Изобретение относится к области машиностроения, в частности к способу получения истираемых уплотнений проточной части компрессора и турбины ГТД, а также может быть использовано в газо-, нефтеперекачивающих установках для изготовления фильтров, работающих при высоких температурах и в качестве шумоглушителей.
Решение проблемы создания надежных уплотнительных материалов обеспечивает эффективную работу газовых двигателей при существенном снижении удельного расхода топлива, обусловленном минимизацией зазора между статорной и роторной частями двигателя.
Уплотнительные материалы отличаются противоречивостью предъявляемых к ним требований: сочетание высокой истираемости и эрозионной стойкости, необходимой термо- и жаростойкости. Уплотнительные материалы должны легко срабатываться при врезании в них рабочих лопаток или гребней лабиринтов, минимально их изнашивая, а также обладать способностью давать при врезании достаточно мелкие продукты износа, не забивающие каналы охлаждения лопаток.
Известен способ изготовления истираемого материала для уплотнения радиальных зазоров газовых турбин, включающий смешивание компонентов и заполнение сотовых ячеек. Перед операцией заполнения сотов смесь компонентов дополнительно гранулируют на связующем. Приводятся примеры получения гранул размерами 0,25-0,8 мм на различных связующих с последующим их никелированием и заполнением ими сотов, затем спеканием (патент РФ 2039631, кл. В 22 F 3/10).
Указанный способ не обеспечивает получения истираемого материала с высокой заданной пористостью, которая способствует повышению его истираемости. Твердость материала, используемого в качестве истираемого уплотнительного материала в пределах 28-32 НВ высока, что отражается на износе контртела (лопатки, гребешки лабиринтных уплотнений).
Также известен истираемый уплотнительный материал и способ его получения (патент США 4139376, кл. В 22 F 5/00, 75/229). Уплотнительный материал состоит из сплавов системы МеСrАlY или МеСrАlSi, где Me - выбирают из группы, включающей Ni, Со, Fе. Из указанных литых сплавов получают истираемый уплотнительный материал, содержащий спеченный мат, состоящий из тонкоизмельченных металлических порошков или произвольно расположенных тонких металлических волокон или волокон и порошков.
Технологическая схема получения подобных материалов следующая: подготовка волокон с использованием водяной суспензии или смешивания порошков с жидким связующим, формирование мата путем его уплотнения и спекание в защитной атмосфере.
Истираемый материал в зависимости от состава и способа получения имеет плотность 10-50% и соответственно пористость 50-90%. Недостатком указанного материала является его низкая истираемость.
Известен способ получения высокопрочного с изменяемой пористостью спеченного изделия из металлических волокон, включающий формирование высокопрочной структуры из металлических волокон с помощью суспензии волокон в жидкой среде, фильтрование жидкости, прессование изделий и спекание в неокисляемой атмосфере (патент США 3127668, кл. 29/182).
Изготовленные по предлагаемому способу изделия из волокон имели достаточные прочностные показатели по сравнению с порошковыми материалами, но невысокие показатели пористости - 11-37%.
Указанный способ не обеспечивает получение истираемого материала, с высокой заданной пористостью, которая способствует повышению его истираемости.
Наиболее близким к предлагаемому по технической сущности является способ получения пористого спеченного материала из металлических синусоидальных волокон включающий уплотнение волокон в пресс-форме, прессование и спекание. Перед уплотнением волокна подают на сито и подвергают вибропросеиванию на вибрирующие направляющие, по которым волокна подают в пресс-форму при частоте вибрации 13-15 Гц и виброускорении 1,8-4,5 м/с2. В предлагаемом способе приводится пример получения материала с пористостью 70-75% из медных волокон, которые имели диаметр 50 мкм, длину 10-12 мм (а.с. 1822443, кл. С 22 С 1/08).
Недостатком способа является сложная технология получения материала с пористостью 70-75%. Кроме того, достаточно большие размеры волокон при врезании способны давать хрупкие продукты износа, которые изнашивают лопатки и гребешки лабиринтов. Изделие, полученное по способу-прототипу, не обеспечивает возможности его применения в качестве истираемых материалов в проточной части двигателя.
Технической задачей изобретения является создание способа получения истираемого уплотнительного материала с высокой пористостью до 90%, имеющего низкую твердость, высокие истираемость и стойкость к абразивному износу, а также изделий, полученных этим способом.
Для достижения поставленной задачи предложен способ получения пористого истираемого материала из металлических волокон, включающий уплотнение волокон в пресс-форме, прессование и спекание, отличающийся тем, что прессование осуществляют с одновременным приложением вибрации, а после спекания осуществляют дополнительное уплотнение материала для получения пористости до 90%.
