Изобретение относится к прокатному производству и может быть использовано при прокатке несимметричных профилей, преимущественно лопаточных с гребнем.
Известен способ прокатки несимметричных профилей, включающий нагрев и многопроходную прокатку на станах дуо [1]
Основным недостатком известного способа является большое число проходов, необходимых для формирования профиля, что снижает производительность стана.
Наиболее близким по технической сущности и достигаемому эффекту к изобретению является способ прокатки профилей, включающий нагрев и обжатие заготовки в валках с приложением боковых усилий рабочим инструментом, перемещаемым в пределах очага деформации в направлении гребня [2]
К недостаткам известного способа относится невозможность прокатки заготовок неограниченной длины, так как рабочий инструмент, перемещаемый перпендикулярно оси прокатки в направлении гребня, не может быть бесконечным. Кроме того, невозможно использовать такой рабочий инструмент с двух сторон валков, так как он пересечет оси крепления валков. Поэтому способ возможен только при консольном расположении валков и с одним гребнем.
Задача изобретения расширение технологических возможностей путем получения профилей неограниченной длины, а также увеличение производительности за счет одновременного формирования гребней профиля.
Это решается за счет того, что в известном способе прокатки профилей, преимущественно несимметричных типа лопаточных с гребнями, включающем нагрев и обжатие заготовки в валках с приложением боковых усилий перемещением рабочего инструмента в сторону гребня, согласно изобретению боковое усилие прикладывают вращением рабочего инструмента в плоскости, перпендикулярной оси прокатки с угловой скоростью ω=Vв/R, где Vв скорость валка, формирующего гребень, м/c; R максимальный радиус рабочего валка, м.
Во время деформации заготовки инструмент приложения боковых усилий вращается в направлении к гребню, постоянно обеспечивая течение металла в область образования гребня по всей длине очага деформации, что дает возможность прокатывать профили бесконечной длины. Это расширяет технологические возможности способа и возможность формирования гребней с обоих сторон повышает поизводительность способа.
Скорость вращения инструмента выбрана из условиях благоприятного распределения эпюр касательных напряжений в направлении гребня. Увеличение скорости перемещения более Vв/R существенного влияния на процесс деформации не оказывает, а уменьшение менее Vв/R не обеспечивает требуемых эпюр распределения касательных напряжений.
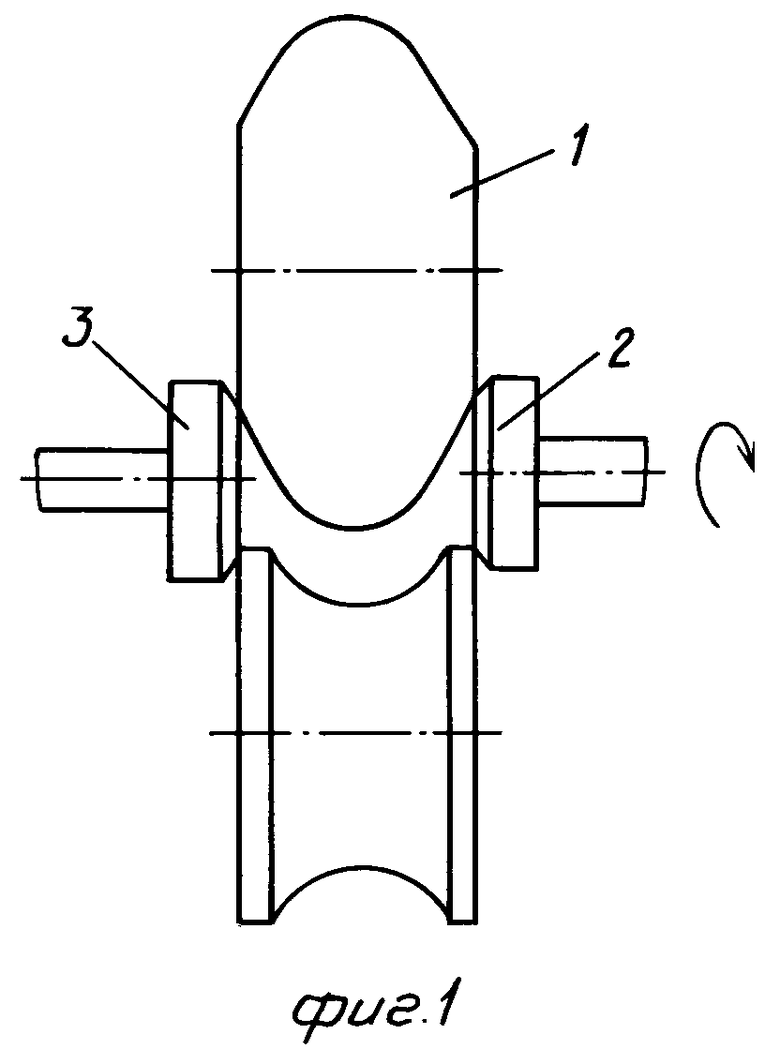
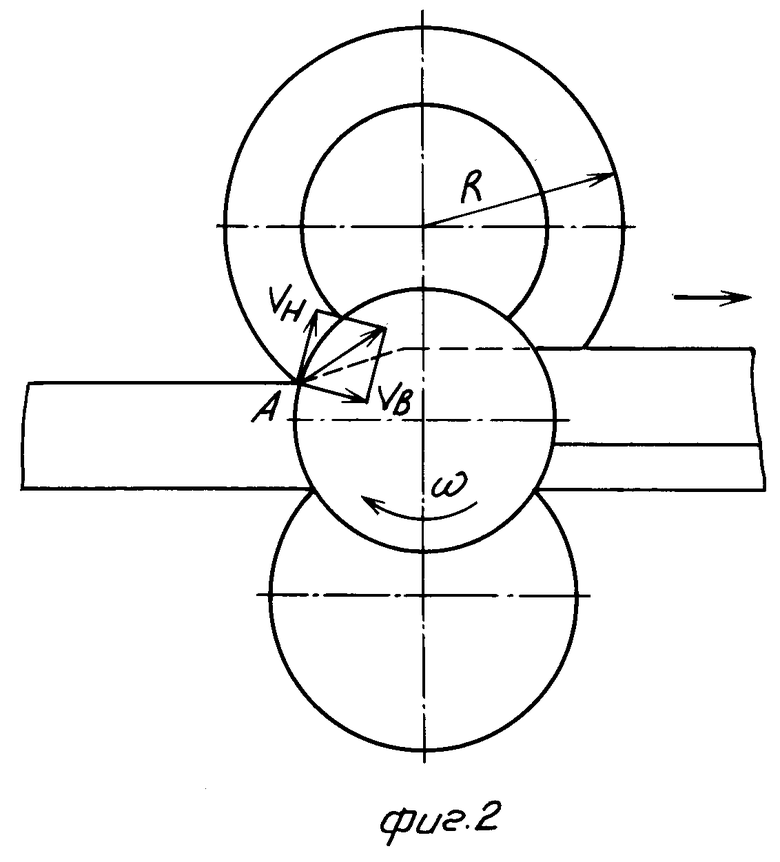
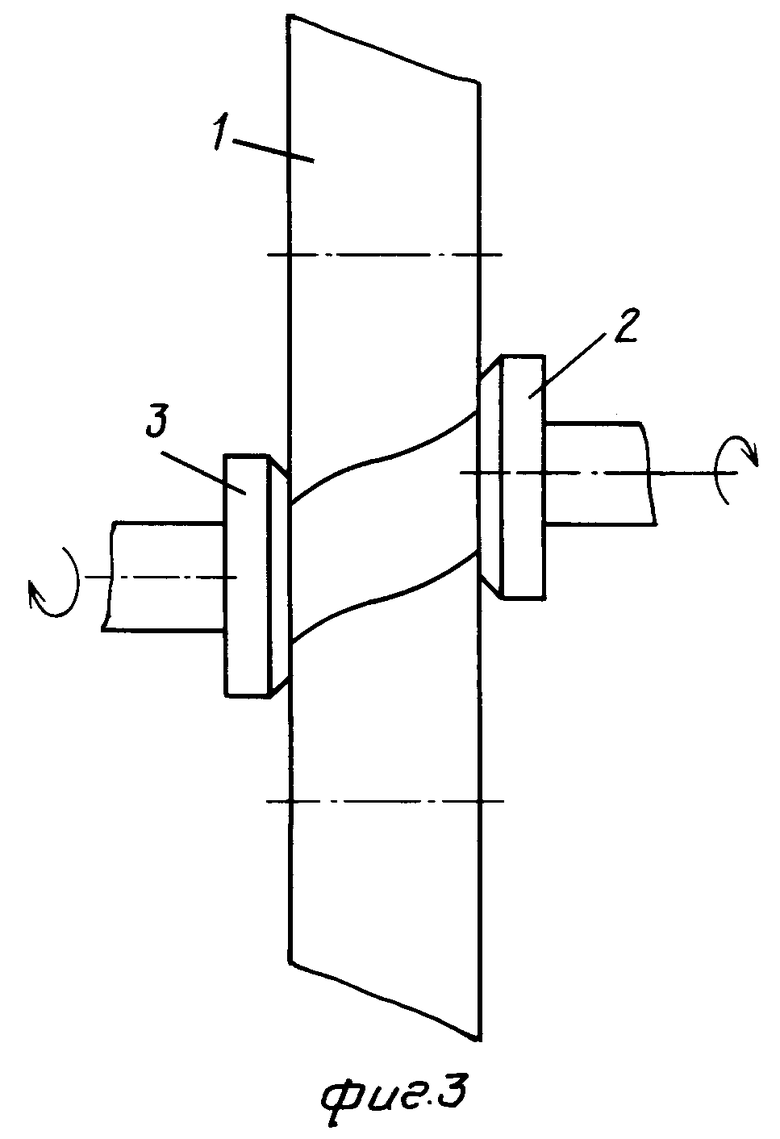
На фиг.1 показано устройство для реализации способа, общий вид; на фиг.2 схема распределения скоростей на боковой поверхности профиля; на фиг.3 возможная сборка устройств.
