Изобретение относится к прокатному производству и может быть использовано при прокатке несимметричных профилей, преимущественно лопаточных с гребнем.
Известен способ прокатки несимметричных профилей, включающий нагрев и многопроходную прокатку на станах дуо.
Недостатком известного способа является большое число проходов, необходимых для формирования профиля, что снижает производительность прокатки.
Наиболее близким к предлагаемому техническим решением является способ прокатки, включающий нагрев и обжатие заготовки с приложением боковых усилий вер- тикальными валками. Данный способ сокращает число проходов по сравнению с аналогом.
Недостатком известного способа при прокатке профилей в клетях с четырехвалко- вым калибром является наличие четырех разъемов между валками. Даже при прокатке симметричных профилей с вытяжками более 1,5 металл затекает в зазоры между валками, образуя зусенцы. Зусенцы заметно снижают эффективность прокатки, нарушают форму профиля и снижают выход годного. Особенно это сказывается при прокатке несимметричных лопаточных профилей с гребнем.
Целью изобретения является повышение качества получаемых изделий.
Указанная цель достигается тем, что по известному способу, при котором осуществляют нагрев и обжатие заготовки с приложением боковых усилий со стороны рабочего инструмента, в процессе обжатия рабочий инструмент перемещают перпендикулярно оси прокатки в направлении к гребню линейной скоростью
Ул ш R, где о)- угловая скорость валка, 1/с;
R - максимальный радиус валка, формующего гребень, м.
Во время обжатия заготовки инструмент приложения боковых усилий перемещают перпендикулярно оси прокатки в
(л
с
XI
iCJ
со
00
N3
направлении гребня, что способствует процессу течения металла в область образова- ния гребня по всей длине очага деформации. В результате создается более благоприятное для формирования профиля гребня распределение поверхностных напряжений и внутренних усилий по сравнению с прототипом.
Кроме того, это распределение сил препятствует затеканию в противоположный гребню зазор калибра и устраняет образование заусенцев, что повышает качество проката и увеличивает выход годного.
Скорость перемещения инструмента в направлении гребня выбрана из условия обеспечения благоприятного распределения эпюр касательных напряжений в направлении гребня, Увеличение скорости перемещения инструмента более aiR существенного влияния на процесс деформации не оказывает, а уменьшение скорости перемещения инструмента менее ш R не обеспечивает требуемых эпюр распределения касательных напряжений, т.е. не обеспечивает полного заполнения гребня.
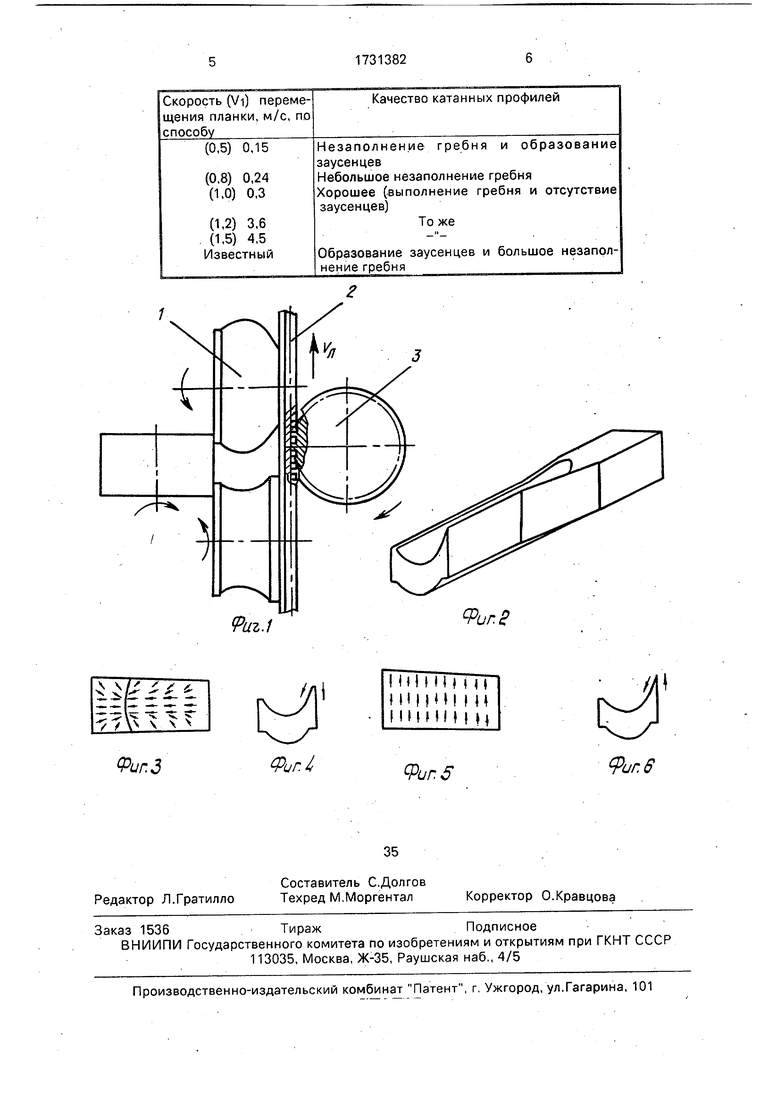
На фиг.1 показано устройство для реализации способа прокатки, общий вид; на фиг.2 - недокат, общий вид; на фиг.3 -схема распределения контактных напряжений на боковой поверхности заготовки по прототипу; на фиг.4 - схема контактных напряжений на поверхности контура заготовки по прототипу; на фиг.5 - схема распределения контактных напряжений на боковой поверхности заготовки по предлагаемому способу; на фиг.б-схема контактных напряжений на поверхности контура заготовки по предлагаемому способу.