Прессование осуществляют при давлении от 5 до 50 МПа при одновременном приложении вибрации с частотой 1-10 Гц и амплитудой от 0,2 до 0,8 мм.
Спекание производят в вакууме или защитной атмосфере при температуре 0,75-0,85 от температуры плавления материала.
В качестве металлических волокон используют дискретные волокна с соотношением диаметра и длины 1:(30-500) и выполнены они из металлов или сплавов с высокими жаростойкими свойствами.
Дополнительное уплотнение осуществляется в пресс-форме или пропусканием через валки.
Изделие из пористого истираемого материала получают по предлагаемому способу.
В качестве материала дискретных волокон могут быть использованы сплавы на основе железа, содержащие компоненты: никеля, кобальта, меди, хрома, алюминия, титана, кремния, иттрия, гафния; на основе никеля и его сплавов, содержащих хром, железо, алюминий, титан, кобальт, медь, кремний, иттрий, гафний и др.
Предлагаемый способ получения пористого истираемого материала при совмещении процессов прессования с вибрацией позволяет при минимальных усилиях прессования получать высокопористые материалы с достаточной прочностью при одновременной укладке металлических волокон в горизонтальной плоскости заготовки. Высокая пористость истираемого материала обеспечивает исключение износа лопаток при касании с истираемом материалом, создавая тем самым эффективную работу системы уплотнения в двигателе. Кроме того, дополнительное уплотнение позволяет получить заготовки с заданной пористостью.
Избранное соотношение диаметра и длины у дискретных волокон обеспечивает оптимальную укладку волокон для получения высокой истираемости материала и эрозионной стойкости, а пределы спекания заготовок 0,75-0,85 от температуры плавления позволяют получать достаточную когезионную прочность в точках контакта волокон при спекании.
Примеры осуществления.
В соответствии с предлагаемым способом были изготовлены образцы для проведения испытаний по определению свойств истираемого материала: истираемость (соотношение износа, уплотнительного материала к износу лопаток, потеря массы образца). Соотношение определяли по СТПI-595-14-147-85 (стандарт ВИАМ). Испытания на стенде по следующему режиму: скорость внедрения контртела в истираемый материал - 0,068 мм/с, угловая скорость вращения контртела - 117 с-1;
- стойкость материала к абразивному износу. Определяли по СТПI-595-14-148-35. Обдувка образцов частицами абразива (электрокорунда) зернистостью 100 мкм, угол атаки - 30o, давление воздуха - 0,49 МПа;
- пористость.
Пример 1.
Металлические волокна из сплава марки Х18Н9Т диаметром 10 мкм, длиной 1 мм равномерно засыпали через сито с размером ячейки 2 мм в пресс-форму. Далее пресс-форму помещали на вибропресс, включали виброустановку на прессе и прикладывали давление. Вибропрессование осуществляли по режиму: частота вибрации - 1 Гц, амплитуда вибросмещения - 0,2 мм, удельное давление прессования - 5 МПа. Спекали брикетированные заготовки в вакууме 10-4 мм рт.ст. при температуре 1200oС в течение 3 ч. После спекания произвели дополнительное уплотнение спеченной заготовки до получения требуемой плотности. Для этого спеченные заготовки пропустили через валки. Деформация осуществлялась по степенью обжатия 50%.
Пример 2.
Металлические волокна из сплава марки Х20Н80 диаметром 15 мкм, длиной 3 мм равномерно засыпали через сито с размером ячейки 2 мм в пресс-форму. Далее пресс-форму помещали на вибропресс, включали виброустановку на прессе и прикладывали давление. Вибропрессование осуществляли по режиму: частота вибрации - 5 Гц, амплитуда вибросмещения - 0,5 мм, удельное давление прессования - 20 МПа. Спекали брикетированные заготовки в вакууме 10-4 мм рт.ст. при температуре 1050oС в течение 3 ч. Спеченные заготовки подвергли дополнительному уплотнению в пресс-форме при удельном давлении 5 МПа. Получили пористость 87%.
Пример 3.
Металлические волокна из сплава марки Х20Н80 диаметром 30 мкм, длиной 5 мм равномерно засыпали через сито с размером ячейки 2 мм в пресс-форму. Далее пресс-форму помещали на вибропресс, включали виброустановку на прессе и прикладывали давление. Вибропрессование осуществляли по режиму: частота вибрации - 10 Гц, амплитуда вибросмешения - 0,8 мм, удельное давление прессования - 50 МПа. Спекали брикетированные заготовки в вакууме 10-4 мм рт.ст. при температуре 1050oС в течение 3 ч. Спеченные заготовки подвергли дополнительному уплотнению, пропустив их через валки. Получили пористость 80%.