Способ осуществляется следующим образом.
Заготовку неограниченной длины нагревают и задают в валки 1 (фиг.1). При этом к заготовке прикладывают боковые усилия со стороны образования правого гребня инструментом 2, вращая его в направлении правого гребня, а со стороны левого гребня боковое усилие прикладывают инструментом 3, вращая его в направлении левого гребня. Таким образом, точка А имеет скорость валков Vв и скорость инструмента Vи, равную Vв (фиг.2), обеспечивающие благоприятные формирования гребня. Результирующая составляющая поля скоростей на боковом контакте направлена в сторону гребня.
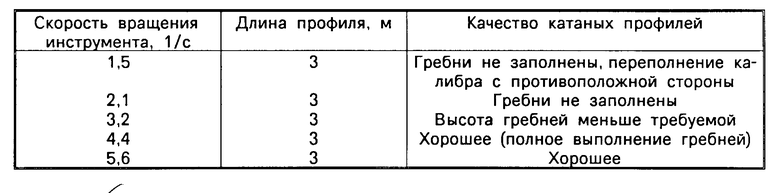
Смонтирован опытный узел описанного устройства, включающий два консольных валка и приводной рабочий инструмент с одной стороны профиля и приводной рабочий инструмент с другой стороны профиля. Максимальный диаметр валка, формирующего гребень, 180 мм, диаметр рабочего инструмента 30 мм. Угловая скорость вращения рабочего инструмента 4,41/с, скорость валков 0,8 м/с. В качестве заготовок использовали прямоугольные профили 13х17 мм из стали 12х13 Ш. На рабочих валках был нарезан лопаточный профиль с двумя гребнями, направленными в противоположные стороны.
Данные испытаний сведены в таблицу.
Прокатные профили соответствовали требованиям к профилям подобного типа.
Данный способ позволяет катать несимметричные профили с различным расположением гребней. Это позволит повысить выход годного на 10% и обеспечит необходимую точность геометрических размеров профиля неограниченной длины, в 2 раза повысит производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки профилей | 1990 |
|
SU1731382A1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1996 |
|
RU2112621C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1996 |
|
RU2112612C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044578C1 |
| СПОСОБ ПРОКАТКИ ИЗДЕЛИЙ ЗАДАННОЙ КРИВИЗНЫ | 1990 |
|
RU2044579C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1997 |
|
RU2118209C1 |
| СПОСОБ ШАГОВОЙ ПРОКАТКИ | 1992 |
|
RU2037346C1 |
| СПОСОБ ПРОИЗВОДСТВА ШВЕЛЛЕРНОГО ПРОФИЛЯ | 1994 |
|
RU2060845C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 1994 |
|
RU2062670C1 |
| СПОСОБ ПРАВКИ ПРЕИМУЩЕСТВЕННО ТОНКИХ УЗКИХ ПОЛОС И ЛЕНТ | 1996 |
|
RU2112618C1 |
Использование: прокатка несимметричных профилей, преимущественно лопаточных с гребнем. Сущность изобретения: способ включает нагрев и обжатие заготовки с приложением боковых усилий перемещением рабочего инструмента в сторону гребня. Боковое усилие прикладывают вращением рабочего инструмента в плоскости, перпендикулярной оси прокатки, с угловой скоростью ω = Vb/R, где Vb скорость валка, формирующего гребень, м/с; R максимальный радиус рабочего валка, м. Данный способ прокатки профилей обеспечивает получение точных несимметричных профилей с различным расположением гребней, что повышает на 10% выход годного. 3 ил. 1 табл.
СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ, преимущественно несимметричных, типа лопаточных с гребнем, включающий нагрев и обжатие заготовки в валках с приложением боковых усилий перемещением рабочего инструмента в сторону гребня, отличающийся тем, что боковое усилие прикладывают вращением рабочего инструмента в плоскости, перпендикулярной оси прокатки, с угловой скоростью
ω=Vв/R,
где Vв скорость валка, формирующего гребень, м/с;
R максимальный радиус рабочего валка, м.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ прокатки профилей | 1990 |
|
SU1731382A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
