вставки, расположенные в зазоре между лентами. В процессе разливки металл подается в рабочую полость, образованную двумя лентами и боковыми вставками. Лента охлаждается охладителем, распыливаемым форсунками, установленными между роликами. Ролики, поддерживающие ленту, расположены под ней с равномерным шагом.
Недостатком известного устройства является низкая его стойкость. Это объясняется тем, что в процессе разливки происходит прожигание жидким металлом бесконечной ленты. Это следует из того, что ролики установлены вдоль ленты с равномерным шагом. В этих условиях факелы охладителя, истекающие из форсунок, не имеют возможности орошать всю поверхность ленты из-за создания "теней" под бочками роликов.
Наиболее близким по технической сущности к предлагаемому является устройство для непрерывной разливки плоских слитков, включающее барабан с приводом вращения и поступательного перемещения, установленный между боковыми ребордами, снабженными своими приводами вращения, бесконечную ленту, огибающую торцы реборд и приводные валки. При этом бесконечная лента поддерживается и прижимается в поперечном направлении к торцам реборд роликами. Поверхность ленты охлаждается охладителем, распыливаемым форсунками, установленными между роликами. Ролики, поддерживающие ленту, расположены вдоль нее с равномерным шагом.
Недостатком известного устройства является низкая стойкость бесконечной ленты. Это объясняется тем, что ролики расположены с равномерным шагом по длине радиального участка бесконечной ленты, огибающей реборды. В этих условиях факелы охладителя, распыливаемого форсунками, не полностью орошают поверхность радиального участка бесконечной ленты вследствие наличия "теней" от бочек роликов.
Целью изобретения является повышение стойкости ленты.
Цель достигается тем, что устройство для непрерывной разливки плоских слитков включает барабан с приводом вращения и поступательного перемещения, установленный между боковыми ребордами со своими приводами вращения, бесконечную приводную ленту, огибающую торцы реборд, приводные валки, ролики, поддерживающие ленту и прижимающие ее на радиальном участке в поперечном направлении к торцам реборд, и установленные между роликами форсунки.
Ролики установлены на радиальном участке ленты с переменным шагом, величина которого уменьшается по прямолинейному закону от максимального значения длины радиального участка ленты в его начале, равном (0,25...0,5) r, до (0,05...0,2) r в конце радиального участка, где r - радиус барабана.
Повышение стойкости ленты будет происходить вследствие обеспечения необходимой интенсивности ее охлаждения по длине радиального участка и поддержания роликами в зависимости от ферростатического давления и от усилия деформации обжатия слитка.
Диапазон значений шага роликов в начале радиального участка бесконечной ленты в пределах (0,25...0,5)r объясняется закономерностями охлаждения ленты и теплоотвода от слитка на начальном участке его формирования. При меньших значениях не будет обеспечиваться необходимый теплоотвод, что приведет к прожогу ленты. При больших значениях деформация прогиба ленты будет превосходить допустимые значения, что приведет к браку слитков по внутренним трещинам и образованию трещин на ленте. Указанный диапазон устанавливается в обратном пропорциональной зависимости от величины радиуса барабана.
Диапазон значений шага роликов в конце радиального участка бесконечной ленты в пределах (0,05-0,2)r объясняется закономерностями охлаждения ленты и теплоотвода от слитка на конечном участке его формирования при выходе из зазора между барабаном и лентой, а также величиной усилий на ленту. При меньших значениях не будет обеспечиваться необходимый теплоотвод, что приведет к прожогу ленты. При больших значениях будет происходить деформация прогиба ленты, превосходящая допустимые значения, что вызовет образование трещин в ленте. Указанный диапазон устанавливается в обратной пропорциональной зависимости от величины радиуса барабана.
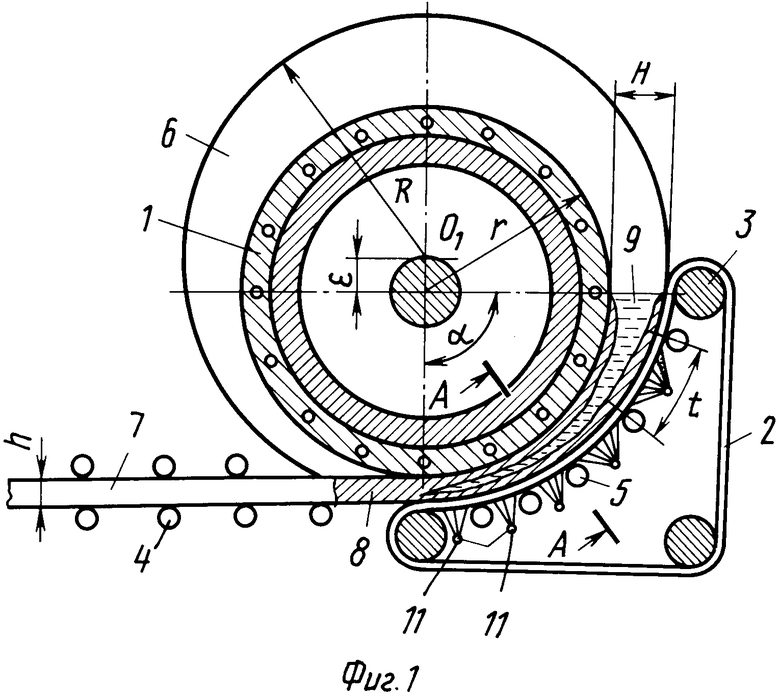
На фиг.1 показана схема установки непрерывной разливки плоских слитков; на фиг.2 - разрез А-А фиг.2.
