Изобретение относится к обработке металлов давлением и касается волочения преимущественно тугоплавких металлов и сплавов.
Известен способ волочения, включающий протягивание заготовки через напорный элемент, замкнутую полость и рабочую волоку. Сформированный напорным элементом слой смазки обеспечивает гидродинамический режим трения при деформации в рабочей волоке. За счет подачи смазочно-охлаждающей среды в полость между напорным элементом и рабочей волокой обеспечивается интенсивное охлаждение сформированного слоя смазки.
Однако этот способ нельзя использовать при высокотемпературной деформации, которая характерна для сверхпластического поведения деформируемых материалов, поскольку он не предусматривает возможности нагрева заготовки перед волочением.
Техническая задача изобретения снижение усилия волочения путем обеспечения режима сверхпластичности.
Для этого в способе волочения, включающем формирование напорным элементом на поверхности заготовки слоя смазки и деформацию заготовки в рабочей волоке, в замкнутую полость между напорным элементом и рабочей волокой подают инертный газ и производят его нагрев.
На чертеже показана схема осуществления способа.
Заготовку 1 с предваpительно нанесенным слоем смазки заправляют в рабочую волоку 2. В замкнутую полость между напорным элементом 3, рабочей волокой 2, заготовкой 1 и корпусом 4 подают инертный газ. Газ в полость закачивают при комнатной температуре через отверстие в корпусе устройства. Затем полость герметизируют, закрывая отверстие клапаном 5, производят нагрев заготовки и газа спиралью 6. Давление газовой среды увеличивается при нагреве вследствие неизменности объема полости, сопротивление деформации материала заготовки при этом за счет нагрева уменьшится. При разогреве возрастает вязкость газовой смазки, что способствует созданию условий гидродинамического режима трения, а именно обеспечение достаточной толщины слоя смазки в начале очага деформации и создание давления в смазочном слое, необходимого для разделения трущихся поверхностей. При этом в полости создается подпирающее давление смазки, создающее благоприятную схему напряженного состояния деформируемой заготовки, что особенно важно при деформировании волочением малопластичных металлов и сплавов. Деформацию осуществляют с усилием, которое прикладывают к переднему концу заготовки и определяют из условия достижения режима сверхпластичности деформируемых материалов.
Для режимов сверхпластичности характерно снижение энергосиловых параметров процесса волочения за счет низкого сопротивления деформации обрабатываемого материала. Переднее натяжение определяется из уравнения баланса работ, в соответствии с которым переднее натяжение равно
σ1= 2σ (1)
(1)
При достижении σscn с увеличением температуры происходит самопроизвольная деформация заготовки в рабочей волоке.
Усилие волочения Р, необходимое для деформирования заготовки, рассчитывается следующим образом:
P  πd
πd
(2)
П р и м е р. Проводили волочение молибденового сплава ТСМ-3 с применением известного способа и предлагаемого. Волочение прутков из сплава ТСМ-3 осуществляли на лабораторной установке с суммарным коэффициентом вытяжки 4, со скоростью волочения 0,01 м/с через конические матрицы с углом раствора 12о, диаметр на выходе 5 мм.
При волочении по известному способу в качестве смазки использовали масляные эмульсии или индустриальные масла. В силу физико-химических особенностей используемых смазочных сред (возможность стеклования, низкая температура вспышки, наличие тепловой деструкции) рабочая температура деформации не превышала 200оС. При этом усилие волочения составляло 0,28 МПа.
При осуществлении предлагаемого способа в качестве рабочей среды использовали инертный газ гелий, который из стандартного баллона высокого давления под давлением 50 МПа подавали в рабочую полость, после чего включали нагревательный элемент. Остальные условия эксперимента идентичны волочению по известному способу. Процесс волочения начинали при нагреве заготовки до 800оС, при этом давление в рабочей полости составляло 57 МПа. Усилие волочения составило 0,12 МПа. После волочения прутки имели матовую поверхность, стойкость волок составила 10 волочений без обнаружения признаков износа (большее количество испытаний не проводилось).
