Изобретение относится к машиностроению и может быть использовано при обработке крупногабаритных деталей типа колец.
Известен способ бесцентрового точения бандажей цементных вращающихся печей, заключающийся в базировании бандажа на двух рамках по наружной поверхности и механической обработке (Пелипенко Н.А. Технология безрамной обработки бандажей и роликов вращающихся печей. Механизация и автоматизация технологических процессов в промышленности строительных материалов. M. 1982, с. 199-206, Сб. научных трудов Московского инженерно-строительного института им. В. В. Куйбышева, Белгородского технологического института строительных материалов).
Недостатком этого способа является низкое качество обработки поверхности, так как обработка тела вращения на двух опорных роликах приводит к размножению погрешностей на поверхности катания не всегда предсказуемым образом.
Для получения правильной формы поверхности необходимо осуществлять большое количество проходов с изменением глубины резания.
Наиболее близким к предлагаемому является способ бесцентрового точения крупных деталей (авт. св. СССР N 241903, кл. B 23 B 1/00, 1966).
Способ заключается в том, что опоры регулируются в радиальном и угловом положении так, чтобы обеспечить максимальную круглость детали, и жестко закрепляются. Обрабатываемая деталь устанавливается на жестко закрепленные опоры, прижимается к планшайбе со смещением оси детали относительно оси планшайбы. Вершина режущей кромки резца устанавливается на высоте центра обрабатываемой детали.
Обработка при таком способе ведется с копированием погрешностей. При этом уменьшение величины погрешности происходит за счет описанного способа базирования и задания глубины резания меньше величины исходной погрешности.
Однако при этом способе невозможно добиться точной формы кольца невысокой жесткости, так как он не учитывает деформацию под действием веса, которая при обработке соизмерима с допуском на изготовление.
Целью изобретения является повышение точности формообразования нежестких колец за счет учета деформации при базировании от собственного веса.
Цель достигается тем, что в способе бесцентровой обработки крупногабаритных деталей типа колец, включающем определение углов установки режущего инструмента относительно опор, базирование по ним поверхности вращения детали, установку режущего инструмента и обработку, согласно предлагаемому изобретению углы установки режущего инструмента относительно опор определяются из условия ±
±  · cosn (π+α) ±
· cosn (π+α) ±  cos n (π-β)=0,
cos n (π-β)=0,
где Δ деформация детали под действием собственного веса;
n величина огранки;
Cn амплитуда n-й гармоники;
α и β углы установки режущего инструмента.
Углы установки режущего инструмента (геометрические параметры станка) оказывают большое влияние на процесс формообразования при бесцентровой обработке деталей. Поскольку вращающаяся заготовка в процессе обработки приобретает форму многоугольника с постепенно увеличивающимся количеством граней, необходимо выбирать углы наладки такими, чтобы получилась огранка более высокого порядка. Однако при этом следует учитывать, что даже небольшие колебания в углах наладки приводит к получению огранок различного порядка, что может привести к отклонению формы обрабатываемой поверхности, выходящей за пределы допуска на диаметр.
Известен расчет указанных углов наладки станка с учетом мгновенной глубины резания в любой точке профиля и известно, что исправление формы (увеличение количества граней) происходит только в случае, когда мгновенная глубина резания меньше величины погрешности, определяемой амплитудой огранки с учетом текущего угла.
Однако на величину погрешности для колец малой жесткости влияет их деформация под действием собственного веса.
Таким образом, в случае бесцентровой обработки крупногабаритных колец условием исправления формы является равенство мгновенной глубины резания и погрешности, учитывающей деформацию от собственного веса, из которого выведено условие для определения углов установки, исключающих влияние деформации детали от собственного веса на процесс формообразования.
Сопоставительный анализ предлагаемого изобретения с прототипом показывает, что отличительным признаком является условие определения углов установки режущего инструмента относительно опор. Таким образом, предлагаемый способ бесцентровой обработки круглых деталей типа колец соответствует критерию "Новизна".
Анализ аналогов, прототипа и другой патентной и технической литературы позволяет сделать вывод о соответствии изобретения критерию "Существенные отличия", так как признак, отличающий его от прототипа, в других технических решениях не обнаружен.
На чертеже показаны схема установки детали и расположение режущего инструмента.
Предлагаемый способ бесцентровой обработки крупногабаритных деталей типа колец осуществляется следующим образом.