Устройство для непрерывной разливки плоских слитков состоит из барабана 1, ленты 2, валков 3, роликов 4 и 5, боковых реборд 6. Позицией 7 обозначен слиток толщиной h, 8 - широкая грань слитка, 9 - жидкий металл, 10 - узкая грань слитка, 11 - форсунки, α - угол сектора барабана, на длине окружности которого кристаллизуется слиток, r - радиус барабана, R - радиус реборд; О - центр барабана, О1 - центр реборд, ε - эксцентриситет, h - толщина слитка после обжатия; Н - толщина слитка на мениске, t - шаг роликов.
Устройство для непрерывной разливки плоских слитков работает следующим образом.
П р и м е р. В процессе непрерывной разливки в зазор, образованный поверхностью приводного барабана 1, бесконечной приводной лентой 2 и боковыми поверхностями приводных реборд 6 подают жидкий металл 9. Бесконечная лента 2 огибает поверхность торцев боковых реборд 6 на длине сектора барабана 1 с углом α и приводится в движение приводными валками 3. Барабан 1 и реборды 6 приводятся во вращение своими приводами. Оболочка 8 слитка 7 формируется на поверхности барабана 1 с радиусом r, а противоположная грань - на поверхности ленты 2 с радиусом кривизны R =(H + r).
В процессе непрерывной разливки производят деформацию обжатия узких граней 10 слитка 7 в твердожидком состоянии посредством смещения центра О барабана 1 относительно центра О1 реборд 6 от толщины Н на мениске металла до толщины h.
Из установки вытягивается слиток 7 толщиной h и шириной В c переменной скоростью и направляется дальше по роликам 4. Целые ролики 5 поджимают ленту 2 к торцам боковых реборд 6. В процессе разливки корпус барабана 1, реборды 6 и лента 2 охлаждаются соответственно проточной и распыливаемой форсунками 11 водой. Оси О и О1 барабана 1 и реборд 6 расположены с эксцентриситетом ε = (Н-h).
После начала процесса разливки барабан 1 перемещается на величину ε = (Н-h) в сторону ленты 2 для обеспечения условий получения слитка 7 толщиной h.
Ролики 5 установлены на радиальном участке ленты 2 с неравномерной величиной шага t, величина которого уменьшается по прямолинейному закону по длине радиального участка ленты 2 от максимального значения в его начале, равном (0,25...0,5)r, до (0,05...0,2)r в его конце.
В таблице приведены примеры работы устройства с различными технологическими параметрами.
В первом примере будет происходить прогиб ленты сверх допустимых значений вследствие большого шага роликов в начале и в конце радиального участка. Из-за этого в ленте будут возникать трещины, что приведет к выходу ее из строя.
В пятом примере будет происходить прожог ленты и выход ее из строя вследствие малого шага роликов в начале и в конце радиального участка из-за недостаточной величины поля орошения водой.
В шестом примере (прототипе) вследствие постоянства величины шага роликов будет происходить одновременно прожог ленты и образование в ней трещин.
В примерах 2. . . 4 вследствие переменной величины шага роликов будет обеспечиваться необходимый теплоотвод от слитка без перегрева ленты, а также устранится прогиб ленты сверх допустимых значений, что повысит ее стойкость.
Применение устройства позволит повысить стойкость ленты в 2...3 раза, что обеспечит повышение производительности процесса непрерывной разливки плоских слитков на 1,8%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2063294C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2038909C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041015C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837457A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837460A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837459A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2022696C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1991 |
|
SU1837458A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU2041013C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2041009C1 |



Использование: изобретение относится к металлургии, конкретнее к непрерывной разливке слитков с обжатием в твердожидком состоянии на установках колесно-ленточного типа. Сущность: устройство для непрерывной разливки плоских слитков включает барабан с приводами вращения и поступательного перемещения, установленный между боковыми ребордами, снабженными своими приводами вращения, бесконечную приводную ленту, огибающую торцы реборд, приводные валки, ролики, поддерживающие ленту и прижимающие ее на радиальном участке в поперечном направлении к торцу реборд, а также форсунки, установленные между роликами. Ролики установлены на радиальном участке ленты с переменной величиной шага, значение которой уменьшается по прямолинейному закону по длине радиального участка ленты от максимального значения в его начале, равного (0,25.....0,5)r, до (0,05. ..0,2)r в конце радиального участка, где r - радиус барабана. Изобретение предназначено для применения на действующих и вновь проектируемых установках непрерывной разливки плоских слитков. 2 ил. , 1 табл.
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ, включающее барабан с приводом вращения и поступательного перемещения, установленный между боковыми ребордами со своими приводами вращения, бесконечную приводную ленту, огибающую торцы реборд, приводные валки, ролики, поддерживающие ленту и прижимающие ее на радиальном участке в поперечном направлении к торцам реборд, и установленные между роликами форсунки, отличающееся тем, что, с целью повышения стойкости бесконечной ленты, ролики установлены на радиальном участке ленты с переменным шагом, величина которого уменьшается по прямолинейной зависимости от максимального значения длины радиального участка ленты в его начале, равного (0,25 - 0,5) r, до (0,05 - 0,2) r в конце радиального участка, где r - радиус барабана.
| Строительная металлическая тонкостенная решетчатая конструкция | 1990 |
|
SU1760041A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