Данные факты подтверждают достижение гидродинамического режима трения в предлагаемом способе волочения. Значительное снижение усилия волочения, а также данные микроструктурного анализа подтверждают наличие глубокой проработки структуры и достижение режима сверхпластичности.
По сравнению с известным предлагаемый способ высокотемпературного волочения с газовой смазкой позволяет
осуществлять волочение тугоплавких металлов и их сплавов;
получать изделия высокой точности геометрических размеров и чистоты поверхности;
снизить усилие волочения за счет достижения режима сверхпластичности и улучшения условий смазки;
повысить стойкость инструмента;
увеличить единичные обжатия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для волочения изделий в режиме гидродинамического трения | 1986 |
|
SU1380833A1 |
| Устройство для волочения в режиме гидродинамического трения | 1988 |
|
SU1675010A1 |
| Способ волочения металла в режиме гидродинамического трения | 1984 |
|
SU1201013A1 |
| Устройство для волочения изделий в режиме гидродинамического трения | 1991 |
|
SU1804354A3 |
| Способ волочения проволоки в режиме гидродинамического трения | 1988 |
|
SU1581400A1 |
| СБОРНЫЙ ВОЛОЧИЛЬНЫЙ ИНСТРУМЕНТ | 2021 |
|
RU2778315C1 |
| Способ волочения металлов в режиме гидродинамического трения | 1986 |
|
SU1447464A1 |
| Способ волочения изделий, преимущественно коротких, в режиме гидродинамического трения и устройство для его осуществления | 1989 |
|
SU1747224A1 |
| Способ волочения металла с гидродинамической подачей смазки | 1989 |
|
SU1731335A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЕЙ ИЗ ЭЛЕКТРОТЕХНИЧЕСКИХ БРОНЗ | 2011 |
|
RU2468877C2 |
Изобретение относится к обработке металлов давлением и касается волочения преимущественно тугоплавких металлов и сплавов. Сущность изобретения: в замкнутую полость между напорным элементом 3 и рабочей волокой 2 подают инертный газ и производят его нагрев. 1 ил.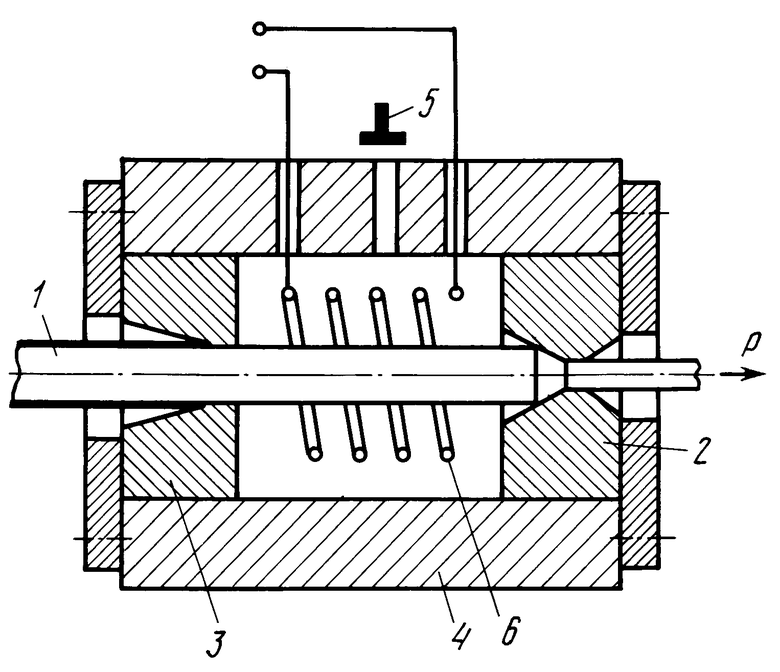
СПОСОБ ВОЛОЧЕНИЯ преимущественно тугоплавких металлов и сплавов, включающий протягивание заготовки через напорный элемент, замкнутую полость и рабочую волоку, отличающийся тем, что в замкнутую полость под давлением подают инертный газ и производят его нагрев.
| Способ волочения металлов в режиме гидродинамического трения | 1986 |
|
SU1447464A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