Предварительно из конструктивных соображений выбирается центральный угол γ расположения опорных приводных роликов 1. С учетом выбранного центрального угла и диаметра обрабатываемой детали 2 устанавливаются и закрепляются опорные приводные ролики 1. На опорные ролики 1 устанавливается обрабатываемая деталь 2. Обладая большой массой и малой жесткостью, деталь при установке ее на опоры деформируется под собственным весом. Величина деформации Δ рассчитывается по известной формуле.
Далее определяется расположение режущего инструмента 3. Он может быть расположен как между опорами 2, так и вблизи одной из них, причем его положение определяется величиной углов α и β установки режущего инструмента, выбор которых оказывает определяющее влияние на процесс размножения погрешностей на обрабатываемом диаметре и позволяет учесть влияние деформации Δ от собственного веса на процесс фоpмообразования.
Вращающаяся заготовка в процессе обработки приобретает форму многоугольника с постепенно увеличивающимся количеством граней. Причем порядок огранки зависит от углов α и β установки режущего инструмента, небольшие колебания которых могут привести к получению огранок различного порядка. Поэтому следует учитывать, что исправление формы (увеличение количества граней) происходит в том случае, когда мгновенный съем металла δtn меньше погрешности ρn, определяемой амплитудой огранки Cn с учетом текущего угла ϕ и деформацией обрабатываемой детали от собственного веса Δ
Исправление формы обрабатываемой детали происходит при выполнении условия непревышения мгновенного съема металла над погрешностью, описываемого равенством
Cn cos n ϕ±Δ Cn [cos n ϕ±
± i1cosn(π+α) ± i2 cos n(π-β)] (1) где Cn амплитуда огранки, для которой производится расчет;
n порядковый номер огранки;
ϕ текущий угол;
Δ деформация, под действием собственного веса детали;
α β углы установки режущего инструмента;

 о
о

Подставив значения i1 и i2 в выражение (1), получим формулу для подсчета углов α и β установки режущего инструмента ±
±  · cosn (π+α) ±
· cosn (π+α) ±  cos n (π-β)=0 (2)
cos n (π-β)=0 (2)
При решении уравнения (2) вычисляются величины углов α и β.
После расчета в соответствии с (2) величины углов установки режущего инструмента 3 производится его установка и далее обработка поверхности до получения максимально приближенной к окружности поверхности.
П р и м е р. Производили обработку бандажа вращающейся цементной печи диаметром D 5300 мм, массой 50 т, материал сталь 35. Для базирования использовали приводные опорные ролики диаметром d 1400 мм.
По технологическим соображениям была выбрана схема расположения режущего инструмента между опорными роликами.
Исходя из допуска на диаметр поверхности катания, равный 4 мм, задавали значение амплитуды гармоники Cn 4 мм и путем геометрических расчетов определяли порядок огранки, который для D 5300 мм и Cn 4 мм равен n 17.
Затем определяли деформацию Δ бандажа под действием собственного веса по известной формуле
Δ 
 -2,467 +
-2,467 +  sinγcosγ+γ-2sin
sinγcosγ+γ-2sin + 2
+ 2 sinγ+cos
sinγ+cos
где P распределение нагрузки от собственного веса бандажа;
r радиус бандажа;
EJ жесткость сечения бандажа на изгиб;
γ α + β= 70о центральный угол базирования детали, выбранный конструктивно.
Подставляя значения, получали деформацию бандажа Δ 1,2.
После этого определяли углы α и β установки режущего инструмента путем подстановки значений Δ и Cn в уравнение
 cos 17(π+α)
cos 17(π+α)  cos17(π-β)=0
cos17(π-β)=0
Решая уравнение с учетом конструктивно выбранного условия ( α + β) 70о, получали α 33о, β 37о, а межцентровое расстояние А установки опорных роликов определяли следующим образом: A=(R+r) sin  2120 мм.
2120 мм.
Предлагаемый способ обработки крупногабаритных деталей позволяет получать обработанные детали в пределах допуска на диаметр, управлять огранкой при бесцентровой их обработке с учетом собственных деформаций.