Пример 4.
По известному способу (прототипу) изготовлены образцы из металлических волокон сплава марки Х20Н80, диаметр которых 50 мкм, длина 10-12 мм. Получена пористость - 70%.
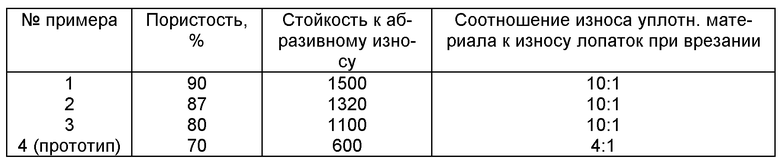
Результаты исследований в лабораторных условиях, проведенных на образцах, изготовленных по предлагаемому способу, приведены в таблице. Для сравнения приведены свойства прототипа.
Из таблицы видно, что материалы, полученные по предлагаемому способу, обладают целым рядом преимуществ:
- по пористости выше прототипа на 30%;
- по стойкости к абразивному износу в 1,5-2 раза выше прототипа, что является показателем живучести материала в условиях высокоскоростного газового потока, содержащего абразивные частицы;
- по истираемости превосходят прототип в 2-2,5 раза.
Таким образом, предлагаемый способ обеспечивает получение материалов, обладающих высокими техническими и эксплуатационными характеристиками, в частности, при использовании в качестве уплотнительных истираемых материалов обеспечивают повышение кпд двигателей и исключают износ дорогостоящих лопаток. Кроме того, материал может найти широкое применение и в других областях народного хозяйства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТОГО ИСТИРАЕМОГО МАТЕРИАЛА ИЗ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 2008 |
|
RU2382828C2 |
| МЕТАЛЛИЧЕСКИЕ ВОЛОКНА ИЗ ЖАРОСТОЙКОГО СПЛАВА (ВАРИАНТЫ) И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ МЕТАЛЛИЧЕСКИХ ВОЛОКОН | 2014 |
|
RU2573542C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2001 |
|
RU2215816C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2392090C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСТИРАЕМОГО МАТЕРИАЛА | 1993 |
|
RU2039631C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2004 |
|
RU2261780C1 |
| СПОСОБ ПОЛУЧЕНИЯ СПЛАВА НА ОСНОВЕ ХРОМА ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВОГО ИНСТРУМЕНТА | 2000 |
|
RU2195387C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МОЛИБДЕНА | 2014 |
|
RU2570273C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОГО КЕРАМИЧЕСКОГО СТЕРЖНЯ ДЛЯ ЛИТЬЯ ПОЛЫХ ИЗДЕЛИЙ | 1998 |
|
RU2126308C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2230628C1 |
Изобретение относится к машиностроению, в частности к способу получения истираемых уплотнений проточной части компрессора и турбины газотурбинного двигателя, а также может быть использовано в других областях техники. Техническим результатом изобретения является получение пористого истираемого материала с высокой пористостью до 90%, имеющего низкую твердость, высокие истираемость и стойкость к абразивному износу. Предложен способ получения пористого истираемого материала из дискретных металлических волокон, включающий укладку волокон в пресс-форму, прессование и спекание. Прессование осуществляют с одновременным приложением вибрации, затем после спекания осуществляют дополнительное уплотнение материала для получения пористости до 90%. Прессование осуществляют при давлении от 5 до 50 МПа при одновременном приложении вибрации с частотой 1-10 Гц и амплитудой от 0,2 до 0,8 мм. Спекание производят в вакууме или защитной атмосфере при температуре 0,75-0,85 от температуры плавления материала. В качестве металлических волокон используют дискретные волокна с соотношением диаметра и длины 1:(30-500) и выполнены они из металлов или сплавов с высокими жаростойкими свойствами. Дополнительное уплотнение осуществляется в пресс-форме или пропусканием через валки. 2 с. и 5 з.п. ф-лы, 1 табл.
| Способ получения пористого спеченного материала из металлических синусоидальных волокон | 1991 |
|
SU1822443A3 |
| Пористые проницаемые материалы: Справочник | |||
| /Под ред | |||
| С.В | |||
| Белова/ | |||
| - М.: Металлургия, 1987, с.187-190 | |||
| Способ изготовления пористых листов из металлических волокон | 1990 |
|
SU1786166A1 |
| Способ изготовления спеченныхиздЕлий | 1979 |
|
SU834181A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТЕРИАЛОВ, АРМИРОВАННЫХ МЕТАЛЛИЧЕСКИМ ВОЛОКНОМ | 0 |
|
SU206090A1 |
| US 4139376, 13.02.1979. | |||