Способ осуществляется следующим образом.
Нагретую заготовку задают в рабочие валки 1 с приложением бокового усилия со стороны образования гребня линейкой 2, При этом линейку 2 перемещают боковым валком 3 со скоростью /л в направлении гребня (фиг.1), Таким образом на боковой поверхности по сравнению с прототипом (фипЗ и 4) создаются контактные напряжения (фиг.5 и 6), обеспечивающие благоприятное формирование гребня. Общий вид
недоката, полученного по предлагаемому способу, показан на фиг.2.
Пример. Смонтирован опытный узел описанного устройства, включающий три
валка с расположенными в одной плоскости осями валков и линейку с реечной передачей от зубчатого колеса, ось которого перпендикулярна плоскости осей валков. Валки и шестерня приводные. Максимальный диаметр валка, формирующего гребень, 180мм. Угловая скорость вращения валков 3,3 1/с. В качестве заготовок использовали прямоугольные профили 13x17 мм из стали 12x13111. На рабочих валках был нарезан
лопаточный профиль. Линейка длиной 0,8 м приводится в движение одновременно с валками,
Для изучения влияния скорости перемещения линейки на качество профилей были
проведены экспериментальные исследования.
Результаты исследования приведены в таблице. По каждому варианту было прокатано по 3 заготовки длиной 0,4 м. Скорость
перемещения линейки, обеспечивающая требуемое качество, соответствовала 0,3 м/с или УЛ (а R.
Прокатные профили соответствовали ТУ и не требовали дополнительной операции по удалению заусенцев.
Предлагаемый способ позволяет катать несимметричные профили требуемой формы без заусенцев за меньшее число проходов. Это позволит повысить выход годного
на 15% и обеспечить требуемую ТУ точность геометрических размеров профилей. Формула изобретения Способ прокатки профилей, преимущественно несимметричных, типа лопаточных
с гребнем, при котором осуществляют нагрев и обжатие заготовки в валках с приложением боковых усилий со стороны рабочего инструмента, отличающийся тем. что, с целью повышения качества
получаемых изделий, в процессе обжатия рабочий инструмент перемещают перпендикулярно оси прокатки в направлении к гребню с линейной скоростью /п м R, где ш - угловая скорость валка, 1/с; R максимальный радиус валка, формующего гребень, м.
Скорость (Vi) перемещения планки, м/с, по способу
Качество катанных профилей
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ | 1993 |
|
RU2039623C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2315671C1 |
| Инструмент для продольной периодической прокатки | 1977 |
|
SU725768A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Способ получения сортовых профилей | 1976 |
|
SU656678A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Способ прокатки | 1991 |
|
SU1784293A1 |
| Технологический инструмент косовалкового стана | 1975 |
|
SU556854A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 2010 |
|
RU2443486C1 |
| Способ прокатки несимметричных пе-РиОдичЕСКиХ пРОфилЕй | 1978 |
|
SU821007A1 |
Использование: при прокатке несимметричных профилей, типа лопаточных с гребнем. Сущность изобретения: заготовку нагревают и обжимают в валках с приложением боковых усилий со стороны рабочего инструмента. В процессе обжатия рабочий инструмент перемещают перпендикулярно оси прокатки в направлении к гребню с линейной скростью УЛ а) R, где ш - угловая скорость валка, 1/с; R - максимальный радиус валка, формующего гребень, м. 1 табл., 6 ил.
0,15
0,24 0,3
3,6
4,5
ный
Незаполнение гребня и образование
заусенцев
Небольшое незаполнение гребня
Хорошее (выполнение гребня и отсутствие
заусенцев)
То же
Образование заусенцев и большое незаполнение гребня
ton./
Фиг. ё
N
в
Фиг. в
| Барков Л.А,, Выдрин В.Н.и др | |||
| Прокатка малопластичных металлов с многосторонним обжатием | |||
| Челябинск: Металлургия, 1988, с.177. |