Повышение точности формообразования такого рода деталей имеет важное значение для их дальнейшей точной сборки и монтажа, что позволяет повысить эксплуатационную надежность и долговечность оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1989 |
|
SU1630140A1 |
| МОДУЛЬ ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ БАНДАЖЕЙ | 1990 |
|
SU1792011A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ДОРНОВАНИЕМ /ВАРИАНТЫ/ | 1991 |
|
RU2065807C1 |
| АСПИРАЦИОННАЯ ВОРОНКА | 1991 |
|
RU2031747C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ДОРНОВАНИЕМ | 1991 |
|
RU2014987C1 |
| Станок для обработки бандажей и опорных роликов | 1985 |
|
SU1346340A1 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА | 1991 |
|
RU2024365C1 |
| СПОСОБ ОЦЕНКИ МЕХАНИЧЕСКИХ СВОЙСТВ ТОНКОСТЕННЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ ПРИ РАСТЯЖЕНИИ И СЖАТИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2071599C1 |
| СПОСОБ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ВАЛОВ БЕЗ ИХ ДЕМОНТАЖА | 2003 |
|
RU2242346C1 |
| ПЕРЕНОСНОЙ СВЕРЛИЛЬНЫЙ СТАНОК | 1990 |
|
RU2035269C1 |
Изобретение относится к машиностроению и используется для обработки крупногабаритных деталей, например бандажей цементных печей, в монтажный и ремонтный периоды. Способ обработки осуществляется на устройстве, содержащем приводные ролики 1, имеющие возможность перемещения. Установка роликов производится с учетом диаметра обрабатываемой детали. Далее производится расчет углов α и b установки режущего инструмента относительно опорных роликов. Расчет производится для учета деформации детали от собственного веса, отрицательно влияющей на процесс формообразования. Базирование детали на опорных роликах с учетом ее диаметра и установка режущего инструмента с учетом рассчитанных углов a и b обеспечивают исправление формы обрабатываемой детали и получение ее максимально приближенной к окружности. 1 ил.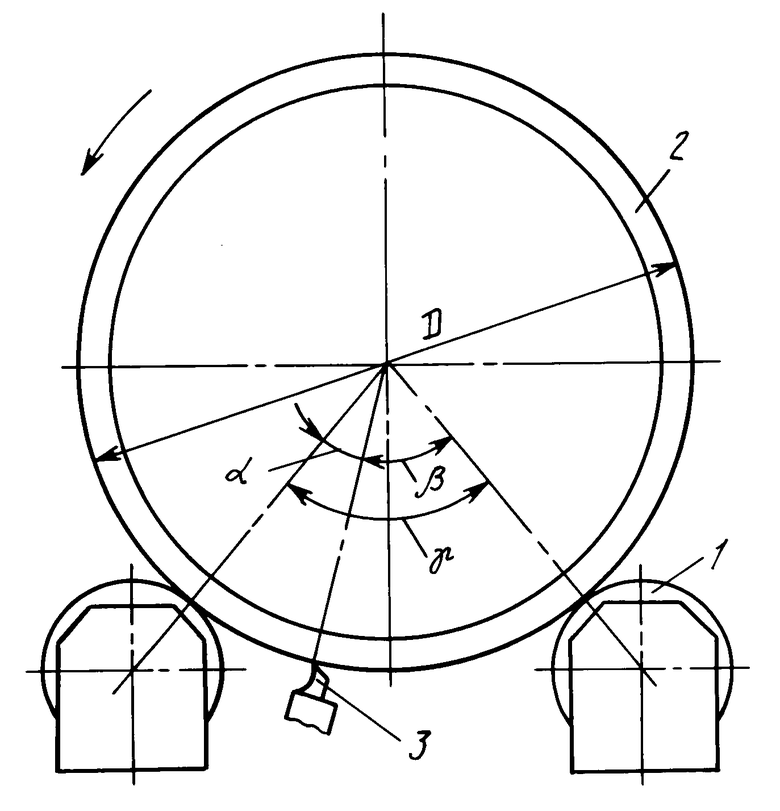
СПОСОБ БЕСЦЕНТРОВОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ ТИПА КОЛЕЦ, включающий определение углов установки режущего инструмента относительно опор, установку опор, базирование по ним поверхности вращения детали, установку режущего инструмента и обработку, отличающийся тем, что углы установки режущего инструмента относительно опор определяются из условия
где Δ деформация детали под действием собственного веса;
n величина огранки;
Cn амплитуда n-й гармоники;
a и β углы установки режущего инструмента.
| СПОСОБ БЕСЦЕНТРОВОГО ТОЧЕНИЯ КРУГЛЫХ ДЕТАЛЕЙ | 0 |
|
SU241903A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
